一种线路多层板防爆板分层的控制方法与流程
- 国知局
- 2024-08-02 15:42:48
本发明涉及线路板加工,尤其涉及一种线路多层板防爆板分层的控制方法。
背景技术:
1、随着高密度集成电路技术和微电子技术的高速发展,电子产品的体积变得更轻、更薄、更小,功能高度密集,性能越来越强,加速线路板增长的需求推动技术的高速发展。对于多层板来说,多层板压合热熔工艺(特别是对于层间多张半固化片的结构),热熔时由于热熔头在高频磁场的作用下发生分子激化现象,介质层的内部分子被激化而高速运动相互摩擦产生热量,在辅助气缸的压力下从而达到熔接目的,一定时间后形成一个整体。当介质层受热使树脂发生液化时,树脂会从热熔区域外溢至其他线路图形区域内,降温后树脂发生固化,在对多层板表面处理(特别是喷锡)时,因受到高温影响,热熔时树脂外溢的线路图形区域极易出现爆板分层的现象。为了解决这一问题,传统的工艺在钻孔时增加防爆孔的设计,对层间单张半固化片的结构起到了有效的预防效果,但对于层间多张高胶的半固化片结构无法有效预防爆板分层的问题。
技术实现思路
1、为解决现有技术不足,本发明提供一种线路多层板防爆板分层的控制方法,可以将热熔的树脂控制在一定范围内,有效解决多层板爆板分层的问题。
2、为了实现本发明的目的,拟采用以下方案:
3、一种线路多层板防爆板分层的控制方法,包括以下步骤:
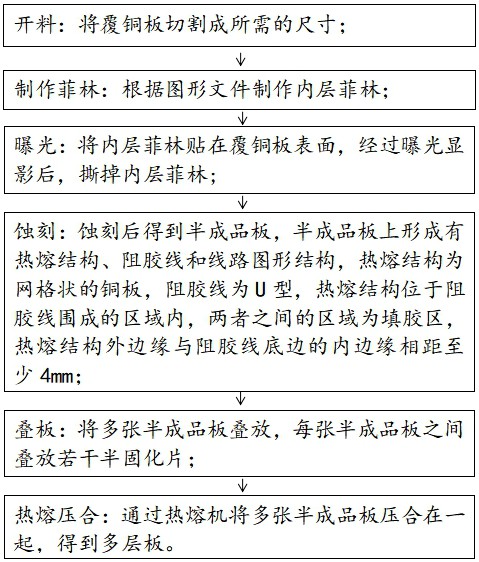
4、制作菲林:根据图形文件制作内层菲林;
5、曝光:将内层菲林贴在覆铜板表面,经过曝光显影后,撕掉内层菲林;
6、蚀刻:蚀刻后得到半成品板,半成品板上形成有热熔结构和阻胶线,热熔结构为网格状的铜板,阻胶线为u型,热熔结构位于阻胶线围成的区域内,两者之间的区域为填胶区,热熔结构外边缘与阻胶线底边的内边缘相距至少4mm;
7、叠板:将多张半成品板叠放,每张半成品板之间叠放若干半固化片;
8、热熔压合:通过热熔机将多张半成品板压合在一起,得到多层板。
9、进一步的,热熔结构尺寸为5mm*20mm。
10、进一步的,半成品板上还形成有线路图形结构,线路图形结构位于阻胶线的外部区域,线路图形结构外边缘与阻胶线底边的外边缘相距至少3mm。
11、进一步的,阻胶线的线宽为1mm。
12、进一步的,热熔压合时,热熔头对准热熔结构。
13、进一步的,热熔机的热熔时间为200s~250s,热熔温度需要满足以下条件:若覆铜板中基材的玻璃化转变温度为140℃,则热熔温度为180℃~200℃;若覆铜板中基材的玻璃化转变温度为150℃~170℃,则热熔温度为220℃~250℃。
14、进一步的,叠板时,若半成品板的板厚为0.6mm~1.0mm,则叠板数量为10张~14张;若半成品板的板厚为1.1mm~1.8mm,则叠板数量为6张~9张;若半成品板的板厚为1.9mm~3.2mm,则叠板数量为3张~5张。
15、本发明的有益效果在于:通过在热熔结构外周设置阻胶线,可以有效将热熔的树脂控制在填胶区范围内;在热应力冲击实验和回流焊实验的测试下,均未见爆板分层,说明阻胶线的设计可以解决多层板爆板分层问题。
技术特征:1.一种线路多层板防爆板分层的控制方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的线路多层板防爆板分层的控制方法,其特征在于,热熔结构(1)尺寸为5mm*20mm。
3.根据权利要求1所述的线路多层板防爆板分层的控制方法,其特征在于,半成品板上还形成有线路图形结构(4),线路图形结构(4)位于阻胶线(2)的外部区域,线路图形结构(4)外边缘与阻胶线(2)底边的外边缘相距至少3mm。
4.根据权利要求1所述的线路多层板防爆板分层的控制方法,其特征在于,阻胶线(2)的线宽为1mm。
5.根据权利要求1所述的线路多层板防爆板分层的控制方法,其特征在于,热熔压合时,热熔头对准热熔结构(1)。
6.根据权利要求1所述的线路多层板防爆板分层的控制方法,其特征在于,热熔机的热熔时间为200s~250s,热熔温度需要满足以下条件:
7.根据权利要求1所述的线路多层板防爆板分层的控制方法,其特征在于,叠板时,若半成品板的板厚为0.6mm~1.0mm,则叠板数量为10张~14张;若半成品板的板厚为1.1mm~1.8mm,则叠板数量为6张~9张;若半成品板的板厚为1.9mm~3.2mm,则叠板数量为3张~5张。
技术总结本发明公开了一种线路多层板防爆板分层的控制方法,涉及线路板加工技术领域,包括:制作菲林:根据图形文件制作内层菲林;曝光:将内层菲林贴在覆铜板表面,经过曝光显影后,撕掉内层菲林;蚀刻:蚀刻后得到半成品板,半成品板上形成有热熔结构和阻胶线,热熔结构为网格状的铜板,阻胶线为U型,热熔结构位于阻胶线围成的区域内,两者之间的区域为填胶区,热熔结构外边缘与阻胶线底边的内边缘相距至少4mm;叠板:将多张半成品板叠放,每张半成品板之间叠放若干半固化片;热熔压合:通过热熔机将多张半成品板压合在一起,得到多层板。本方案可有效将热熔的树脂控制在填胶区内;在热应力冲击实验和回流焊实验的测试下,多层板均未见爆板分层。技术研发人员:艾克华,赵华,李波,杨海军,牟玉贵,邓岚受保护的技术使用者:四川英创力电子科技股份有限公司技术研发日:技术公布日:2024/7/25本文地址:https://www.jishuxx.com/zhuanli/20240801/247421.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表