一种基于数字孪生的多股螺旋弹簧加工过程在线控制系统及控制方法
- 国知局
- 2024-08-01 00:17:34
本发明涉及多股螺旋弹簧智能制造,特别是一种基于数字孪生的多股螺旋弹簧加工过程在线控制系统及控制方法。
背景技术:
1、高可靠多股螺旋弹簧是航空发动机减振装置中的关键部件,其设计制造水平直接影响了我国航空发动机的性能和可靠性。多股螺旋弹簧由多股钢丝绕成的钢索绕制而成,其特殊结构导致了显著的制造回弹现象,很难用理论方法直接设计冷绕工艺参数,通常需要依靠经验进行多次试凑。
2、由于绕簧过程中拧索模块高速旋转,目前对多股螺旋弹簧数控加工机床运行状态及成簧尺寸的监测主要依赖对冷绕弹簧的观察。这种方式效率低,而且很难保证多股螺旋弹簧的加工质量。当前的多股螺旋弹簧加工质量的检测仅依靠离线测量,缺乏钢索捻距、拧索质量及冷绕弹簧尺寸的在线监控,无法实现多股螺旋弹簧数控加工机床加工状态的实时在线监测,无法进行加工工艺参数的自动在线优化。
3、现有技术中,公开了名称为“多股簧全自动数控加工机床控制系统的研制”的重庆大学硕士学位论文,此控制系统未对机床的运行状态、多股螺旋弹簧冷绕状态进行实时监控,也未对多股螺旋弹簧冷绕尺寸和工艺参数进行在线优化,其数字化程度不高,控制参数调控不够智能,无法进行机床运行状态的同步监控及加工参数的快速调节,这导致多股螺旋弹簧的质量稳定性差且制造效率低下。
技术实现思路
1、本部分的目的在于概述本发明的实施例的一些方面以及简要介绍一些较佳实施例。在本部分以及本技术的说明书摘要和发明名称中可能会做些简化或省略以避免使本部分、说明书摘要和发明名称的目的模糊,而这种简化或省略不能用于限制本发明的范围。
2、鉴于上述和/或现有的多股螺旋弹簧加工时存在的问题,提出了本发明。
3、因此,本发明的目的是提供一种基于数字孪生的多股螺旋弹簧加工过程在线控制系统,其能实时获取钢丝张力、成簧尺寸等数据,并根据监测到的数据对加工工艺参数进行优化,实现多股螺旋弹簧制造过程的数字化和智能化。
4、为解决上述技术问题,本发明提供如下技术方案:一种基于数字孪生的多股螺旋弹簧加工过程在线控制系统,其包括,
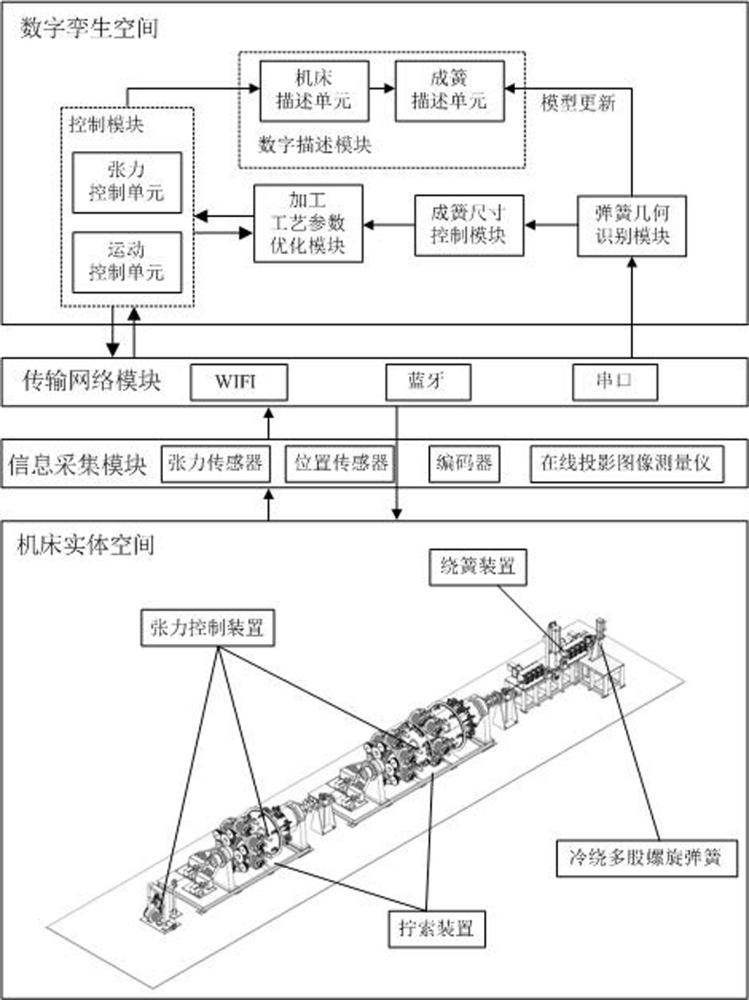
5、多股螺旋弹簧数控加工机床实体空间,多股螺旋弹簧数控加工机床实体空间包括张力控制装置、拧索装置和绕簧装置,其特征在于:还包括,
6、信息采集模块、传输网络模块和数字孪生空间,信息采集模块采集多股螺旋弹簧数控加工机床实体空间中的信息,传输网络模块将信息采集模块采集到的信息传输给数字孪生空间, 数字孪生空间对接收到的多股螺旋弹簧的几何信息进行处理,对冷绕多股螺旋弹簧的状态进行更新。
7、作为本发明中基于数字孪生的多股螺旋弹簧加工过程在线控制系统的一种优选方案,其中:所述信息采集模块包括与张力控制装置连接的张力传感器、与拧索装置连接的第一编码器以及与绕簧装置连接的位置传感器、第二编码器和在线投影图像测量仪。
8、作为本发明中基于数字孪生的多股螺旋弹簧加工过程在线控制系统的一种优选方案,其中:所述数字孪生空间包括控制模块、数字描述模块、加工工艺参数优化模块、成簧尺寸控制模块以及弹簧几何识别模块,弹簧几何识别模块和数字描述模块及成簧尺寸控制模块相连,所述成簧尺寸控制模块还与所述加工工艺参数优化模块相连,所述加工工艺参数优化模块与所述控制模块相连,数字描述模块包括机床描述单元和成簧描述单元,机床描述单元用于描述机床的运行状态和钢丝张力状态,成簧描述单元用于描述多股螺旋弹簧冷绕成形状态,所述控制模块包括张力控制单元和运动控制单元,张力控制单元用于控制绕簧过程中各股钢丝的张力,运动控制单元用于控制机床运动。
9、作为本发明中基于数字孪生的多股螺旋弹簧加工过程在线控制系统的一种优选方案,其中:所述张力控制单元通过所述张力传感器获取钢索冷绕过程中的钢丝张力,进行处理后传输给所述机床描述单元;张力控制单元对张力数据进行分析处理后,通过传输网络模块将张力控制信号下发给张力控制装置。
10、作为本发明中基于数字孪生的多股螺旋弹簧加工过程在线控制系统的一种优选方案,其中:所述运动控制单元通过第一编码器、第二编码器获取拧索装置及绕簧装置中电机的相位,运动控制单元通过位置传感器获取绕簧装置中气缸的位置,进行处理后传输给机床描述单元;所述机床描述单元在数字孪生空间中显示各股钢丝实时张力,依据电机相位和转速在数字孪生空间中显示拧索和绕簧速度、状态参数,依据位置传感器的信号在数字孪生空间中显示气缸位置,并对拧索装置及绕簧装置的运行状态、位置进行更新。
11、作为本发明中基于数字孪生的多股螺旋弹簧加工过程在线控制系统的一种优选方案,其中:所述弹簧几何识别模块通过在线投影图像测量仪获取冷绕多股螺旋弹簧的外形数据,利用结构参数识别算法识别多股螺旋弹簧的结构参数,进行解析整合后交给所述成簧描述单元和所述成簧尺寸控制模块。
12、作为本发明中基于数字孪生的多股螺旋弹簧加工过程在线控制系统的一种优选方案,其中:所述成簧描述单元通过机床描述单元获取绕簧状态及速度信息,通过所述弹簧几何识别模块获取多股螺旋弹簧结构参数,整合两类数据后在数字孪生空间内对冷绕多股螺旋弹簧的状态进行更新。
13、作为本发明中基于数字孪生的多股螺旋弹簧加工过程在线控制系统的一种优选方案,其中:所述成簧尺寸控制模块用于对比实时弹簧结构参数与设计结构参数,分析偏差后得到多股螺旋弹簧冷绕工艺参数调节策略并交由所述加工工艺参数优化模块,所述加工工艺参数优化模块根据电机转速与工艺参数映射关系更新拧索装置及绕簧装置中的电机转速,并经由运动控制单元下发给对应电机。
14、作为本发明的另一个目的,使用控制系统控制多股螺旋弹簧加工过程的方法,包括以下步骤,
15、设置冷绕工艺参数及各层钢丝张力值,进行多股螺旋弹簧冷绕加工;
16、张力传感器实时采集各股钢丝张力并传递给张力控制单元;各个编码器和位置传感器实时采集驱动电机和气缸的位置及状态信息并传递给运动控制单元;在线投影图像测量仪实时采集冷绕多股螺旋弹簧的形状并传递给弹簧几何识别模块;
17、张力控制单元对张力数据进行整理后交由机床描述单元进行显示,并对张力数据进行分析处理并将张力控制信号传输给张力控制装置;运动控制单元对各个编码器和位置传感器采集到的信号进行处理后交由机床描述单元,对机床运行状态进行更新;弹簧几何识别模块对冷绕多股螺旋弹簧的几何信息进行处理后交给成簧描述单元,对冷绕多股螺旋弹簧的状态进行更新;
18、成簧尺寸控制模块对弹簧几何识别模块获取的实时弹簧结构参数和设计弹簧结构参数进行对比分析偏差后得到多股螺旋弹簧冷绕工艺参数调节策略并交由加工工艺参数优化模块;
19、加工工艺参数优化模块利用加工工艺参数与电机转速映射关系计算后更新拧索装置及绕簧装置中对应电机的转速,并经由运动控制单元下发给对应电机,对冷绕多股螺旋弹簧结构参数进行优化。
20、作为本发明中控制方法的一种优选方案,其中:对冷绕多股螺旋弹簧结构参数进行优化的步骤具体为,
21、成簧尺寸控制模块对比实际冷绕多股螺旋弹簧的螺距、中径和捻距与设定参数之间的差值,即多股螺旋弹簧冷绕回弹量;
22、根据试验和数值仿真所得到的冷绕多股螺旋弹簧回弹与加工工艺参数的关系,计算加工工艺参数修正值,获得加工工艺参数调整量;
23、将计算得到的加工工艺参数调整量转换为各个电机的新转速并传递给运动控制单元。
24、本发明与现有技术相比,具有以下技术效果:通过对加工过程中多股螺旋弹簧的实时形状和机床运行状态参数的监测,得到冷绕回弹量,根据仿真得到的冷绕回弹量和加工工艺参数关系,对冷绕加工工艺参数进行优化的工艺,提高多股螺旋弹簧的设计加工效率及品质。
本文地址:https://www.jishuxx.com/zhuanli/20240730/200476.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表