一种短流程钎焊铝箔及其制备方法
- 国知局
- 2024-08-02 13:07:03
本发明属于复合材料,具体为一种短流程钎焊铝箔及其制备方法。
背景技术:
1、铝合金钎焊铝箔是一种高附加值的层状金属复合材料,具有重量轻、耐腐蚀、钎焊性好、热导性好等优点,被广泛应用于汽车、电子电器、化工、柴油机械等领域制造热交换器,如水箱散热器、蒸发器、空调冷凝器、暖风机、电器元件散热器等。热轧复合是目前生产铝合金钎焊板的主要方法,该方法将两种或多种异类金属板坯互相叠轧,通过大轧制变形量产生的剧烈塑性变形作用和高温热效应,使两种或多种异类金属板坯产生冶金结合,获得铝合金钎焊板。
2、由于热轧复合所使用的原料较厚,生产出的复合钎焊铝箔的包覆层厚度波动较大,影响了产品的钎焊性能,造成产品的成材率降低。目前国内外传统的铝合金复合箔生产多采用热轧复合方法即铸锭、均匀化处理、热轧开坯、板坯铣面、组坯焊接,加热、热轧复合、冷轧,退火处理等一系列复杂工艺过程,在加热和多道次热轧复合过程中,由于温度的波动、润滑冷却条件变化都将影响铝合金复合箔的厚度精度,特别是包覆层的厚度精度,直接影响铝合金复合箔的焊接可靠性。
技术实现思路
1、针对上述技术问题,本发明的一个目的是提供一种短流程钎焊铝箔;本发明另一目的是提供所述短流程钎焊铝箔的制备方法。
2、本发明通过以下技术方案实现的:
3、一种短流程钎焊铝箔,包括芯层以及钎焊层,所述芯层和钎焊层通过冷轧轧制形成复合铝带,所述钎焊层为4045铝合金,所述芯层为3003铝合金+3.8%zn。
4、上述方案中,所述复合铝带的厚度0.3-0.4mm。
5、上述方案中,所述复合铝带的包覆层7-9%。
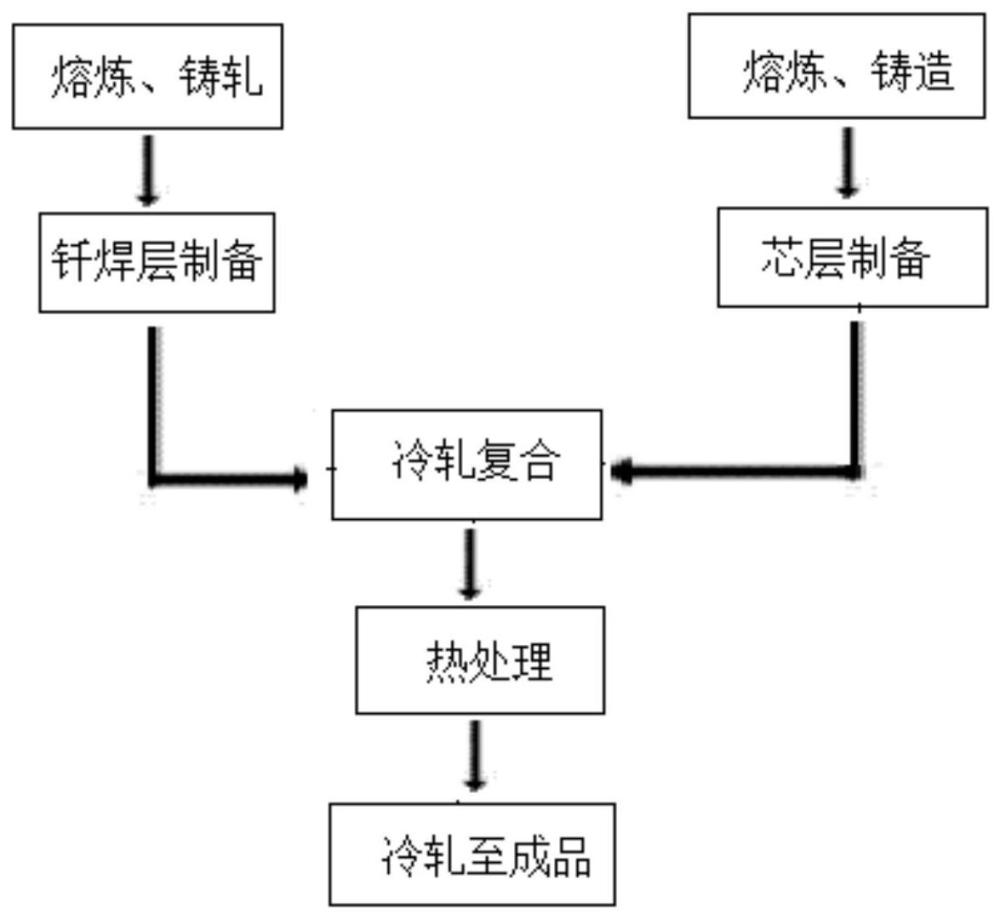
6、一种如所述短流程钎焊铝箔的制备方法,包括以下步骤:
7、(a)熔炼、铸轧:按照4045铝合金进行熔炼,铸轧成厚度为3.6-4.8mm铸轧铝卷;
8、(b)熔炼、铸造;按照3003铝合金+3.8%zn化学成分进行熔炼铸造成厚度为500mm-600mm铸锭;
9、(c)钎焊层制备:将步骤(a)的铸轧铝卷轧制0.4-0.7mm厚度,备用;
10、(d)芯层制备:将步骤(b)的铸锭经过锯切、铣面、热轧至5.4-7.6mm厚度,备用;
11、(e)冷轧复合:步骤(c)得到的钎焊层和步骤(d)得到的芯层进行轧制复合得到复合铝带,道次加工率控制到54-63%,轧制速度控制在420-560m/min;
12、(f)热处理:将步骤(e)得到的复合铝带轧制成2.2-2.6mm厚度进行热处理;
13、(g)冷轧至成品:将步骤(f)得到的复合铝带轧制成厚度为0.3-0.4mm的成品。
14、上述方案中,所述步骤(a)中变质剂采用铝锆合金+铝钪合金,铝锆合金加在保温炉中,铝钪合金加在流槽中。
15、进一步的,所述铝锆合金含量为2-3%,铝钪合金含量为1-3%。
16、上述方案中,所述步骤(b)中熔炼过程中打渣剂包括以下重量份数的物质:20~40份二氧化硅,30~50份氯化铝,10~15份氯化钾,1~3份碳酸钠,1~2份氟化钙。
17、上述方案中,所述打渣剂与铝合金熔体的质量比为1:5000。
18、上述方案中,所述步骤(e)中在冷轧复合过程中采用电刷把铝卷表面氧化层刷掉,采用高纯氩气保护铝卷不被氧化。
19、上述方案中,所述步骤(f)中热处理工艺为:在温度260-280℃,保温3-4h,然后升温至420-440℃,保温5-7h,然后升温至310-340℃,保温4-5h。
20、与现有技术相比,本发明的有益效果是:
21、本发明钎焊层采用4045铝合金、铸轧板厚控制在3.6-4.8mm之间,使铸轧板的组织均匀,不会产生中心层偏析,大大提高了铸轧板的质量,提高了钎焊的稳定性。芯层使用热轧法生产,铝箔强度比较稳定,抗下垂性能好,不容易出现焊接后坍塌的现象。本发明通过调整芯层的合金成分配比添加了3.8%zn,进一步提高合金的强度,提高了力学性能。采用特定的打渣剂,减少了打渣剂的加入量,同时提高了铝液的纯净度,大大降低了夹杂、气道等的缺陷。同时产品从热轧复合升级成铸轧复合,大大缩短了流程,提高了铝箔的成材率,提高了生产效率,降低了成本。
技术特征:1.一种短流程钎焊铝箔,其特征在于,包括芯层以及钎焊层,所述芯层和钎焊层通过冷轧轧制形成复合铝带,所述钎焊层为4045铝合金,所述芯层为3003铝合金+3.8%zn。
2.根据权利要求1所述的一种短流程钎焊铝箔,其特征在于,所述复合铝带的厚度0.3-0.4mm。
3.根据权利要求1所述的一种短流程钎焊铝箔,其特征在于,所述复合铝带的包覆层7-9%。
4.一种如权利要求1-3任意一项所述短流程钎焊铝箔的制备方法,其特征在于,包括以下步骤:
5.根据权利要求4所述的短流程钎焊铝箔的制备方法,其特征在于,所述步骤(a)中变质剂采用铝锆合金+铝钪合金,铝锆合金加在保温炉中,铝钪合金加在流槽中。
6.根据权利要求5所述的短流程钎焊铝箔的制备方法,其特征在于,所述铝锆合金含量为2-3%,铝钪合金含量为1-3%。
7.根据权利要求4所述的短流程钎焊铝箔的制备方法,其特征在于,所述步骤(b)中熔炼过程中打渣剂包括以下重量份数的物质:20~40份二氧化硅,30~50份氯化铝,10~15份氯化钾,1~3份碳酸钠,1~2份氟化钙。
8.根据权利要求7所述的短流程钎焊铝箔的制备方法,其特征在于,所述打渣剂与铝合金熔体的质量比为1:5000。
9.根据权利要求4所述的短流程钎焊铝箔的制备方法,其特征在于,所述步骤(e)中在冷轧复合过程中采用电刷把铝卷表面氧化层刷掉,采用高纯氩气保护铝卷不被氧化。
10.根据权利要求4所述的短流程钎焊铝箔的制备方法,其特征在于,所述步骤(f)中热处理工艺为:在温度260-280℃,保温3-4h,然后升温至420-440℃,保温5-7h,然后升温至310-340℃,保温4-5h。
技术总结本发明提供一种短流程钎焊铝箔及其制备方法,包括芯层以及钎焊层,芯层和钎焊层通过冷轧轧制形成复合铝带,钎焊层为4045铝合金,芯层为3003铝合金+3.8%Zn。制备方法,包括以下步骤:(a)按照4045铝合金进行熔炼,铸轧成厚度为3.6‑4.8mm铸轧铝卷;(b)按照3003铝合金+3.8%Zn化学成分进行熔炼铸造成厚度为500mm‑600mm铸锭;(c)将铸轧铝卷轧制0.4‑0.7mm厚度,备用;(d)将铸锭经过锯切、铣面、热轧至5.4‑7.6mm厚度,备用;(e)将钎焊层和芯层进行轧制复合得到复合铝带,道次加工率控制到54‑63%,轧制速度控制在420‑560m/min;(f)将复合铝带轧制成2.2‑2.6mm厚度进行热处理;(g)将复合铝板带轧制成厚度为0.3‑0.4mm的成品。本发明提高了铸轧板的质量和钎焊的稳定性,抗下垂性能好,缩短了流程,提高了生产效率。技术研发人员:成烨,何烜丞,郭宇航受保护的技术使用者:江苏科技大学技术研发日:技术公布日:2024/6/23本文地址:https://www.jishuxx.com/zhuanli/20240801/238788.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表