外转子电机磁钢装配治具的制作方法
- 国知局
- 2024-07-31 17:41:13
[]本技术涉及一种外转子电机装配治具,特别涉及一种将磁钢安装至机壳内周壁的外转子电机磁钢装配治具。
背景技术:
0、[背景技术]
1、现有的外转子电机的隔磁支架多为插槽式,表贴磁钢多为人工操作,其工艺为压装磁钢架、注胶、插磁钢;为了保证磁钢装配工艺的合格率,会使得人工表贴磁钢的效率降低。此外,涂胶表贴过程中容易漏胶,且胶水未固化的过程中,已充磁的磁钢会因互相间的磁力而产生偏斜,这会极大地降低磁钢在受到堵转冲击时的稳定性;导致胶水在外转子电机发生堵转时无法对磁钢起到缓冲作用,使得磁钢的受力点均位于胶面,容易造成电机的损坏。
2、当采用传统方法粘贴磁钢时,在磁钢硬度较低时,磁钢易在外转子电机堵转过程中发生断裂;同时,采用传统方法粘贴磁钢会导致磁钢与隔磁支架之间存在间隙,由于磁钢间的引力作用导致磁钢之间的间隙不均匀,极大地影响外转子电机内部的磁通密度;当外转子电机处于类似于高频率的振动等恶劣工况时,会影响用户的体验且对外转子电机的寿命也会产生较大的影响。
3、鉴于此,确有必要提供一种改进的外转子电机磁钢装配治具,以克服先前技术存在的缺陷。
技术实现思路
0、[技术实现要素:]
1、针对现有技术的不足,本实用新型的目的在于提供一种压装稳定且装配效率高的外转子电机磁钢装配治具。
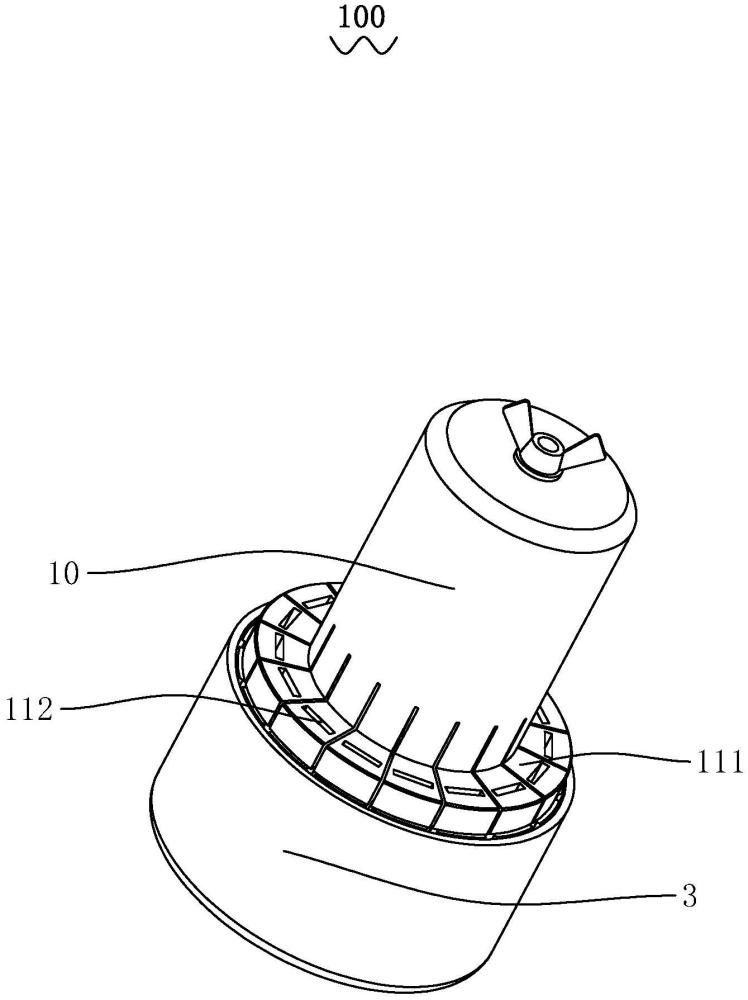
2、本实用新型解决现有技术问题所采用的技术方案是:一种外转子电机磁钢装配治具,用于将铁氧体磁钢安装至外转子机壳的内周壁;所述外转子电机磁钢装配治具包括外筒部及位于所述外筒部内的嵌入部,所述嵌入部从所述外筒部的轴向下端插入至所述外筒部内;所述外筒部包括圆柱状的主体部及自所述主体部沿轴向向下延伸的活动部,所述活动部包括沿圆周方向均匀分布的数个活动块,所述活动块可沿径向向外运动;每个所述活动块均包括位于内部的磁极及位于外周的凹槽,所述凹槽位于所述磁极的径向外侧且用于接收所述铁氧体磁钢。
3、进一步改进方案为:所述活动部包括自轴向下端向上逐渐收缩的内锥孔,所述嵌入部包括位于轴向下端的基座,所述基座设置于所述内锥孔内。
4、进一步改进方案为:所述主体部包括位于内部的圆柱状内孔,所述内孔连通于所述内锥孔,所述嵌入部包括自所述基座沿轴向向上延伸的延伸部,所述延伸部延伸入所述内孔内。
5、进一步改进方案为:所述内锥孔设有位于内表面的内锥面,所述基座设有位于外表面的外锥面,所述内锥面的锥度与所述外锥面的锥度不同。
6、进一步改进方案为:所述主体部设有位于内孔的轴向上方的螺纹孔,所述螺纹孔贯穿所述主体部且连通所述主体部的内部与外部。
7、进一步改进方案为:所述嵌入部包括位于轴向上方的旋钮部,所述旋钮部设有可操作的转动部及位于所述转动部的轴向下方的螺栓,所述螺栓自所述延伸部的顶部向上延伸出所述螺纹孔,所述螺栓部分位于所述螺纹孔内。
8、进一步改进方案为:所述转动部连接至所述螺栓且可旋转,旋转所述转动部可使所述基座及所述延伸部沿轴向向上或向下运动;所述旋钮部设有套设于所述螺栓的外周的弹簧,所述弹簧抵接于所述转动部的轴向下端与所述延伸部的顶壁之间。
9、进一步改进方案为:所述基座沿轴向向上运动时,所述基座部分抵接所述活动部的所述活动块,以使所述活动块沿径向向外撑开。
10、进一步改进方案为:所述磁极为稀土矿磁钢,所述铁氧体磁钢设置于所述凹槽内,且所述稀土矿磁钢将所述铁氧体磁钢吸附于所述凹槽内。
11、进一步改进方案为:所述铁氧体磁钢的外侧刷胶,且所述铁氧体磁钢放入所述外转子机壳内,所述活动块沿径向向外运动以使所述铁氧体磁钢贴附于所述外转子机壳的内周壁。
12、与现有技术相比,本实用新型具有如下有益效果:外转子电机磁钢装配治具包括外筒部及位于外筒部内的嵌入部,嵌入部从外筒部的轴向下端插入至外筒部内;外筒部包括圆柱状的主体部及自主体部沿轴向向下延伸的活动部,活动部包括沿圆周方向均匀分布的数个活动块,活动块可沿径向向外运动;每个活动块均包括位于内部的磁极及位于外周的凹槽,凹槽位于磁极的径向外侧且用于接收铁氧体磁钢。将放置于凹槽内的铁氧体磁钢的外侧刷胶,且将铁氧体磁钢放入外转子机壳内后,旋转转动部使得基座沿轴向向上运动,基座部分抵接活动部的活动块,使得活动块沿径向向外撑开,将铁氧体磁钢压装至外转子机壳的内周壁。如此设置,降低了铁氧体磁钢装配工艺的繁琐性、减少了外转子电机的生产工序及缩短了外转子电机的生产周期;同时,使用外转子电机磁钢装配治具压装铁氧体磁钢,可以保证铁氧体磁钢在胶水固化的过程中不会发生歪斜,且减小了铁氧体磁钢装配时的误差,使得铁氧体磁钢产生的磁场更加均匀,保证了外转子电机具有稳定的转速。
技术特征:1.一种外转子电机磁钢装配治具,用于将铁氧体磁钢安装至外转子机壳的内周壁;其特征在于:所述外转子电机磁钢装配治具包括外筒部及位于所述外筒部内的嵌入部,所述嵌入部从所述外筒部的轴向下端插入至所述外筒部内;所述外筒部包括圆柱状的主体部及自所述主体部沿轴向向下延伸的活动部,所述活动部包括沿圆周方向均匀分布的数个活动块,所述活动块可沿径向向外运动;每个所述活动块均包括位于内部的磁极及位于外周的凹槽,所述凹槽位于所述磁极的径向外侧且用于接收所述铁氧体磁钢。
2.根据权利要求1所述的外转子电机磁钢装配治具,其特征在于:所述活动部包括自轴向下端向上逐渐收缩的内锥孔,所述嵌入部包括位于轴向下端的基座,所述基座设置于所述内锥孔内。
3.根据权利要求2所述的外转子电机磁钢装配治具,其特征在于:所述主体部包括位于内部的圆柱状内孔,所述内孔连通于所述内锥孔,所述嵌入部包括自所述基座沿轴向向上延伸的延伸部,所述延伸部延伸入所述内孔内。
4.根据权利要求3所述的外转子电机磁钢装配治具,其特征在于:所述内锥孔设有位于内表面的内锥面,所述基座设有位于外表面的外锥面,所述内锥面的锥度与所述外锥面的锥度不同。
5.根据权利要求4所述的外转子电机磁钢装配治具,其特征在于:所述主体部设有位于内孔的轴向上方的螺纹孔,所述螺纹孔贯穿所述主体部且连通所述主体部的内部与外部。
6.根据权利要求5所述的外转子电机磁钢装配治具,其特征在于:所述嵌入部包括位于轴向上方的旋钮部,所述旋钮部设有可操作的转动部及位于所述转动部的轴向下方的螺栓,所述螺栓自所述延伸部的顶部向上延伸出所述螺纹孔,所述螺栓部分位于所述螺纹孔内。
7.根据权利要求6所述的外转子电机磁钢装配治具,其特征在于:所述转动部连接至所述螺栓且可旋转,旋转所述转动部可使所述基座及所述延伸部沿轴向向上或向下运动;所述旋钮部设有套设于所述螺栓的外周的弹簧,所述弹簧抵接于所述转动部的轴向下端与所述延伸部的顶壁之间。
8.根据权利要求7所述的外转子电机磁钢装配治具,其特征在于:所述基座沿轴向向上运动时,所述基座部分抵接所述活动部的所述活动块,以使所述活动块沿径向向外撑开。
9.根据权利要求1所述的外转子电机磁钢装配治具,其特征在于:所述磁极为稀土矿磁钢,所述铁氧体磁钢设置于所述凹槽内,且所述稀土矿磁钢将所述铁氧体磁钢吸附于所述凹槽内。
10.根据权利要求9所述的外转子电机磁钢装配治具,其特征在于:所述铁氧体磁钢的外侧刷胶,且所述铁氧体磁钢放入所述外转子机壳内,所述活动块沿径向向外运动以使所述铁氧体磁钢贴附于所述外转子机壳的内周壁。
技术总结一种外转子电机磁钢装配治具,用于将铁氧体磁钢安装至外转子机壳的内周壁;其包括外筒部及嵌入部,嵌入部从外筒部的轴向下端插入至外筒部内;外筒部包括主体部及活动部,活动部包括沿圆周方向均匀分布的活动块,活动块可沿径向向外运动;每个活动块均包括位于内部的磁极及位于外周的凹槽,凹槽位于磁极的径向外侧且用于接收铁氧体磁钢。如此设置,降低了铁氧体磁钢装配工艺的繁琐性、减少了外转子电机的生产工序及缩短了生产周期;同时,使用外转子电机磁钢装配治具压装铁氧体磁钢,可以保证铁氧体磁钢在胶水固化的过程中不会发生歪斜,且减小了铁氧体磁钢装配时的误差,使得铁氧体磁钢产生的磁场更加均匀,保证了外转子电机具有稳定的转速。技术研发人员:刘航,毛志宏,贾涛受保护的技术使用者:江苏东成工具科技有限公司技术研发日:20231129技术公布日:2024/7/25本文地址:https://www.jishuxx.com/zhuanli/20240731/176286.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表