多批次电芯混批处理系统的制作方法
- 国知局
- 2024-07-31 18:03:47
本技术涉及电芯自动化生产,具体而言,涉及一种多批次电芯混批处理系统。
背景技术:
1、批次管理是生产制造型企业发展到科学管理阶段和质量管理中追溯管理中常用的方法。在锂电池行业中,批次管理尤其重要,为了保证电池配组时电池容量的一致性,减小并联模组之间的容量差,要求同一车辆使用不超过连续2个批次的电芯(2个批次的电芯规格型号相同)且禁止不同状态soc电芯混用,所以电池配组时每个托盘内电池批次必须保持一致,而实际生产过程中,批次转换和返工会导致电池混批,目前电池混批一直采用人工标记电池肉眼挑选的处理方法,劳动强度大且误判率较高。
2、公开号为cn111723884a的中国发明专利所公开的技术方案中,混批处理系统只能处理2到3个批次的电芯,处理时托盘拆装完后换盘时间较长,此时机械手需要停止等待,造成混批处理效率较低。
技术实现思路
1、本实用新型的主要目的在于提供一种多批次电芯混批处理系统,能够实现电芯的分批中转处理,缩短换盘时间,提高混批处理效率。
2、为了实现上述目的,根据本实用新型的一方面,提供了一种多批次电芯混批处理系统,包括:
3、上料输送线;
4、下料输送线;
5、拆盘机械手,设置于上料输送线的输送路径的末端,并对上料托盘上的电芯进行分批拆分,上料输送线的输送路径的末端设置有至少两个拆分工位;
6、分批步进线,能够存放拆盘机械手拆分的不同批次的电芯;
7、装盘机械手,设置于下料输送线的输送路径的首端,并将分批步进线存放的电芯放入下料托盘,下料输送线的输送路径的首端设置有至少两个装盘工位。
8、进一步地,分批步进线包括多个电芯输送通道,每个电芯输送通道对应一个电芯批次,每个电芯输送通道内均设置有电芯放置卡槽。
9、进一步地,多批次电芯混批处理系统还包括第一双层输送线,上料输送线包括第二双层输送线,下料输送线包括第三双层输送线,第二双层输送线和第三双层输送线位于第一双层输送线的输送路径上,且沿着输送方向间隔设置。
10、进一步地,第一双层输送线上设置有第一顶升移载和第四顶升移载,第二双层输送线上设置有第二顶升移载,第三双层输送线上设置有第三顶升移载,第一顶升移载对应第二双层输送线设置,第二顶升移载对应拆分工位设置,第三顶升移载对应装盘工位设置,第四顶升移载对应第三双层输送线设置。
11、进一步地,第二双层输送线和第三双层输送线均垂直于第一双层输送线设置,拆盘机械手和装盘机械手位于第二双层输送线和第三双层输送线之间。
12、进一步地,拆盘机械手和装盘机械手位于分批步进线远离第一双层输送线的一侧,拆盘机械手设置在分批步进线靠近第二双层输送线的一侧,装盘机械手位于分批步进线靠近第三双层输送线的一侧;或,拆盘机械手位于分批步进线远离第一双层输送线的一侧,装盘机械手位于分批步进线靠近第一双层输送线的一侧。
13、进一步地,拆分工位处设置有第一托盘定位机构,装盘工位处设置有第二托盘定位机构。
14、进一步地,多批次电芯混批处理系统还包括第一升降机和第二升降机,第一升降机设置在第二双层输送线的末端,第二升降机设置在第三双层输送线的首端。
15、进一步地,第一双层输送线上还设置有第一移动扫码机构和第二移动扫码机构,第一移动扫码机构位于第二双层输送线的上游侧,第二移动扫码机构位于第三双层输送线的下游侧。
16、进一步地,第一双层输送线上还设置有托盘扫码位,托盘扫码位位于第一移动扫码机构的下游侧;和/或,第一双层输送线的首端设置有装盘机器人。
17、应用本实用新型的技术方案,多批次电芯混批处理系统包括:上料输送线,被构造为对承载电芯的上料托盘进行上料输送;下料输送线,被构造为对承载电芯的下料托盘进行下料输送;拆盘机械手,设置于上料输送线的输送路径的末端,并对上料托盘上的电芯进行分批拆分,上料输送线的输送路径的末端设置有至少两个拆分工位;分批步进线,位于拆盘机械手的活动范围内,并能够存放拆盘机械手拆分的不同批次的电芯;装盘机械手,设置于下料输送线的输送路径的首端,并将分批步进线存放的电芯放入下料托盘,下料输送线的输送路径的首端设置有至少两个装盘工位。该多批次电芯混批处理系统包括拆盘机械手和装盘机械手,在电芯拆盘位置设置有至少两个拆分工位,在电芯装盘位置设置有至少两个装盘工位,还设置有分批步进线,将多个不同批次电芯按批次区分,经过分批步进线中转处理并装载到托盘内,确保一个托盘内仅有一个批次,且处理后每个托盘均装满电芯,在拆装盘处设置双工位轮流工作,确保托盘流转时机械手无需等待,提升系统整体效率。
技术特征:1.一种多批次电芯混批处理系统,其特征在于,包括:
2.根据权利要求1所述的多批次电芯混批处理系统,其特征在于,所述分批步进线(11)包括多个电芯输送通道,每个所述电芯输送通道对应一个电芯批次,每个所述电芯输送通道内均设置有电芯放置卡槽。
3.根据权利要求1所述的多批次电芯混批处理系统,其特征在于,所述多批次电芯混批处理系统还包括第一双层输送线(2),所述上料输送线包括第二双层输送线(6),所述下料输送线包括第三双层输送线(16),所述第二双层输送线(6)和所述第三双层输送线(16)位于所述第一双层输送线(2)的输送路径上,且沿着输送方向间隔设置。
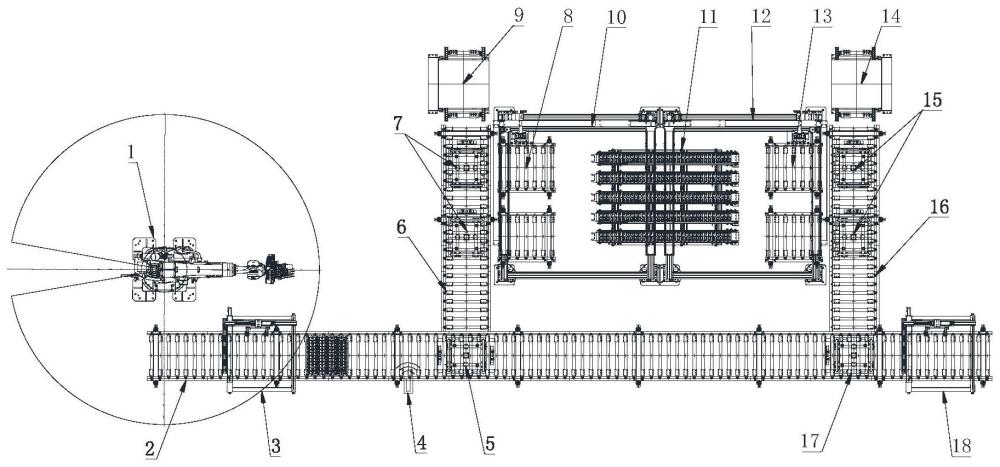
4.根据权利要求3所述的多批次电芯混批处理系统,其特征在于,所述第一双层输送线(2)上设置有第一顶升移载(5)和第四顶升移载(17),所述第二双层输送线(6)上设置有第二顶升移载(7),所述第三双层输送线(16)上设置有第三顶升移载(15),所述第一顶升移载(5)对应所述第二双层输送线(6)设置,所述第二顶升移载(7)对应所述拆分工位设置,所述第三顶升移载(15)对应所述装盘工位设置,所述第四顶升移载(17)对应所述第三双层输送线(16)设置。
5.根据权利要求3所述的多批次电芯混批处理系统,其特征在于,所述第二双层输送线(6)和所述第三双层输送线(16)均垂直于所述第一双层输送线(2)设置,所述拆盘机械手(10)和所述装盘机械手(12)位于所述第二双层输送线(6)和所述第三双层输送线(16)之间。
6.根据权利要求5所述的多批次电芯混批处理系统,其特征在于,所述拆盘机械手(10)和所述装盘机械手(12)位于所述分批步进线(11)远离所述第一双层输送线(2)的一侧,所述拆盘机械手(10)设置在所述分批步进线(11)靠近所述第二双层输送线(6)的一侧,所述装盘机械手(12)位于所述分批步进线(11)靠近所述第三双层输送线(16)的一侧;或,所述拆盘机械手(10)位于所述分批步进线(11)远离所述第一双层输送线(2)的一侧,所述装盘机械手(12)位于所述分批步进线(11)靠近所述第一双层输送线(2)的一侧。
7.根据权利要求1所述的多批次电芯混批处理系统,其特征在于,所述拆分工位处设置有第一托盘定位机构(8),所述装盘工位处设置有第二托盘定位机构(13)。
8.根据权利要求3所述的多批次电芯混批处理系统,其特征在于,所述多批次电芯混批处理系统还包括第一升降机(9)和第二升降机(14),所述第一升降机(9)设置在所述第二双层输送线(6)的末端,所述第二升降机(14)设置在所述第三双层输送线(16)的首端。
9.根据权利要求3所述的多批次电芯混批处理系统,其特征在于,所述第一双层输送线(2)上还设置有第一移动扫码机构(3)和第二移动扫码机构(18),所述第一移动扫码机构(3)位于所述第二双层输送线(6)的上游侧,所述第二移动扫码机构(18)位于所述第三双层输送线(16)的下游侧。
10.根据权利要求9所述的多批次电芯混批处理系统,其特征在于,所述第一双层输送线(2)上还设置有托盘扫码位(4),所述托盘扫码位(4)位于所述第一移动扫码机构(3)的下游侧;和/或,所述第一双层输送线(2)的首端设置有装盘机器人(1)。
技术总结本技术提供了一种多批次电芯混批处理系统。该多批次电芯混批处理系统包括:上料输送线;下料输送线;拆盘机械手,设置于上料输送线的末端,并对上料托盘上的电芯进行分批拆分,上料输送线的输送路径的末端设置有至少两个拆分工位;分批步进线,能够存放拆盘机械手拆分的不同批次的电芯;装盘机械手,设置于下料输送线的输送路径的首端,并将分批步进线存放的电芯放入下料托盘,下料输送线的输送路径的首端设置有至少两个装盘工位。本技术的多批次电芯混批处理系统,能够实现电芯的分批中转处理,缩短换盘时间,提高混批处理效率。技术研发人员:陈柯楠,陈珝,徐文琪,陈军受保护的技术使用者:合肥国轩高科动力能源有限公司技术研发日:20231012技术公布日:2024/7/23本文地址:https://www.jishuxx.com/zhuanli/20240731/177792.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表