一种用于薄料复合的加工方法与流程
- 国知局
- 2024-08-02 12:19:42
本发明涉及薄料复合的,具体为一种用于薄料复合的加工方法。
背景技术:
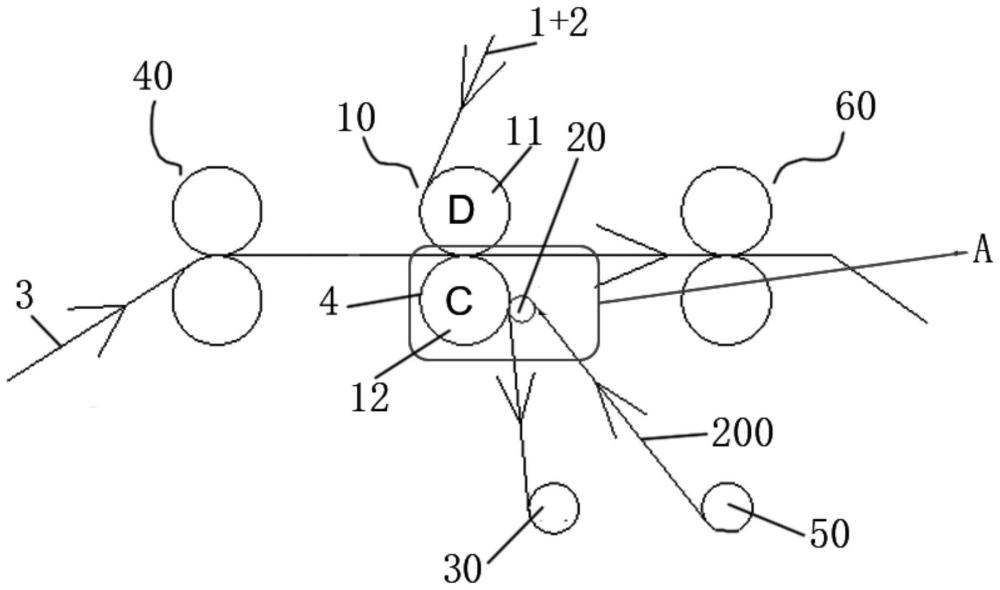
1、复合材料生产制造过程中,其常规使用的加工方法的操作示意图见1,当上层膜为厚膜,下层膜为薄膜本体4+自带保护膜5,在薄膜复合于上层膜前,需要通过如图1所示的导向辊将自带保护膜5剥离,现有技术均为将薄膜沿着顺向的导向辊贴合在厚膜的下方,在实际使用时,薄料本体4在复合过程中因机台停机导致上层膜停止向前,而剥离薄膜自带保护膜的辊轮因惯性带薄膜前进,使材料松弛复合张力不均匀导致材料出现波浪纹;为此急需研发一种用于薄料复合的加工方法,使得薄料在复合时不会因为剥离自带保护膜的辊轮的惯性而导致产生复合波浪纹。
技术实现思路
1、针对上述问题,本发明提供了一种用于薄料复合的加工方法,其使得下层待复合薄料可靠复合在上层膜的下表面,确保复合品质。
2、一种用于薄料复合的加工方法,其特征在于:其在用于复合上下模的复合压辊辊组的下辊轮的上膜料来料方向的后方设置一辅助压辊,使得薄料沿着辅助压辊的上表面转向后向下、然后沿着下辊轮的下表面转向后进入到下辊轮的上表面区域、自前而后通过复合压辊辊组的压料复合间隙,所述薄料的自带保护膜通过辅助压辊变向后向下连接到收料下辊,所述收料下辊外接额外收卷动力进行独立收卷作业。
3、其进一步特征在于,其具体步骤如下:
4、a上料带导向后进入复合压料辊组的压料复合间隙的上层区域;
5、b薄料位于复合压料辊组的后下方位置,薄料绕设于输送辊通过顺时针方向转动朝向辅助压辊的后方送料,使得薄料的自带保护膜位于薄料的下层位置;
6、c将薄料的通过辅助压辊转向后紧贴下辊轮的外表面逆时针送料、薄料通过复合压料辊组的压料复合间隙的下层区域;
7、d复合压料辊组将上料带和薄料可靠压合形成复合料带;
8、e复合料带通过第二导向辊组导向后流入后方工位。
9、其更进一步特征在于:
10、所述辅助压辊具体为胶辊,所述辅助压辊紧贴所述下辊轮的后下弧面位置,确保薄料脱离辅助压辊后即通过下辊轮的外表面进行转向输送;
11、所述薄料在正常输送物料状态下完全贴合下辊轮的对应表面;
12、所述辅助压辊的硬度为50度-60度,确保不会磨损薄料;
13、所述上料带为组合料带,其包括上层的离型膜、中层的双面胶层、下层的金属片层;
14、所述金属片层的厚度大于薄料的厚度;
15、所述薄料具体为酚醛树脂膜,所述薄料的面层设置有自带保护膜,通过薄料的顺时针转动、且将薄料朝向上输送使得自带保护膜翻转后置于薄料的下层,便于自带保护膜通过收料下辊进行收卷作业;
16、所述辅助压辊的外径小于下辊轮的外径,使得产线下方具有空间进行设备布置;
17、下层的金属片层通过第一导向辊组进行宽度方向对位矫正输送,上层的离型膜、中层的双面胶层通过导向辊输送到复合压料辊组的上层。
18、采用本发明后,其仅需将原先导向辊的位置挪动成为辅助压辊、且将薄料的料辊和自带保护的收料辊轮的位置重新布置,改善变动较小无需大动设备,改善成本小;由于薄料沿着辅助压辊的上表面转向后向下、然后沿着下辊轮的下表面转向后进入到下辊轮的上表面区域、自前而后通过复合压辊辊组的压料复合间隙,其在停机发生后,收料辊轮有惯性转动时,薄料位于下辊轮的下方物料也会因为重力而下坠,不会影响进入到压料复合间隙内的薄料的松紧状态,即薄料不会因停机辊轮惯性带动材料使待复合的薄料松弛、进而也不会产生复合波浪纹;其使得下层待复合薄料可靠复合在上层膜的下表面,确保复合品质。
技术特征:1.一种用于薄料复合的加工方法,其特征在于:其在用于复合上下模的复合压辊辊组的下辊轮的上膜料来料方向的后方设置一辅助压辊,使得薄料沿着辅助压辊的上表面转向后向下、然后沿着下辊轮的下表面转向后进入到下辊轮的上表面区域、自前而后通过复合压辊辊组的压料复合间隙,所述薄料的自带保护膜通过辅助压辊变向后向下连接到收料下辊,所述收料下辊外接额外收卷动力进行独立收卷作业。
2.根据权利要求1所述的一种用于薄料复合的加工方法,其特征在于,其具体步骤如下:
3.根据权利要求2所述的一种用于薄料复合的加工方法,其特征在于:所述辅助压辊具体为胶辊,所述辅助压辊紧贴所述下辊轮的后下弧面位置。
4.根据权利要求2所述的一种用于薄料复合的加工方法,其特征在于:所述薄料在正常输送物料状态下完全贴合下辊轮的对应表面。
5.根据权利要求3所述的一种用于薄料复合的加工方法,其特征在于:所述辅助压辊的硬度为50度-60度。
6.根据权利要求2所述的一种用于薄料复合的加工方法,其特征在于:所述上料带为组合料带,其包括上层的离型膜、中层的双面胶层、下层的金属片层。
7.根据权利要求6所述的一种用于薄料复合的加工方法,其特征在于:所述金属片层的厚度大于薄料的厚度。
8.根据权利要求7所述的一种用于薄料复合的加工方法,其特征在于:所述薄料具体为酚醛树脂膜,所述薄料的面层设置有自带保护膜,通过薄料的顺时针转动、且将薄料朝向上输送使得自带保护膜翻转后置于薄料的下层,便于自带保护膜通过收料下辊进行收卷作业。
9.根据权利要求2所述的一种用于薄料复合的加工方法,其特征在于:所述辅助压辊的外径小于下辊轮的外径,使得产线下方具有空间进行设备布置。
10.根据权利要求6所述的一种用于薄料复合的加工方法,其特征在于:下层的金属片层通过第一导向辊组进行宽度方向对位矫正输送,上层的离型膜、中层的双面胶层通过导向辊输送到复合压料辊组的上层。
技术总结本发明公开了一种用于薄料复合的加工方法,其使得下层待复合薄料可靠复合在上层膜的下表面,确保复合品质。其在用于复合上下模的复合压辊辊组的下辊轮的上膜料来料方向的后方设置一辅助压辊,使得薄料沿着辅助压辊的上表面转向后向下、然后沿着下辊轮的下表面转向后进入到下辊轮的上表面区域、自前而后通过复合压辊辊组的压料复合间隙,所述薄料的自带保护膜通过辅助压辊变向后向下连接到收料下辊,所述收料下辊外接额外收卷动力进行独立收卷作业。技术研发人员:王春生,夏建峰受保护的技术使用者:苏州安洁科技股份有限公司技术研发日:技术公布日:2024/5/29本文地址:https://www.jishuxx.com/zhuanli/20240802/235600.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
上一篇
烟花生产线的制作方法
下一篇
返回列表