提升增材制造离心叶轮高周疲劳性能的方法及离心叶轮与流程
- 国知局
- 2024-07-31 23:12:52
本发明涉及航空发动机,特别涉及一种提升增材制造离心叶轮高周疲劳性能的方法及离心叶轮。
背景技术:
1、航空发动机转子零件,在运行中一直经受高转速和高载荷等恶劣工作环境,同时面临静力载荷、动力载荷、高低周疲劳等多重作用。增材制造导致零部件的材料性能数据随增材制造设备、成型工艺及后处理技术不同存在差异,呈现出明显的工艺相关性,增材制造压气机离心叶轮的高周疲劳性能分散度大。
2、目前,针对增材制造离心叶轮高周疲劳性能不足的主要处理方法为制造过程控制和工艺后处理。制造过程控制是通过优化参数,改善增材制造关键部位的微观组织、缺陷种类、极端内应力,但由于增材制造始终处于高温熔融、重熔、升温、降温等极端复杂的热交换过程,尚不能满足控制应力、减小变形、削弱残余应力等多目标调控需求,因此目前该途径仍然处于探索阶段。工艺后处理是指通过热等静压等工艺消除不利的极端应力,但热处理在释放残余应力的过程中往往会引起复杂结构或空腔结构的变形,进一步加剧了增材制造空腔结构的几何尺寸偏差。此外,针对增材制造,热处理对缺陷等方面的影响机理尚不成熟。显然,上述两种方法不仅会增加经济成本,还存在需要进一步攻关的关键技术。
技术实现思路
1、针对上述问题,本发明提供一种提升增材制造离心叶轮高周疲劳性能的方法及离心叶轮。
2、本发明的目的可以通过以下方案实现:
3、第一方面,本发明提供一种提升增材制造离心叶轮高周疲劳性能的方法,所述方法包括:
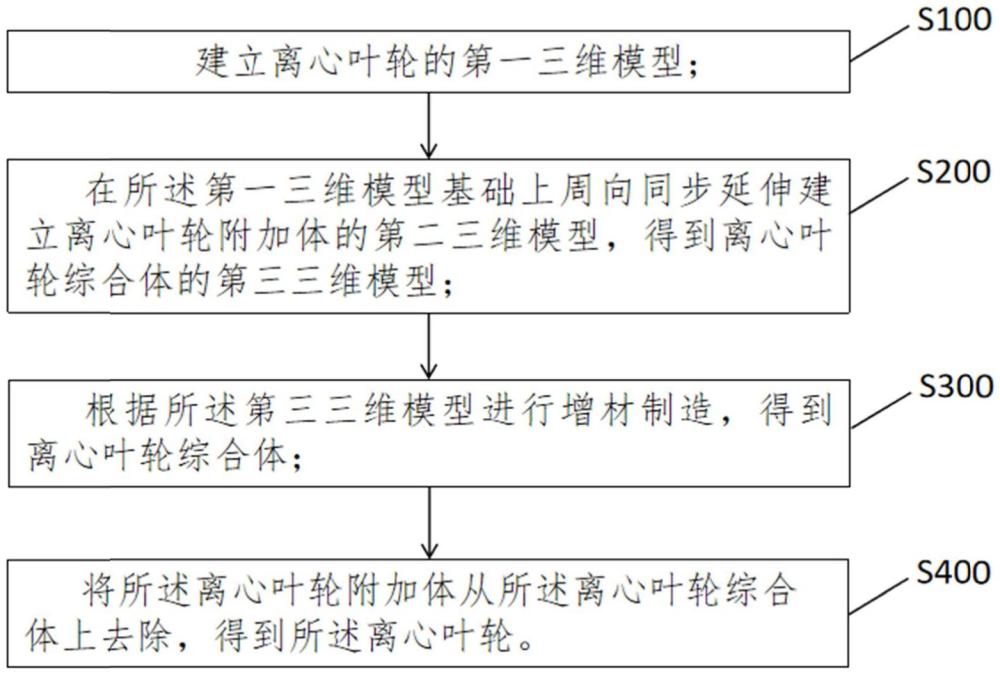
4、建立离心叶轮的第一三维模型;
5、在所述第一三维模型基础上周向同步延伸建立离心叶轮附加体的第二三维模型,得到离心叶轮综合体的第三三维模型;
6、根据所述第三三维模型进行增材制造,得到离心叶轮综合体;
7、将所述离心叶轮附加体从所述离心叶轮综合体上去除,得到所述离心叶轮。
8、进一步地,所述离心叶轮包括第一小叶片、第一大叶片、第一盘体;
9、所述离心叶轮附加体包括第二小叶片、第二大叶片、第二盘体;
10、其中,所述第一小叶片与所述第二小叶片连接,所述第一大叶片与所述第二大叶片连接,所述第一盘体与所述第二盘体连接。
11、进一步地,所述第一小叶片的尾缘高度为第一高度h1,所述第一小叶片的尾缘厚度为第一厚度t1(z),其中,t1(z)为随高度z变化的函数,t1(z)随高度z的增加而数值变小,高度z方向为所述离心叶轮的轴向方向;
12、所述第一盘体的尾缘厚度为第二厚度t2;
13、所述第一大叶片的尾缘高度为第二高度h2,所述第一大叶片的尾缘厚度为第三厚度t3(z),其中,t3(z)为随高度z变化的函数,t3(z)随高度z的增加而数值变小。
14、进一步地,所述第一小叶片尾缘处的所述第二小叶片的高度为第三高度hf1,所述第一小叶片尾缘处的所述第二小叶片的厚度为第四厚度tf1(z),其中,tf1(z)为随高度z变化的函数,tf1(z)随高度z的增加而数值变小;
15、所述第一盘体尾缘处的所述第二盘体的厚度为第五厚度tf2;
16、所述第一大叶片尾缘处的所述第二大叶片的高度为第四高度hf2,所述第一大叶片尾缘处的所述第二大叶片的厚度为第六厚度tf3(z),其中,tf3(z)为随高度z变化的函数,tf3(z)随高度z的增加而数值变小。
17、进一步地,所述离心叶轮具有第一半径r1;所述离心叶轮附加体具有径向尺寸l1;所述离心叶轮综合体具有第二半径r2,其中r2=r1+l1。
18、进一步地,所述离心叶轮附加体的尺寸参数满足:l1=tanθ×max{h1,h2},hf1=h1,hf2=h2,tf1(z)=t1(z),tf2=t2,tf3(z)=t3(z);其中,θ为30°~45°。
19、进一步地,所述将所述离心叶轮附加体从所述离心叶轮综合体上去除,具体包括:
20、采用线切割方式将所述离心叶轮附加体从所述离心叶轮综合体上去除。
21、进一步地,所述采用线切割方式将所述离心叶轮附加体从所述离心叶轮综合体上去除,具体包括:
22、采用线切割方式将外径为所述第二半径r2、内径为所述第一半径r1环状的所述离心叶轮附加体,从所述离心叶轮综合体上去除。
23、进一步地,所述离心叶轮综合体材质为铝合金。
24、第二方面,本发明提供一种离心叶轮,所述离心叶轮基于上述第一方面任一所述的提升增材制造离心叶轮高周疲劳性能的方法制造。
25、与现有技术相比,本申请具有以下有益效果:
26、本发明实施例通过增加离心叶轮附加体的余量设计,将残余拉应力转移至离心叶轮附加体上,离心叶轮的叶片就不会存在大应力区,将离心叶轮附加体去掉后,离心叶轮的叶片根部存在较小的残余拉应力,进而提升了高周疲劳性能。与制造过程控制和工艺后处理方法相比,本发明实施例可操作性强、成本低、不增加新工艺,设计即加工,加工即可用。
27、本发明的其它特征和优点将在随后的说明书中阐述,并且,部分地从说明书中变得显而易见,或者通过实施本发明而了解。本发明的目的和其他优点可通过在说明书、权利要求书以及附图中所指出的结构来实现和获得。
技术特征:1.一种提升增材制造离心叶轮高周疲劳性能的方法,其特征在于,所述方法包括:
2.根据权利要求1所述的方法,其特征在于,
3.根据权利要求2所述的方法,其特征在于,所述第一小叶片的尾缘高度为第一高度h1,所述第一小叶片的尾缘厚度为第一厚度t1(z),其中,t1(z)为随高度z变化的函数,t1(z)随高度z的增加而数值变小,高度z方向为所述离心叶轮的轴向方向;
4.根据权利要求3所述的方法,其特征在于,所述第一小叶片尾缘处的所述第二小叶片的高度为第三高度hf1,所述第一小叶片尾缘处的所述第二小叶片的厚度为第四厚度tf1(z),其中,tf1(z)为随高度z变化的函数,tf1(z)随高度z的增加而数值变小;
5.根据权利要求4所述的方法,其特征在于,所述离心叶轮具有第一半径r1;所述离心叶轮附加体具有径向尺寸l1;所述离心叶轮综合体具有第二半径r2,其中r2=r1+l1。
6.根据权利要求5所述的方法,其特征在于,所述离心叶轮附加体的尺寸参数满足:l1=tanθ×max{h1,h2},hf1=h1,hf2=h2,tf1(z)=t1(z),tf2=t2,tf3(z)=t3(z);其中,θ为30°~45°。
7.根据权利要求6所述的方法,其特征在于,所述将所述离心叶轮附加体从所述离心叶轮综合体上去除,具体包括:
8.根据权利要求7所述的方法,其特征在于,所述采用线切割方式将所述离心叶轮附加体从所述离心叶轮综合体上去除,具体包括:
9.根据权利要求1所述的方法,其特征在于,所述离心叶轮综合体材质为铝合金。
10.一种离心叶轮,其特征在于,所述离心叶轮基于如权利要求1至9任一所述的提升增材制造离心叶轮高周疲劳性能的方法制造。
技术总结本发明提供了一种提升增材制造离心叶轮高周疲劳性能的方法及离心叶轮,所述方法包括:建立离心叶轮的第一三维模型;在所述第一三维模型基础上周向同步延伸建立离心叶轮附加体的第二三维模型,得到离心叶轮综合体的第三三维模型;根据所述第三三维模型进行增材制造,得到离心叶轮综合体;将所述离心叶轮附加体从所述离心叶轮综合体上去除,得到所述离心叶轮。本发明实施例经过线切割将离心叶轮附加体去掉后,离心叶轮的叶片根部存在较小的残余拉应力,进而提升了高周疲劳性能。与制造过程控制和工艺后处理方法相比,本发明实施例可操作性强、成本低、不增加新工艺。技术研发人员:李加强,郑岩冰,罗文颖,贾晗晗,李伟刚,钱正明,米栋受保护的技术使用者:中国航发湖南动力机械研究所技术研发日:技术公布日:2024/7/29本文地址:https://www.jishuxx.com/zhuanli/20240730/196449.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。