一种基于一键启动的充填控制系统与控制方法与流程
- 国知局
- 2024-08-01 00:20:04
本发明属于矿山充填,具体涉及一种基于一键启动的充填控制系统与控制方法。
背景技术:
1、“智慧矿山”、“智能矿山”是国家产业规划指出的发展方向,一键启动控制系统采用上位机+plc的集中控制方式,采用以太网和各子系统通讯,该控制方式具有先进、可靠、集中管理、分散控制、稳定等诸多优点,是目前工控行业一种比较流行的控制方式理念。传统的充填自动化控制系统基本能实现设备的集中自动控制,但不能实现智能管控,人工干预多,控制精度存在较大误差,充填质量难以保证,且系统整体性智能化程度不高,难以实现整套系统各工艺装备的自动顺序启停及充填作业和膏体制备及输送参数的智能调节。
2、因此,设计一种配合plc各功能模块能够实时的完成设备的过程控制及信号的采集,且整个系统可以实现实时操作与参数智能调节等功能的充填控制系统是本领域技术人员亟需解决的问题。
技术实现思路
1、本发明旨在克服现有技术的不足,提供一种基于一键启动的充填控制系统与控制方法。
2、为了达到上述目的,本发明提供的技术方案为:
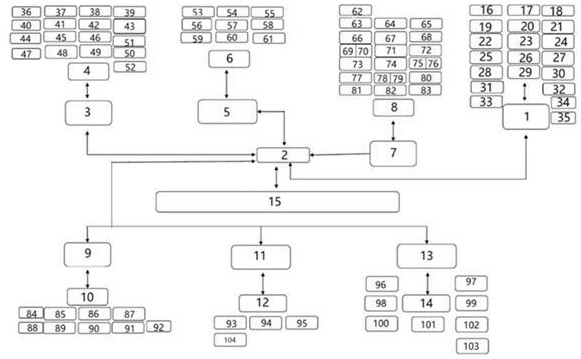
3、所述基于一键启动的充填控制系统包括中控中台(15),与中控中台(15)连接的工业交换机(2),与工业交换机(2)连接的中控plc系统, 絮凝剂控制子系统、浓密机耙架控制子系统、浓密机底流子系统、泵送子系统、水泥子系统、搅拌桶子系统;所述中控plc系统包括与工业交换机(2)连接的中控plc(1)、与中控plc(1)连接的多个被控元件;所述絮凝剂控制子系统包括与工业交换机(2)连接的絮凝剂plc(3)、与絮凝剂plc(3)连接的絮凝剂触摸屏(4)、与絮凝剂plc(3)连接的多个被控元件;所述浓密机爬架控制子系统包括与工业交换机(2)连接的浓密机耙架plc(5)、与浓密机耙架plc(5)连接的浓密机触摸屏(6)、与浓密机耙架plc(5)连接的多个被控元件;所述浓密机底流子系统包括与工业交换机(2)连接的底流plc(7)、与底流plc(7)连接的底流触摸屏(8)与底流plc(7)连接的多个被控元件;所述泵送子系统包括与工业交换机(2)连接的充填泵plc(9)、与充填plc(9)连接的充填泵触摸屏(10)、与充填泵plc(9)连接的多个被控元件;所述水泥子系统包括与工业交换机(2)连接的水泥仓收尘plc(11)、与水泥仓收尘plc(11)连接的水泥仓收尘触摸屏(12)、与水泥仓收尘plc(11)连接的多个被控元件;所述搅拌桶子系统包括与工业交换机(2)连接的搅拌桶收尘plc(13)、与搅拌桶收尘plc(13)连接的搅拌桶触摸屏(14)、与搅拌桶收尘plc(13)连接的多个被控元件。
4、优选地,所述与中控plc(1)连接的被控元件包括水泥破拱(16)、水泥顶仓除尘(17)、水泥电动闸板阀(18)、水泥输送螺旋(19)、水泥计量螺旋(20)、水泥空压机启停(21)、a供水泵(22)、b供水泵(23)、供水洗管阀(24)、搅拌桶(25)、事故泵(26)、除尘器(27)、泵送排污泵(28)、水泥雷达料位计(29)、水泥称重仪(30)、泵送充填泵料位计(31)、b底流流量计(32)、供水流量计(33)、供水压力计(34)、供水调节阀(35)。
5、优选地,所述与絮凝剂plc(3)连接的被控元件包括进水流量计(36)、a投加泵(37)、b投加泵(38)、给料泵(39)、投加流量计(40)、a搅拌机(41)、振动电机(42)、给料电机加热器(43)、稀释水流量计(44)、进气阀(45)、进水阀(46)、液位传感器(47)、b搅拌机(48)、c搅拌机(49)、a水箱加热器(50)、b水箱加热器(51)、c水箱加热器(52)。
6、优选地,所述与浓密机耙架plc(5)的被控元件包括液压泵(53)、冷却风扇(54)、加热器(55)、重锤料位计(56)、比例换向阀(57)、a料位计(58)、回流泵(59)、溢流阀(60)、电磁阀(61)。
7、优选地,所述与底流plc(7)连接的被控元件包括a底流泵(62)、b循环泵(63)、a管路出料阀(64)、b底流泵(65)、a泵循环阀(66)、a管路进料阀(67)、a循环泵(68)、底流泵a夹管阀(69)、底流泵b夹管阀(70)、a调浓阀(71)、b调浓阀(72)、泥层压力传感器(73)、输送泵a调浓阀(74)、底流泵a浓度计(75)、底流泵b浓度计(76)、b管路出料阀(77)、b管路进料阀(80)、a清洗阀(78)、b清洗阀(79)、循环泵进料阀(81)、循环泵冲洗阀(82)、b泵循环阀(83)。
8、优选地,所述与充填泵plc(9)连接的被控元件包括b电机(84)、a冷却器(85)、b冷却器(86)、a排量电源(87)、a电机(88)、b排量电源(89)、液压油液位(90)、泵送压力(91)、b料位计(92)。
9、优选地,所述与水泥仓收尘plc(11)连接的被控元件包括水泥螺旋(93)、雷达料位计(94)、压力安全阀(95)、水泥稳料电机(104)。
10、优选地,所述与搅拌桶收尘plc(13)连接的被控元件包括收尘器(96)、收尘器风机(97)、c料位计(98)、进砂夹管阀(99)、搅拌桶电机(100)、出料夹管阀(101)、搅拌自动进砂阀(102)、出砂夹管阀(103)。
11、基于上述控制系统的控制方法包括如下步骤:
12、充填泵送阶段:
13、(1)上电开机自检,检查系统无故障方可启动设备;
14、(2)充填开始依次开启絮凝剂控制子系统、浓密机耙架的液压泵(53);
15、(3)当浓密机进料时,启动a投加泵(37)或者b投加泵(38),开启a供水泵(22)或b供水泵(23),对絮凝剂一次制备的溶液进行稀释,稀释完成后泵送到浓密机里面;
16、(4)当浓密机泥层高度和砂浆浓度达到泵送标准时,依次开启充填泵a电机(88)和b电机(84),搅拌桶电机(100),搅拌桶自动进砂阀(102),b供水泵(23),;
17、(5)选择a或b管道线路进行输送尾砂,当选择a管道线路时依次开启a调浓阀(71)、a管路出料阀(64)、a底流泵(62)、a管路进料阀(67);当选择b管道线路时依次开启b调浓阀(72)、b管路出料阀(77)、b底流泵(65)、b管路进料阀(80);
18、(6)开启水泥下料系统,启动搅拌桶收尘风机(97)、水泥螺旋(93)电机、水泥稳料电机(104)、水泥电动闸板阀(18)、水泥破拱(16),设置自动灰砂配比,开始自动水泥下料;
19、(7)当搅拌桶料位到达一定高度后,自动开启搅拌桶的出砂夹管阀(103),等到充填泵料斗料位到达一定高度后,设置泵送排量,泵送运行。
20、在充填泵送阶段完成后的洗管阶段:
21、(1)收到井下停止泵送请求时,开始洗管流程;
22、(2)关闭水泥下料系统;
23、(3)选择a或者b管道线路关闭,当选择a管道线路时,依次关闭a管路进料阀(67)、a调浓阀(71)、同时打开a清洗阀(78),等到井下管路出清水时,再依次关闭a清洗阀(78)、a底流泵(62)、a管路出料阀(67)、进砂夹管阀(99);当选择b时, 依次关闭b管路进料阀(80)、b调浓阀(72)、同时打开b清洗阀(79);等到井下管路出清水时,再依次关闭b清洗阀(79)、b底流泵(65)、b管路出料阀(77)、a泵循环阀(66)、b泵循环阀(83)、进砂夹管阀(99);
24、(4)当进搅拌桶之前线路管道全部关闭后时,依次关闭搅拌桶电机(100)、搅拌桶出料夹管阀(101),停止泵送,关闭充填泵a电机(88)和b电机(84),洗管完成,泵送结束。
25、下面对本发明作进一步说明:
26、本发明所述基于一键启动的充填控制系统由一台φ16m深锥浓密机、底流输送系统、絮凝剂制备系统、一套水泥存储给料计量系统、一套搅拌桶、一台膏体输送泵及一条充填料浆输送管等系统组成;自动化系统分为浓密机耙架控制子系统(采用s7-1200控制)、中控plc系统(采用s7-1500控制)、絮凝剂控制子系统(采用s7-1200控制)、浓密机底流子系统(采用s7-300控制)、搅拌桶子系统(采用s7-1200控制)、泵送子系统(采用s7-300成品机柜)、水泥子系统等共7个系统,6个系统通过以太网实现控制系统组网,水泥子系统通过硬接线接入到中控plc柜。子系统分别就地安装于现场的各指定及机柜中,每个机柜只安装一个站点用于完成就近仪器仪表的数据采集、执行结构的过程控制及就近子系统的工艺流程控制。a投加泵和b加投泵为两台泵,为一用一备,或者当投加的流量不够时,同时开启两台投加泵;充填系统可以有两台充填泵,也可以只有一台充填泵,其中一台充填泵由两个电机组成。
27、plc控制整个充填系统中的电机,阀门,风机,除尘器等设备。同时还有检测点所需仪表的信号传输及过程控制中的调节设备。主要设备包括输送皮带的运行、停机、故障等运行状态,以及电机的运行参数。振动器启、停控制、就地箱故障、就地/远控等工作状态等。主要阀门仪表包括:na22浓度计、雷达料位计、流量计、电动调节阀、电动闸阀。子系统的控制元件单独接入子系统的plc,进行控制。各个子系统的plc通过以太网与中控plc进行数据交换,把子系统的数据传送到中控plc,中控plc进行整个系统的控制。絮凝剂控制系统中,通过检测管道流量来控制投加泵的频率。子系统的控制元件信号都是直接接入子系统plc控制系统。
28、对关键设备的状态、报警,能够在系统监控画面中合理体现,可以追查记录。设备故障等信号,(例如皮带的拉绳、跑偏、撕裂等信号),在系统状态监测中,可明确显示在设备的具体位置。
29、充填控制系统控制流程:充填泵送工艺流程分为充填泵送阶段和洗管阶段。充填泵送阶段是往井下泵送砂浆的过程,洗管阶段是充填收尾是清洗残余尾砂的过程。
30、与现有技术相比,本发明的有益效果为:
31、本发明的基于一键启动的充填控制系统对于膏体制备输送浓度可以控制在77~79%范围内,控制精度误差<0.5%;除浓密机底第一道阀门手动操作外,实现整套系统各工艺装备的自动顺序启停及充填作业,即一键充,实现了膏体制备及输送参数的智能调节,提高了充填作业效率,降低充填成本且充填质量稳定可靠。
本文地址:https://www.jishuxx.com/zhuanli/20240730/200645.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表