基于三维模型的压铸模具适配度检测方法及系统与流程
- 国知局
- 2024-07-31 22:55:51
本发明涉及图像配准,具体涉及基于三维模型的压铸模具适配度检测方法及系统。
背景技术:
1、压铸模具是用于压铸工艺的模具,将熔融金属或合金注入模腔,经过固化后形成所需的铸件。压铸模具在使用过程中,因压铸金属原料的流动以及温度的影响等因素,使其表面留下痕迹,导致利用模具生产的铸件的尺寸与形状有所偏差,降低铸件与其他铸件之间的适配度。因此,对压铸模具进行适配度检测非常重要。
2、现有技术在利用二进制鲁棒不变可扩展关键点(binary robust invariantscalable keypoints,brisk)算法进行适配度检测时,通常选取固定数量的采样点,若采样点数量选取不合适,则无法准确地获取图像中较为复杂区域的图像特征信息,影响后续匹配效果,导致压铸模具适配度检测的准确率较低,影响压铸模具后续的维护。
技术实现思路
1、为了解决brisk算法中采样点选取不合适,导致压铸模具适配度检测的准确率较低的技术问题,本发明的目的在于提供一种基于三维模型的压铸模具适配度检测方法及系统,所采用的技术方案具体如下:
2、第一方面,本发明一个实施例提供了一种基于三维模型的压铸模具适配度检测方法,该方法包括:
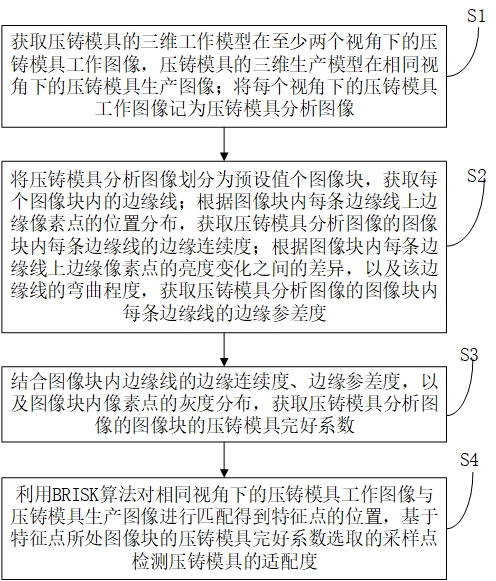
3、获取压铸模具的三维工作模型在至少两个视角下的压铸模具工作图像,压铸模具的三维生产模型在相同视角下的压铸模具生产图像;将每个视角下的压铸模具工作图像记为压铸模具分析图像;
4、将压铸模具分析图像划分为预设值个图像块,获取每个图像块内的边缘线;根据图像块内每条边缘线上边缘像素点的位置分布,获取压铸模具分析图像的图像块内每条边缘线的边缘连续度;根据图像块内每条边缘线上边缘像素点的亮度变化之间的差异,以及该边缘线的弯曲程度,获取压铸模具分析图像的图像块内每条边缘线的边缘参差度;
5、结合图像块内边缘线的边缘连续度、边缘参差度,以及图像块内像素点的灰度分布,获取压铸模具分析图像的图像块的压铸模具完好系数;
6、利用brisk算法对相同视角下的压铸模具工作图像与压铸模具生产图像进行匹配得到特征点的位置,基于特征点所处图像块的压铸模具完好系数选取的采样点检测压铸模具的适配度。
7、进一步地,所述边缘连续度的获取方法,包括:
8、对于压铸模具分析图像中每个图像块内的每条边缘线,将边缘线的任意一个端点对应的像素点作为分析像素点,将分析像素点作为生长点进行区域生长,将生长点的预设窗口内的边缘像素点作为新的生长点进行区域生长,直至所有的新的生长点的预设窗口内不存在边缘像素点;
9、对于每次区域生长过程,将区域生长过程中的生长点作为目标像素点,对于目标像素点的预设窗口内每个边缘像素点,将目标像素点指向其预设窗口内边缘像素点的方向对应的角度作为下一次区域生长过程中新的生长点对应的拓展角度;
10、将分析像素点进行第一次区域生长时得到的种子点作为方向像素点,由每个方向像素点与其之后生长的种子点的扩展角度构成的集合作为角度特征集合;将每个方向像素点进行区域生长的生长次数,作为每个方向像素点的拓展次数;将最大的所述拓展次数作为特征拓展值;将特征拓展值对应的方向像素点的角度特征集合作为边缘线的角度特征基准集合;
11、将角度特征基准集合内元素的标准差作为角度离散值;根据边缘线的特征拓展值与角度离散值获取压铸模具分析图像中图像块内每条边缘线的边缘连续度;所述特征拓展值与所述边缘连续度为正相关的关系;所述角度离散值与所述边缘连续度为负相关的关系。
12、进一步地,所述根据图像块内每条边缘线上边缘像素点的亮度变化之间的差异,以及该边缘线的弯曲程度,获取压铸模具分析图像的图像块内每条边缘线的边缘参差度的方法,包括:
13、对于压铸模具分析图像的图像块内每条边缘线,将边缘线进行角点检测得到的角点的个数作为边缘线的弯曲特征值;获取边缘线上每个边缘像素点的梯度方向与梯度值;
14、根据边缘线上边缘像素点的梯度方向之间的差异与梯度值之间的差异,以及所述弯曲特征值,获取压铸模具分析图像的图像块内每条边缘线的边缘参差度。
15、进一步地,所述边缘参差度的计算公式如下:
16、
17、式中,mes为压铸模具分析图像的图像块内每条边缘线的边缘参差度;p为压铸模具分析图像的图像块内每条边缘线的弯曲特征值;q为压铸模具分析图像的图像块内每条边缘线上边缘像素点的个数;为压铸模具分析图像的图像块内每条边缘线上第j个边缘像素点的梯度方向;为压铸模具分析图像的图像块内每条边缘线上第j+1个边缘像素点的梯度方向;为压铸模具分析图像的图像块内每条边缘线上第j个边缘像素点的梯度值;为压铸模具分析图像的图像块内每条边缘线上第j+1个边缘像素点的梯度值;为绝对值函数。
18、进一步地,所述压铸模具完好系数的获取方法,包括:
19、根据图像块内像素点的灰度分布获取压铸模具分析图像的每个图像块的模具表面参差度;
20、对于压铸模具分析图像的每个图像块,将图像块内所有边缘线的边缘连续度的均值作为图像块的边缘综合连续值;将图像块内所有边缘线的边缘参差度的均值作为图像块的边缘综合参差值;
21、结合图像块的所述边缘综合连续值、所述边缘综合参差值与所述模具表面参差度,获取压铸模具分析图像的每个图像块的压铸模具完好系数。
22、进一步地,所述模具表面参差度的计算公式如下:
23、
24、式中,mss为压铸模具分析图像的每个图像块的模具表面参差度;为压铸模具分析图像的每个图像块内除边缘线上边缘像素点外的像素点的最大的灰度值;为压铸模具分析图像的每个图像块内除边缘线上边缘像素点外的像素点的最小的灰度值;为压铸模具分析图像的每个图像块内像素点的灰度值的方差。
25、进一步地,所述压铸模具分析图像的每个图像块的压铸模具完好系数的计算公式如下:
26、
27、式中,dmi为压铸模具分析图像的每个图像块的压铸模具完好系数;为压铸模具分析图像的每个图像块的边缘综合连续值;为压铸模具分析图像的每个图像块的边缘综合参差进一步地,所述利用brisk算法对相同视角下的压铸模具工作图像与压铸模具生产图像进行匹配得到特征点的位置,基于特征点所处图像块的压铸模具完好系数选取的采样点检测压铸模具的适配度的方法,包括:
28、对于相同视角下的压铸模具工作图像与压铸模具生产图像,利用brisk算法对压铸模具工作图像与压铸模具生产图像进行匹配,得到压铸模具工作图像中关键点的位置;将压铸模具工作图像中以关键点为中心的预设半径内所处的图像块作为采样图像块;
29、根据关键点对应的采样图像块的压铸模具完好系数获取压铸模具工作图像中关键点的采样自适值;
30、在压铸模具工作图像中以关键点为中心的预设半径的区域内选取采样自适值个采样点,利用brisk算法将压铸模具工作图像每个采样点在压铸模具生产图像中匹配的像素点作为匹配像素点;采样点与匹配像素点一一对应;
31、将压铸模具生产图像中的匹配像素点投影至压铸模具工作图像中,得到压铸模具工作图像中每个采样点的投影像素点;将压铸模具工作图像中采样点与其对应的投影像素点之间的欧式距离的均值作为匹配度;
32、当所有视角下的压铸模具工作图像的匹配度均小于或者等于匹配阈值时,压铸模具适配度合格。
33、进一步地,所述压铸模具工作图像中关键点的采样自适个数的计算公式如下:
34、
35、式中,sw为每个视角下的压铸模具工作图像中关键点的采样自适个数;为每个视角下的压铸模具工作图像中关键点的预设初始采样个数;为每个视角下的压铸模具工作图像中关键点对应的所有采样图像块的压铸模具完好系数的均值;int为向下取整函数。
36、第二方面,本发明另一个实施例提供了一种基于三维模型的压铸模具适配度检测系统,该系统包括:存储器、处理器以及存储在所述存储器中并可在处理器上运行的计算机程序,处理器执行所述计算机程序时,实现上述任意一项方法的步骤。
37、本发明具有如下有益效果:
38、本发明实施例中,获取压铸模具在多个视角下的压铸模具工作图像与压铸模具生产图像,提高压铸模具的匹配精度,将每个视角下的压铸模具工作图像作为压铸模具分析图像;根据压铸模具分析图像的图像块的边缘线上边缘像素点的位置分布,获取衡量边缘线为压铸模具本身的边缘线的可能性的边缘连续度,并得到呈现边缘线出现形变的可能性的边缘参差度,图像块内像素点的灰度值的离散程度呈现图像块表面的凹凸程度,将三种参数综合进行分析,使衡量压铸模具质量情况的压铸模具完好系数更加准确;在利用brisk算法对相同视角下的压铸模具工作图像与压铸模具生产图像进行匹配时,基于图像中包含边缘特征信息的数量即压铸模具是否完好,自适应选取特征点周围的采样点的数量,避免了边缘信息较为复杂的区域的采样点较少导致特征匹配出现误差的问题,提高压铸模具适配度检测的准确率,提升压铸模具后续维护的效率。
本文地址:https://www.jishuxx.com/zhuanli/20240730/195367.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表