镜头三件套配合之扭力摩擦感晃动控制方法与流程
- 国知局
- 2024-08-02 12:17:34
本发明涉及枪瞄镜头使用,特别涉及镜头三件套配合之扭力摩擦感晃动控制方法。
背景技术:
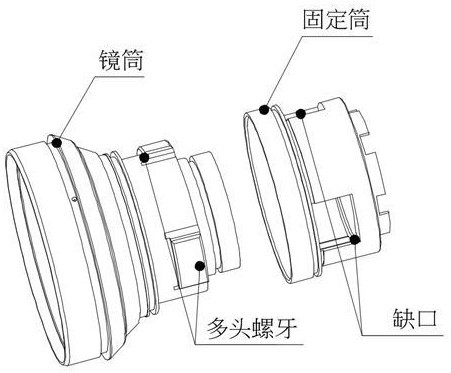
1、枪瞄镜头结构件三件套包括:镜筒、固定筒、手轮。三者之间通过使用多头螺纹来调焦,以及多头螺纹与缺口间隙的配合,达到理想的搭配效果,并满足镜头调焦和冲击性能的要求。
2、镜筒、固定筒、手轮三个部件在配合过程中主要出现的问题点如下:
3、1、多头螺牙与缺口配合间隙问题:三件套的配合间隙,一是镜筒件3段多头螺牙与固定筒3个缺口之间的间隙,该间隙一般要求为在保证顺畅的前提下,缺口间隙控制在0.03mm(双边)以内,以塞尺作为检测工具。间隙太大,则会导致镜头整体调焦结构松动,影响调焦精度、手感以及抗冲击强度。
4、2、扭力摩擦感问题:扭力摩擦涉及的问题点比较多,主要有以下几部分原因:第一是牙的光洁度问题;第二是配合牙间隙问题;第三是牙以外其他配合面光洁度问题;第四是镜筒和固定筒毛刺问题;第五是抛光问题;第六是表面阳极处理问题。
5、3、扭力大小问题:一般扭力大小问题,需要组装成成品才能反馈出来。
技术实现思路
1、针对背景技术中提到的问题,本发明的目的是提供镜头三件套配合之扭力摩擦感晃动控制方法,以解决背景技术中提到的问题。
2、本发明的上述技术目的是通过以下技术方案得以实现的:
3、镜头三件套配合之扭力摩擦感晃动控制方法,包括以下步骤:
4、间隙控制:将镜筒件与固定筒的连接处设置为三段多头螺牙,将固定筒与镜筒件的连接处设置三个缺口的间隙;将多头螺牙与缺口的双边间隙控制在0.03mm;
5、扭力摩擦控制:包括牙的光洁度的控制;配合牙间隙的控制;牙以外其他配合面光洁度的控制;镜筒和固定筒毛刺控制;抛光控制;表面阳极处理;
6、扭力大小控制:通过更换不同型号的o型环测试调节扭力。
7、较佳的,将所述多头螺牙与缺口的双边间隙控制在0.03mm时,采用塞尺作为检测工具。
8、较佳的,所述间隙控制时,对固定筒做亮黑氧化处理,控制固定筒尺寸变化在0.003mm以内。
9、较佳的,所述间隙控制时,对镜筒做喷砂氧化处理。
10、较佳的,所述镜筒和固定筒毛刺控制时,对镜筒和固定筒上的多头螺牙使用铝材专用刀具生产,并在生产过程中提高抽检频率,当发现毛刺时更换新刀具。
11、较佳的,所述抛光控制时,先选用合适的钛金刚石磨头,用砂轮对表面进行初加工,然后用金刚石磨头进行二次抛光并用酒精或者清水清洗螺纹表面和清除细微的残留物;再用砂纸进行抛光,每次砂纸抛光时用水或者油来吸收磨下来的金属粉末,以免阻塞砂纸。
12、较佳的,所述表面阳极处理时,将手轮的阳极处理放在镜筒件与固定筒之后,选择亮黑、梨地、本色的阳极工艺;所述亮黑阳极工艺为:将经过抛光后的螺牙进行除蜡处理,除蜡膏选择为 htl-210 ,用量为20-50 g/l,除蜡温度为50-65℃,时长为3-10min;之后进行将螺牙浸于htl-328原液,控制temp:<40℃,时长1-3min; 本色阳极氧化时,选择氧化剂为:h2so4 40-45g/l、h3bo3 8-10g、htl-360 20-30 g/l ;控制temp:20-25℃,电流密度(a/dm2)2.5 ,时长为20-30min。
13、较佳的,所述亮黑阳极工艺为,在本色阳极氧化之后,选择亮黑料为419#14g/l ,控制temp:55-60℃,时长为30min。
14、较佳的,所述扭力大小控制时,采用静态扭矩测试方法进行扭力测试,测试步骤如下:加装扭矩传感器;通过扭矩传感器进行扭矩测试;读取测试结果。
15、综上所述,本发明主要具有以下有益效果:
16、本发明可在保证镜筒、固定筒、手轮搭配后,镜头成像效果达标的基础上,确保调焦时扭力、摩擦感、晃动等问题得到有效解决。能够良好的解决多头螺牙与缺口配合间隙问题、牙的光洁度问题、配合牙间隙问题、牙以外其他配合面光洁度问题、镜筒和固定筒毛刺问题、抛光问题、表面阳极处理问题等。
技术特征:1.镜头三件套配合之扭力摩擦感晃动控制方法,其特征在于:包括以下步骤:
2.根据权利要求1所述的镜头三件套配合之扭力摩擦感晃动控制方法,其特征在于:将所述多头螺牙与缺口的双边间隙控制在0.03mm时,采用塞尺作为检测工具。
3.根据权利要求1所述的镜头三件套配合之扭力摩擦感晃动控制方法,其特征在于:所述间隙控制时,对固定筒做亮黑氧化处理,控制固定筒尺寸变化在0.003mm以内。
4.根据权利要求1所述的镜头三件套配合之扭力摩擦感晃动控制方法,其特征在于:所述间隙控制时,对镜筒做喷砂氧化处理。
5.根据权利要求1所述的镜头三件套配合之扭力摩擦感晃动控制方法,其特征在于:所述镜筒和固定筒毛刺控制时,对镜筒和固定筒上的多头螺牙使用铝材专用刀具生产,并在生产过程中提高抽检频率,当发现毛刺时更换新刀具。
6.根据权利要求1所述的镜头三件套配合之扭力摩擦感晃动控制方法,其特征在于:所述抛光控制时,先选用合适的钛金刚石磨头,,用砂轮对表面进行初加工,然后用金刚石磨头进行二次抛光并用酒精或者清水清洗螺纹表面和清除细微的残留物;再用砂纸进行抛光,每次砂纸抛光时用水或者油来吸收磨下来的金属粉末,以免阻塞砂纸。
7.根据权利要求1所述的镜头三件套配合之扭力摩擦感晃动控制方法,其特征在于:所述表面阳极处理时,选择亮黑、梨地、本色的阳极工艺;所述亮黑阳极工艺为:将经过抛光后的螺牙进行除蜡处理,除蜡膏选择为 htl-210 ,用量为20-50 g/l,除蜡温度为50-65℃,时长为3-10min;之后进行将螺牙浸于htl-328原液,控制temp:<40℃,时长1-3min; 本色阳极氧化时,选择氧化剂为:h2so4 40-45g/l、h3bo3 8-10g、htl-360 20-30 g/l ;控制temp:20-25℃,电流密度(a/dm2)2.5 ,时长为20-30min。
8.根据权利要求7所述的镜头三件套配合之扭力摩擦感晃动控制方法,其特征在于:所述亮黑阳极工艺为,在本色阳极氧化之后,选择亮黑料为419#14g/l ,控制temp:55-60℃,时长为30min。
9.根据权利要求1所述的镜头三件套配合之扭力摩擦感晃动控制方法,其特征在于:所述扭力大小控制时,采用静态扭矩测试方法进行扭力测试,测试步骤如下:加装扭矩传感器;通过扭矩传感器进行扭矩测试;读取测试结果。
技术总结本发明公开了镜头三件套配合之扭力摩擦感晃动控制方法,其技术方案要点是:包括以下步骤:间隙控制:将镜筒件与固定筒的连接处设置为三段多头螺牙,将固定筒与镜筒件的连接处设置三个缺口的间隙;将多头螺牙与缺口的双边间隙控制在0.03mm;扭力摩擦控制:包括牙的光洁度的控制;配合牙间隙的控制;牙以外其他配合面光洁度的控制;镜筒和固定筒毛刺控制;抛光控制;表面阳极处理;扭力大小控制:通过更换不同型号的O型环测试调节扭力。本发明可在保证镜筒、固定筒、手轮搭配后,镜头成像效果达标的基础上,确保调焦时扭力、摩擦感、晃动等问题得到有效解决。技术研发人员:蔡明宗受保护的技术使用者:蔡明宗技术研发日:技术公布日:2024/5/29本文地址:https://www.jishuxx.com/zhuanli/20240802/235450.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表