一种超大棒料透热加热的双频加热装置及加热方法与流程
- 国知局
- 2024-08-02 15:09:06
本发明涉及感应加热领域,具体涉及一种超大棒料透热加热的双频加热装置及加热方法。
背景技术:
1、在中频感应透热行业,超大超长棒料的加热是一个痛点,特别是直径280mm长度2米以上的铁棒料,更是一个难点。主要的原因有如下原因。感应加热是采用涡流的加热原理,采用交流电,这就存在一个集肤效应的问题,通常频率越高,涡流加热的深度就越浅。同时,频率越高,加热的效率也越高。
2、中频或工频感应加热的实质是电流产生的焦耳热和把该热量传导到工件芯部的热传导效应共同构成的能量传递过程。
3、铁磁材料的特殊性导致铁磁材料加热具备特殊性。众所周知,铁磁材料有居里点,在居里点以前,铁磁材料呈现磁性,当铁磁材料超过居里点,铁磁材料会迅速失磁,呈现无磁性状态。这就导致了电磁感应的特殊性。在居里点以前,铁磁材料的加热深度非常浅,芯部不会受热。而居里点后,加热深度会是原来深度的10倍。这样就造成加热层的不一致,芯部的加热相当于在过了居里点后才开始,严重影响了加热的效率。
4、目前通常的做法是采用单一频率进行加热,这样就会导致加热前期中心坯料缺少加热,坯料的加热非常不均匀,局部发黑或坯料心表温差较大,造成锻件不合格,并容易损坏模具,降低生产效率,增加维修及生产成本。
5、还有一种方法就是通过改变加热功率、长时间加热来让芯部温度慢慢升上来(保证表面温度不过温),但是耗时长,效率低。
6、针对上述问题,本发明设计制造了一种超大棒料透热加热的双频加热装置及加热方法,来克服上述缺陷。
技术实现思路
1、对于现有技术中所存在的问题,本发明提供的一种超大棒料透热加热的双频加热装置及加热方法,通过采用工频加中频的方式,以及线圈的特殊绕制结构,使得坯料心表温差减小,提高了加热效率。
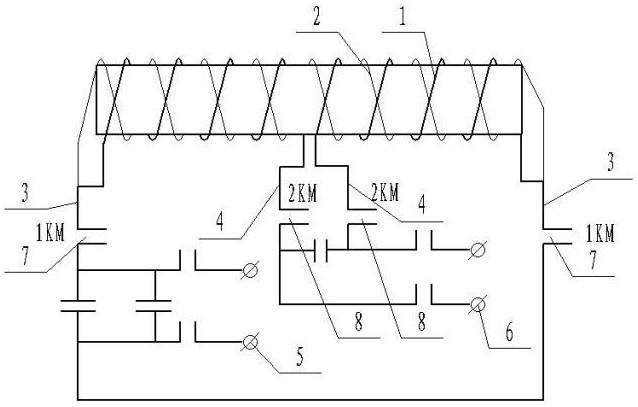
2、为了实现上述目的,本发明采用的技术方案如下:一种超大棒料透热加热的双频加热装置,包括第一螺旋线圈和第二螺旋线圈,所述第一螺旋线圈和第二螺旋线圈的缠绕方向相反,所述第二螺旋线圈与第一螺旋线圈同轴,所述第二螺旋线圈设置在第一螺旋线圈外侧;
3、所述第一螺旋线圈的两端与第二螺旋线圈相邻的两端分别通过一根第一连接线连接,两根所述第一连接线上均设有第一切换开关,两根所述第一连接线之间连接有中频电源;
4、所述第二螺旋线圈的中间位置断开,断开位置的第二螺旋线圈两端分别通过一根第二连接线连接,两根所述第二连接线上均设有第二切换开关,两根所述第二连接线之间连接有工频电源。
5、优选的,所述第一螺旋线圈和第二螺旋线圈均设为d型铜管。
6、优选的,所述第一螺旋线圈和第二螺旋线圈的铜管中均通有冷却介质。
7、优选的,还包括测温仪,所述测温仪能够测量工件的温度。
8、一种超大棒料透热加热的双频加热方法,利用上述的超大棒料透热加热的双频加热装置进行加工,其具体步骤如下:
9、s1.将两根第一连接线上的第一切换开关均断开,将两根第二连接线上的第二切换开关均闭合,工频电源从第二螺旋线圈进行供电,当电流流到第一螺旋线圈后,因为第一螺旋线圈和第二螺旋线圈缠绕方向相反,第一螺旋线圈和第二螺旋线圈产生的磁场方向相同;
10、s2.当工件温度超过居里点后,将两根第二连接线上的第二切换开关均断开,将两根第一连接线上的第一切换开关均闭合,中频电源从第一螺旋线圈进行供电。
11、该发明的有益之处在于:
12、1.本发明当工件温度不超过居里点时,利用工频加热,加热效率较高,感应加热温度较深,当工件温度超过居里点后,如果继续采用工频加热,因工件处于失磁状态,效率下降,耗电较高。这时切断工频电源,采用中频电源加热,此时中频电源加热对失磁工件的加热温度更深,由于上述转换使得坯料的心表温差减少,使坯料的温度更加一致,加热效率更高,合格率也得到了较大的提升。
13、2.本发明仅通过将第一螺旋线圈和第二螺旋线圈两端相连,然后在第二螺旋线圈中间位置切断连接工频电源,便实现了两个螺旋线圈的同时同向加热,产生了更强大的涡流来加热工件。
技术特征:1.一种超大棒料透热加热的双频加热装置,其特征在于,包括第一螺旋线圈(2)和第二螺旋线圈(1),所述第一螺旋线圈(2)和第二螺旋线圈(1)的缠绕方向相反,所述第二螺旋线圈(1)与第一螺旋线圈(2)同轴,所述第二螺旋线圈(1)设置在第一螺旋线圈(2)外侧;
2.根据权利要求1所述的一种超大棒料透热加热的双频加热装置,其特征在于,所述第一螺旋线圈(2)和第二螺旋线圈(1)均设为d型铜管。
3.根据权利要求1所述的一种超大棒料透热加热的双频加热装置,其特征在于,所述第一螺旋线圈(2)和第二螺旋线圈(1)的铜管中均通有冷却介质。
4.根据权利要求1所述的一种超大棒料透热加热的双频加热装置,其特征在于,还包括测温仪,所述测温仪能够测量工件的温度。
5.一种超大棒料透热加热的双频加热方法,其特征在于,利用如权利要求1至4任意一项所述的超大棒料透热加热的双频加热装置进行加工,其具体步骤如下:
技术总结本发明公开了一种超大棒料透热加热的双频加热装置,它属于感应加热领域,包括第一螺旋线圈和第二螺旋线圈,第一螺旋线圈和第二螺旋线圈的缠绕方向相反,第二螺旋线圈与第一螺旋线圈同轴,第二螺旋线圈设置在第一螺旋线圈外侧;第一螺旋线圈的两端与第二螺旋线圈相邻的两端分别通过一根第一连接线连接,两根第一连接线上均设有第一切换开关,两根第一连接线之间连接有中频电源;第二螺旋线圈的中间位置断开,断开位置的第二螺旋线圈两端分别通过一根第二连接线连接,两根第二连接线上均设有第二切换开关,两根第二连接线之间连接有工频电源。上述结构通过采用工频加中频的方式,及线圈的特殊绕制结构,使得坯料心表温差减小,提高了加热效率。技术研发人员:张明,王芳生,张兆雷受保护的技术使用者:山东荣泰感应科技有限公司技术研发日:技术公布日:2024/7/15本文地址:https://www.jishuxx.com/zhuanli/20240801/245127.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表