一种聚氨酯微发泡材料及其制备方法与流程
- 国知局
- 2024-08-02 13:04:27
本发明涉及聚氨酯材料制作,具体是一种聚氨酯微发泡材料及其制备方法。
背景技术:
1、聚氨酯主要是具有热塑性的线性结构,它比pvc发泡材料有更好的稳定性、耐化学性、回弹性和力学性能,具有热塑性、强度高、伸长率大、回弹性好、耐磨、耐油、耐老化、耐低温等性能好的优点,在纺织、电子、包装、医疗、汽车等多个领域均有应用,但是,聚氨酯为致密型结构,因此聚氨酯薄膜的密度普遍较大、透气透湿性差,作为鞋面膜在鞋材领域应用时,存在轻量化弱、透气性差等缺点,易导致鞋子的舒适度不佳,让穿着者脚部感觉不透气、闷热,容易引起脚部出汗,并可能增加脚部细菌滋生的风险,导致脚气等足部皮肤问题。
技术实现思路
1、本部分的目的在于概述本发明的实施例的一些方面以及简要介绍一些较佳实施例。在本部分以及本技术的说明书摘要和发明名称中可能会做些简化或省略以避免使本部分、说明书摘要和发明名称的目的模糊,而这种简化或省略不能用于限制本发明的范围。
2、鉴于上述或现有技术中存在密度普遍较大、透气透湿性差,作为鞋面膜在鞋材领域应用时,存在轻量化弱、透气性差等缺点。
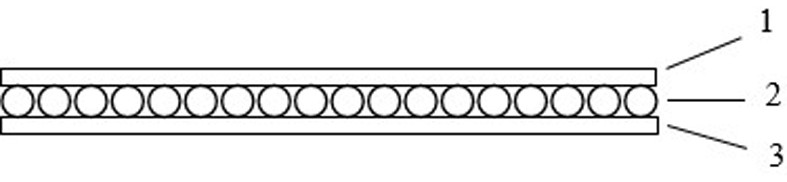
3、第一方面,本技术实施例提供一种聚氨酯微发泡材料,包括基材层(1),聚氨酯微发泡层(2),pu层(3),其特征在于,所述基材层(1)与聚氨酯微发泡层(2)之间采用聚氨酯胶黏剂粘合连接,所述pu层(3)由通过混合均匀的聚氨酯涂料组成,且涂覆在聚氨酯微发泡层上。
4、第二方面,本技术实施例提供一种聚氨酯微发泡材料的制备方法,包括:
5、s1、底材制作
6、将tpu母粒制备成预设厚度的tpu单层薄膜、将热熔胶母粒制备层热熔胶薄膜,并将制得的所述tpu单层薄膜贴合在所述热熔胶薄膜上,得到tpu热熔胶复合膜;
7、s2、pu层制作
8、在聚酯离型膜的离型面上,涂覆利用聚氨酯树脂、耐水解剂、耐黄剂和色粉制备的热塑性pu涂料,并对完成涂覆的聚酯离型膜进行烘干,得到pu层;
9、s3、聚氨酯微发泡层制作
10、选用ab组分原料进行发泡,配制均匀的发泡涂料,并使用桥式涂覆机的狭缝涂覆头将其均匀涂覆在所述pu层的表面,并通过桥式烤箱进行烘干,得到所述聚氨酯微发泡层,其中,在烘干过程中,利用红外线干燥仪检测所述聚氨酯微发泡层的烘干状态,以使所述聚氨酯微发泡层的厚度在预设厚度范围内;
11、s4、半成品制备
12、选取预设的底材,在利用聚氨酯胶黏剂,将所述tpu热熔胶复合膜、所述pu层和所述聚氨酯微发泡层进行层叠粘接之后,将所述聚氨酯微发泡层与所述底材进行复合及烘干,以及将进行收卷、熟成、剥离,裁剪处理得到抗冲击聚氨酯复合革材料;
13、s5、表处处理
14、采用耐脏污表处液、固化剂、耐研磨剂、耐刮擦助剂和功能色粉制备耐刮防污表处液,在已制备的所述抗冲击聚氨酯复合革材料的表面涂覆所述耐刮防污表处液并烘干;
15、s6.成品制备
16、对完成表处处理的所述抗冲击聚氨酯复合革材料进行熟成和收卷,得到聚氨酯微发泡材料复合材料。
17、作为本发明再进一步的方案:所述底材制作包括:
18、s11、将tpu母粒经流延挤出制得0.1mm-5mmtpu单层薄膜,将热熔胶母粒经流延挤出制得的0.012mm-1mm的热熔胶薄膜;
19、s12、在所述热熔胶薄膜的一端面上贴合所述tpu单层薄膜,得到tpu热熔胶复合膜。
20、作为本发明再进一步的方案:所述pu层制作,包括:
21、s21、将70-100份聚氨酯树脂、0.03-1.5份耐水解剂、0.1-1.5份耐黄剂和色粉适量进行均匀混合,得到热塑性pu涂料;
22、s22、利用桥式涂覆机的狭缝涂覆头,将所述热塑性pu涂料均匀涂覆在聚酯离型膜的离型面上,其中,所述聚酯离型膜的离型面的残余结着力为30-70%;
23、s23、通过桥式烤箱,将涂覆所述热塑性pu涂料的聚酯离型膜进行烘干,得到所述pu层,其中,所述pu层厚度为0.02-0.2mm,所述桥式烘箱在工作时,烘腔内温度被设置为自40℃升温至160℃,并在升温至160℃后,降温至40℃。
24、作为本发明再进一步的方案:所述聚氨酯微发泡层制作包括:
25、s31, 选择ab组分原料进行发泡,以a组分:b组分=1:1至2:1的配比配制均匀混合的发泡涂料,并采用桥式涂覆机的狭缝涂覆头将所述发泡涂料涂覆在所述pu层的表面,得到聚氨酯微发泡层半成品,其中,a组分为氰酸酯,b组分为多元醇;
26、s32、采用桥式烤箱对所述聚氨酯微发泡层半成品进行烘干,并在所述聚氨酯微发泡层半成品的烘干为所述聚氨酯微发泡层的过程中,利用红外线干燥仪检测所述聚氨酯微发泡层半成品的烘干状态,以使所述聚氨酯微发泡层的厚度在预设厚度范围内,其中,所述桥式烘箱在工作时,烘腔内温度被设置为自40℃升温至160℃,并在升温至160℃后,降温至40℃,所述预设厚度范围为0.02-2mm。
27、作为本发明再进一步的方案:所述桥式烤箱工作过程中,通过增湿器和除湿器,使所述桥式烤箱外的环境湿度为40%到70%。
28、作为本发明再进一步的方案:所述底材至少包括以下其中之一:尼龙布基、牛津布基、玻纤布基、棉布基、佳积布基、超纤布基,所述贴合制作包括:
29、s41、利用聚氨酯胶黏剂,将所述tpu热熔胶复合膜、所述pu层和所述聚氨酯微发泡层进行层叠粘接,得到多层膜;
30、s42、通过贴合轮,将所述多层膜的所述聚氨酯微发泡层与所述底材进行复合,并通过桥式烘箱进行烘干,得到聚氨酯发泡复合革半成品,其中,所述桥式烘箱在工作时,烘腔内温度被设置为自40℃升温至160℃,并在升温至160℃后,降温至40℃。
31、作为本发明再进一步的方案:所述半成品制作包括:
32、s51、对所述聚氨酯发泡复合革半成品进行收卷,制得聚氨酯发泡复合革材料,其中,所述聚氨酯发泡复合革材料的厚度为0.2mm-0.7mm。
33、s52、对所述聚氨酯发泡复合革材料进行熟成、剥离,裁剪处理,得到抗冲击聚氨酯复合革材料,其中,熟成时间为大于24小时。
34、作为本发明再进一步的方案:所述表处处理包括:
35、s61、对5-10份耐脏污表处液、1-3份固化剂、0.5-1份耐磨助剂、0.5-1份耐刮擦助剂以及功能色份进行搅拌混合,得到耐刮防污表处液0.5-1份,其中,所述耐脏污表处液按10-20份的a和5-10份的b进行制备,a为聚氨酯树脂,b为异氰酸酯交联剂,通过混合a和b形成氟有机硅成分,所述功能色粉包括以下其中之一:珠光色粉、荧光色粉、渐变色粉;
36、s62、使用桥式涂覆机的狭缝涂覆头,在已制备的所述抗冲击聚氨酯复合革材料的表面均匀涂覆所述耐刮防污表处液,其中,桥式涂覆机的网目辊为130目;
37、s63、经过桥式烤箱,对涂覆所述耐刮防污表处液的所述抗冲击聚氨酯复合革材料进行烘干,并在烘干后的所述抗冲击聚氨酯复合革材料的表面进行二次表面处理,以使所述抗冲击聚氨酯复合革材料的表面的厚度为0.2μm至1μm,其中,所述桥式烤箱烘干工作时,温度设置为自40℃升温至160℃,并在升温至160℃后,降温至40℃。
38、作为本发明再进一步的方案:所述聚氨酯微发泡材料复合材料的总厚度:0.2mm-1mm。
39、与现有技术相比,本发明的有益效果是:
40、1、本发明通过聚氨酯微发泡层,设计出新型聚氨酯微发泡层结构,并制备了聚氨酯微发泡材料,该复合材料,不仅继承了聚氨酯鞋面膜纹路多样、颜色多样、易加工等特点,并且产品具有质量轻、透湿透气、耐折、防水、抗紫外、耐磨、耐低温、耐高温、耐脏污、手感柔软舒适等优点,通过干法涂覆-贴合工艺加工方便,操作简单,可进行大规模生产。
本文地址:https://www.jishuxx.com/zhuanli/20240801/238635.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表