复合面料及其制备方法、车用行李箱与流程
- 国知局
- 2024-08-02 13:42:33
本发明涉及复合材料,特别是涉及一种复合面料及其制备方法、车用行李箱。
背景技术:
1、近年来,随着汽车产业的不断发展,聚合物的用量也不断上升,仅次于金属材料。聚合物被广泛应用于制备汽车上各类装置零部件,例如汽车行李箱的侧护面,用来保护行李箱内的物品免受外部冲击和损坏。
2、传统的大尺寸suv的行李箱侧护面主要采用表皮包覆硬质塑料形成,注塑的硬质塑料价格便宜,包覆的表皮,可选pvc表皮、真皮、超纤皮等。但总体来看,传统的suv行李箱侧护面虽然力学性能尚可,但具有克重高、不环保的缺陷,难以满足人们对车用行李箱越来越高的性能要求。
3、因此,传统技术仍有待改进。
技术实现思路
1、基于此,本发明提供了一种兼具低气味浓度、低克重及力学性能优异的复合面料及其制备方法、车用行李箱。
2、本发明的一个方面,提供一种复合面料,所述复合面料包括依次层叠设置的骨架层和生物基表层,所述骨架层的组分包括聚丙烯纤维与玄武岩纤维,所述生物基表层包括依次层叠设置的基布层、pvc发泡层、pvc密实层、底涂层、顶涂层。
3、上述复合面料,包括具有特定组分的骨架层和生物基表层,骨架层的组分包括聚丙烯纤维与玄武岩纤维,克重低、具有高刚度和低气味浓度,且组分中玄武岩纤维来源于天然矿物,绿色环保,能降低对石油资源的依赖,生物基表层包括依次层叠设置的基布层、pvc发泡层、pvc密实层、底涂层、顶涂层,与骨架层复合形成的复合面料兼具低气味浓度、低克重及力学性能优异,用于制备行李箱的侧护面,在更好的保护行李箱内物品的同时,更轻量化,且更环保。
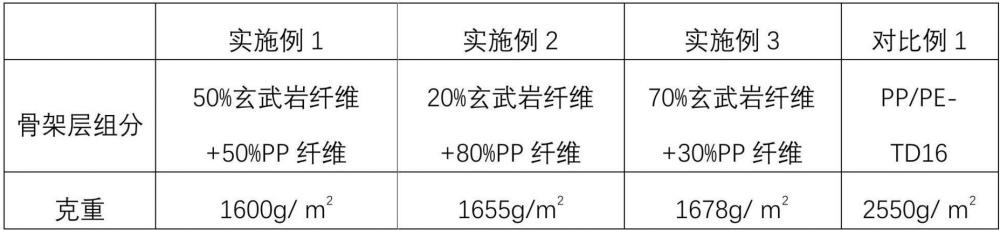
4、在其中一些实施例中,以所述骨架层的总质量为基准,所述玄武岩纤维的质量占比为20%~70%,所述聚丙烯纤维的质量占比为30%~80%;和/或
5、所述骨架层由所述聚丙烯纤维与所述玄武岩纤维通过针刺形成。
6、在其中一些实施例中,所述聚丙烯纤维的规格为2d~10d,长度为50mm~150mm;和/或
7、所述玄武岩纤维的直径为9μm~17μm,长度为50mm~150mm。
8、在其中一些实施例中,所述pvc发泡层、所述pvc密实层、所述底涂层和所述顶涂层中的至少一层中添加有生物基气味吸附剂,所述生物基气味吸附剂包括聚酰胺多孔芳香族聚合物骨架和负载在所述聚酰胺多孔芳香族聚合物骨架上的灵芝真菌的子实体或孢子粉,所述灵芝真菌包括但不限于赤灵芝、紫灵芝、松杉灵芝、青灵芝中的一种或几种,在所述生物基表层中,所述生物基气味吸附剂的质量占比为5%~30%;和/或
9、所述骨架层设于所述生物基表层中的所述基布层远离所述pvc发泡层的一侧;和/或
10、所述骨架层和所述生物基表层通过胶层连接。
11、在其中一些实施例中,所述骨架层的厚度为3 mm~4mm;和/或
12、所述生物基表层的厚度为1 mm~2mm。
13、在其中一些实施例中,所述pvc发泡层包括pvc树脂、增塑剂、发泡剂、稳定剂、分散剂和颜料;和/或
14、所述pvc密实层包括pvc树脂、增塑剂、稳定剂、阻燃剂、抗氧剂、分散剂和颜料;和/或
15、所述底涂层和所述顶涂层均包括水性聚氨酯、有机硅手感剂、稳定剂、消光剂、消泡剂和颜料。
16、本发明的另一方面,提供上述复合面料的制备方法,包括如下步骤:
17、在所述骨架层的至少一个表面形成胶层,获得骨架层胶体;
18、将所述生物基表层置于所述骨架层胶体的所述胶层上,并进行保压处理,制备复合面料。
19、在其中一些实施例中,所述保压处理的压力为10mpa~20mpa,时间为20s~30s;和/或
20、在将所述生物基表层置于所述骨架层胶体的所述胶层上的步骤之前,还包括如下步骤:
21、对所述骨架层胶体进行加热激活处理,所述加热激活处理的温度为80℃~140℃,时间为10s~50s。
22、在其中一些实施例中,所述骨架层的制备包括如下步骤:
23、将所述聚丙烯纤维与所述玄武岩纤维进行针刺形成毡材;
24、将所述毡材依次进行预热处理和压制处理;
25、其中,所述压制处理的压力为0.5mpa~4mpa,时间为10s~40s;预热处理的温度为210±20℃。
26、本发明的又一方面,还提供一种车用行李箱,所述车用行李箱包括如上所述的复合面料或如上所述的复合面料的制备方法制得的复合面料。
27、具体实施方式
28、为了便于理解本发明,下面将对本发明进行更全面的描述。具体实施例中给出了本发明的较佳实施例。但是,本发明可以以许多不同的形式来实现,并不限于本文所描述的实施例。相反地,提供这些实施例的目的是使对本发明的公开内容的理解更加透彻全面。
29、除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本发明。本文所使用的术语“和/或”包括一个或多个相关的所列项目的任意的和所有的组合。
30、术语
31、除非另外说明或存在矛盾之处,本文中使用的术语或短语具有以下含义:
32、本文所使用的术语“和/或”、“或/和”、“及/或”的选择范围包括两个或两个以上相关所列项目中任一个项目,也包括相关所列项目的任意的和所有的组合,所述任意的和所有的组合包括任意的两个相关所列项目、任意的更多个相关所列项目、或者全部相关所列项目的组合。需要说明的是,当用至少两个选自“和/或”、“或/和”、“及/或”的连词组合连接至少三个项目时,应当理解,在本技术中,该技术方案毫无疑问地包括均用“逻辑与”连接的技术方案,还毫无疑问地包括均用“逻辑或”连接的技术方案。比如,“a及/或b”包括a、b和a和b的组合三种并列方案。又比如,“a,及/或,b,及/或,c,及/或,d”的技术方案,包括a、b、c、d中任一项(也即均用“逻辑或”连接的技术方案),也包括a、b、c、d的任意的和所有的组合,也即包括a、b、c、d中任两项或任三项的组合,还包括a、b、c、d的四项组合(也即均用“逻辑与”连接的技术方案)。
33、本发明中涉及“多个”、“多种”、“多次”等,如无特别限定,指在数量上大于2或等于2。例如,“一种或多种”表示一种或大于等于两种。
34、本发明中,“第一方面”、“第二方面”、“第三方面”、“第四方面”等中,术语“第一”、“第二”、“第三”、“第四”等仅用于描述目的,不能理解为指示或暗示相对重要性或数量,也不能理解为隐含指明所指示的技术特征的重要性或数量。而且“第一”、“第二”、“第三”、“第四”等仅起到非穷举式的列举描述目的,应当理解并不构成对数量的封闭式限定。
35、本发明中,以开放式描述的技术特征中,包括所列举特征组成的封闭式技术方案,也包括包含所列举特征的开放式技术方案。
36、本发明中,涉及到数值区间(也即数值范围),如无特别说明,该数值区间内可选的数值的分布视为连续,且包括该数值区间的两个数值端点(即最小值及最大值),以及这两个数值端点之间的每一个数值。如无特别说明,当数值区间仅仅指向该数值区间内的整数时,包括该数值范围的两个端点整数,以及两个端点之间的每一个整数,相当于直接列举了每一个整数。当提供多个数值范围描述特征或特性时,可以合并这些数值范围。换言之,除非另有指明,否则本文中所公开之数值范围应理解为包括其中所归入的任何及所有的子范围。该数值区间中的“数值”可以为任意的定量值,比如数字、百分比、比例等。“数值区间”允许广义地包括百分比区间、比例区间、比值区间等数值区间类型。
37、本发明中的温度参数,如无特别限定,既允许为恒温处理,也允许在一定温度区间内存在变动。应当理解的是,所述的恒温处理允许温度在仪器控制的精度范围内进行波动。允许在如±5℃、±4℃、±3℃、±2℃、±1℃的范围内波动。
38、在本技术中,“室温”或“常温”是指10℃ ~ 35℃,进一步地,可指20℃ ~ 30℃。
39、本发明实施例说明书中所提到的相关成分的质量或重量不仅仅可以指代各组分的具体含量,也可以表示各组分间质量或重量的比例关系,因此,只要是按照本发明实施例说明书相关组分的含量按比例放大或缩小均在本发明实施例说明书公开的范围之内。具体地,本发明实施例说明书中所述的质量或重量可以是μg、mg、g、kg等化工领域公知的单位。
40、本发明一实施方式提供了一种复合面料,复合面料包括依次层叠设置的骨架层和生物基表层,骨架层的组分包括聚丙烯纤维与玄武岩纤维,生物基表层包括依次层叠设置的基布层、pvc发泡层、pvc密实层、底涂层、顶涂层。
41、上述复合面料,包括具有特定组分的骨架层和生物基表层,骨架层的组分包括聚丙烯纤维与玄武岩纤维,克重低、具有高刚度和低气味浓度,且组分中玄武岩纤维来源于天然矿物,绿色环保,能降低对石油资源的依赖,生物基表层包括依次层叠设置的基布层、pvc发泡层、pvc密实层、底涂层、顶涂层,与骨架层层叠复合形成的复合面料兼具低气味浓度、低克重及力学性能优异,用于制备行李箱的侧护面,在更好的保护行李箱内物品的同时,更轻量化,且更环保,voc(有机挥发物)含量低。
42、进一步地,复合面料中,聚丙烯纤维与玄武岩纤维通过针刺纺织,并进一步与特定结构的生物基表层复合,能提高复合面料的耐侯性和耐化学腐蚀性。
43、在其中一些实施例中,以骨架层的总质量为基准,玄武岩纤维的质量占比为20%~70%,聚丙烯纤维的质量占比为30%~80%。
44、上述“20%~70%”,取值包括该范围的最小值及最大值,以及这种最小值与最大值之间的每一个值,具体示例包括但不限于实施例中的点值及以下点值:20%、25%、30%、35%、40%、45%、50%、51%、52%、53%、54%、55%、56%、57%、58%、59%、60%、61%、62%、63%、64%、65%、66%、67%、68%、69%、70%;或任意两个数值组成的范围。
45、上述“30%~80%”,取值包括该范围的最小值及最大值,以及这种最小值与最大值之间的每一个值,具体示例包括但不限于实施例中的点值及以下点值: 30%、35%、40%、45%、50%、51%、52%、53%、54%、55%、56%、57%、58%、59%、60%、61%、62%、63%、64%、65%、66%、67%、68%、69%、70%、71%、72%、73%、74%、75%、76%、77%、78%、79%、80%;或任意两个数值组成的范围。
46、在其中一些实施例中,基布层的材质可以是本领域常用的各类基布材料,包括但不限于:pp(聚丙烯)纤维、pet(聚对苯二甲酸乙二酯)纤维、pa(尼龙)纤维和pes(聚醚砜)纤维等化纤或其他天然纤维布料。
47、在其中一些实施例中,骨架层由所述聚丙烯纤维与玄武岩纤维通过针刺形成。
48、在其中一些实施例中,天聚丙烯纤维的规格为2d~10d,长度为50mm~150mm。
49、d表示纤维的纤度(d),又称“旦数”或(旦尼尔:denier),是指在公定回潮率下,9000米纤维所具有重量的克数。
50、在其中一些实施例中,玄武岩纤维的直径为9μm~17μm,长度为50mm~150mm。
51、在其中一些实施例中,pvc发泡层、所述pvc密实层、所述底涂层和所述顶涂层中的至少一层中添加有生物基气味吸附剂,所述生物基气味吸附剂包括聚酰胺多孔芳香族聚合物骨架和负载在所述聚酰胺多孔芳香族聚合物骨架上的灵芝真菌的子实体或孢子粉,所述灵芝真菌包括但不限于赤灵芝、紫灵芝、松杉灵芝、青灵芝中的一种或几种,在所述生物基表层中,所述生物基气味吸附剂的质量占比为5%~30%。
52、在生物基表层中添加特定的生物基气味吸附剂,使生物基表层的呈现灵芝的清新气味,气味达到3.0分,解决了传统pvc革刺激性溶剂味的问题。
53、在其中一些实施例中,骨架层设于生物基表层中的所述基布层远离所述pvc发泡层的一侧。
54、在其中一些实施例中,骨架层和所述生物基表层通过胶层连接。
55、在其中一些实施例中,骨架层的厚度为3mm~4mm。
56、在其中一些实施例中,生物基表层的厚度为1mm~2mm。
57、在其中一些实施例中,pvc发泡层包括pvc树脂、增塑剂、发泡剂、稳定剂、分散剂和颜料。
58、在其中一些实施例中,pvc密实层包括pvc树脂、增塑剂、稳定剂、阻燃剂、抗氧剂、分散剂和颜料。
59、在其中一些实施例中,底涂层和顶涂层均包括水性聚氨酯、有机硅手感剂、稳定剂、消光剂、消泡剂和颜料。
60、其中,上述pvc树脂、增塑剂、发泡剂、稳定剂、分散剂、水性聚氨酯、有机硅手感剂、稳定剂、消光剂和颜料可采用本领域常压的种类。
61、在其中一些实施例中,pvc树脂选自聚氯乙烯树脂qs-1000f。
62、在其中一些实施例中,发泡剂选自十二烷基硫酸钠或脂肪醇聚氧乙烯醚硫酸钠中的至少一种。
63、在其中一些实施例中,增塑剂选自邻苯二甲酸酯、脂肪族二元酸酯或脂肪酸酯中的至少一种。
64、在其中一些实施例中,稳定剂选自钙锌铅盐稳定剂。
65、在其中一些实施例中,颜料选自藤黄、茜素红、靛青、钛白、锌钡白、铅铬黄、铁蓝、大红粉、偶淡黄、酞菁蓝或喹吖啶酮中的至少一种。
66、在其中一些实施例中,分散剂选自三乙基己基磷酸、十二烷基硫酸钠、甲基戊醇、纤维素衍生物、聚丙烯酰胺、古尔胶或脂肪酸聚乙二醇酯中的至少一种。
67、在其中一些实施例中,抗氧剂选自丁基羟基茴香醚(bha)、二丁基羟基甲苯(bht)、或叔丁基对苯二酚中的至少一种。
68、在其中一些实施例中,阻燃剂选自磷酸三丁酯、磷酸三(2-乙基己基)酯、磷酸三(2-氯乙基)酯、磷酸三(2,3-二氯丙基)酯、磷酸三(2,3-二溴丙基)酯、磷酸甲苯-二苯酯、磷酸三甲苯酯、磷酸三苯酯、或磷酸(2-乙基己基)-二苯酯中的至少一种。
69、在其中一些实施例中,填料选自高岭土、硅藻土、滑石粉、石墨、炭黑、氧化铝粉、玻璃粉、石棉粉、云母粉、或石英粉中的至少一种。
70、在其中一些实施例中,水性聚氨酯选自水性聚氨酯ah-1618。
71、在其中一些实施例中,消光剂选自白炭黑消光剂。
72、在其中一些实施例中,消泡剂选自脂肪酸、脂肪酸酯、或磷酸酯中的至少一种。
73、本发明的另一方面,提供上述复合面料的制备方法,包括如下步骤s10~s20。
74、步骤s10、在骨架层的至少一个表面形成胶层,获得骨架层胶体。
75、在其中一些实施例中,形成胶层的步骤包括:在骨架层的至少一个表面喷涂水性胶并干燥处理。
76、上述水性胶可以采用本领域各类常压的水性胶,包括但不限于:富乐的688型号胶;进一步地,喷涂压力为2 bar~6bar,喷涂胶量为80 g/m2~150g/m2。
77、在其中一些实施例中,干燥处理的温度为35℃~50℃,时间为5min~15min。
78、步骤s20、将生物基表层置于骨架层胶体的胶层上,并进行保压处理,制备复合面料。
79、在保压处理过程中,生物基表层被粘结复合在胶层,从而与骨架层复合形成复合面料。
80、在其中一些实施例中,保压处理的压力为10mpa~20mpa,时间为20s~30s。
81、在其中一些实施例中,在将生物基表层置于骨架层胶体的胶层上的步骤之前,还包括如下步骤s21。
82、s21:对骨架层胶体进行加热激活处理,加热激活处理的温度为80℃~140℃,时间为10 s ~50s。
83、热激活处理能使胶层活化,以进一步与生物基表层粘结。进一步地,热激活处理在加热棒组成的加热框架中进行。
84、在其中一些实施例中,骨架层的制备包括如下步骤s11~s12。
85、步骤s11:将聚丙烯纤维与玄武岩纤维进行针刺形成毡材。
86、在其中一些实施例中,毡材的面密度为1600±160g/m2。
87、步骤s12:将毡材依次进行预热处理和压制处理。
88、在其中一些实施例中,预热处理的温度为210±20℃,时间为50 s~100s。
89、在其中一些实施例中,压制处理的压力为0.5 mpa ~4mpa,时间为10 s ~40s。
90、在其中一些实施例中,为了保证骨架层和生物基表皮包覆外观质量好,表皮缝合线不外露,可在骨架层内部设置一些凹槽结构,以便缝合表皮的缝线塞入其中。骨架层的厚度一般设置为3mm~4mm,凹槽的厚度可为骨架层厚度的1/2~2/3。
91、在其中一些实施例中,pvc发泡层由pvc树脂、增塑剂、发泡剂、稳定剂、分散剂、颜料组成;然后经过密炼、开炼、压延后制得pvc发泡层。
92、在其中一些实施例中,pvc密实层由pvc树脂、增塑剂、稳定剂、阻燃剂、抗氧剂、分散剂、颜料组成;然后经过密炼、开炼、压延后制得pvc密实层;
93、在其中一些实施例中,底涂层和顶涂层均由水性聚氨酯、有机硅手感剂、稳定剂、消光剂、消泡剂、颜料制成。
94、本发明的又一实施方式,还提供一种车用行李箱,车用行李箱包括如上所述的复合面料或如上所述的复合面料的制备方法制得的复合面料。
95、上述复合面料兼具低气味浓度、低克重及力学性能优异,用于制备行李箱的侧护面,在更好的保护行李箱内物品的同时,更轻量化,且更环保。
96、下面将结合具体的实施例对本发明进行了说明,但本发明并不局限于下述实施例,应当理解,所附权利要求概括了本发明的范围,在本发明构思的引导下本领域的技术人员应意识到,对本发明的各实施例所进行的一定的改变,都将被本发明的权利要求书的精神和范围所覆盖。
本文地址:https://www.jishuxx.com/zhuanli/20240801/240367.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。