一种用于反应堆控制棒驱动线的耐磨结构的制作方法
- 国知局
- 2024-08-02 12:19:36
本技术涉及核工程装备,主要涉及一种用于反应堆控制棒驱动线的耐磨结构。
背景技术:
1、控制棒驱动线是控制棒被驱动进入反应堆堆芯或从反应堆堆芯退出的装置,在核反应堆中发挥着至关重要的作用,特别是在压水堆(pwr)和沸水堆(bwr)中,驱动线对于控制反应堆的反应性和功率输出至关重要。控制棒驱动线通常由高强度、耐腐蚀的材料制成,例如不锈钢或镍基合金等。控制棒通过控制棒驱动线连接到位于反应堆容器上方的控制棒驱动机构,控制棒驱动线提供控制棒和驱动机构之间的机械连接,将运动从驱动机构传递到控制棒,当控制棒驱动机构启动时,它对控制棒驱动线施加拉力或推力进而驱动控制棒。控制棒通常以稳定协调的方式移动,以确保精确控制反应堆的反应性、功率水平和功率输出。控制棒驱动线热套管和管座之间的磨损可能由多种因素影响,比如机械应力、振动、热循环和材料降解等等,磨损可能会导致功能丧失。其中,控制棒驱动线热套管与管座之间存在的流致振动是发生磨损最主要因素,磨损会导致控制棒驱动线位置下降,严重时会出现驱动线法兰断裂导致卡棒事故致使对反应堆失去控制,严重危及反应堆系统的工作性能和安全性。对此,国家核安全局明确要求,对于现有运行的反应堆,磨损严重的,必须更换,但是更换新的控制棒驱动线热套管风险大工期长,更换后的控制棒驱动线放射性强,后续的保存处置工作也更加麻烦,因此,有必要对热套管和管座的耐磨性进行改进以延长热套管和管座的使用寿命并减少热套管或管座的更换需要。
2、因此,现有技术还有待于改进和发展。
技术实现思路
1、鉴于上述现有技术的不足,本实用新型的目的在于提供一种用于反应堆控制棒驱动线的耐磨结构,旨在解决现有控制棒驱动线中热套管和管座之间摩擦磨损严重的问题,使控制棒驱动线热套管在反应堆的设计使用寿命内满足耐磨性要求。
2、本实用新型的技术方案如下:
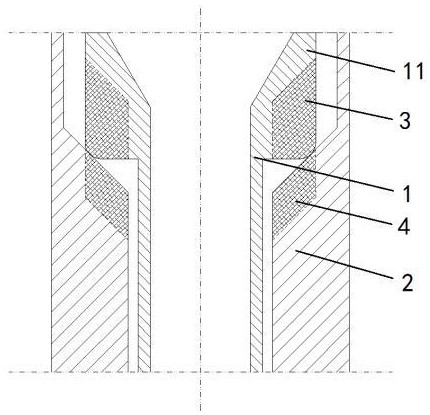
3、本实用新型提供一种用于反应堆控制棒驱动线的耐磨结构,包括均为筒状结构且共轴线的热套管和管座,所述热套管包括管体和设置在所述管体顶部的法兰,所述管座内设置有用于承托所述法兰的座面,其中,所述法兰上设置有热套管堆焊层,所述座面上设置有管座支撑堆焊层,所述热套管堆焊层与所述管座支撑堆焊层相抵以使所述管体悬于所述管座内。
4、在本实用新型中,通过在热套管和管座之间的接触面堆焊堆焊层,热套管堆焊层和管座支撑堆焊层可以保持控制棒驱动线热套管的结构,其中毋需增加新的零件就可以有效提高热套管的耐磨性。
5、进一步地,所述管座支撑堆焊层设置的范围为:所述法兰在所述座面上的竖直投影;所述热套管堆焊层覆盖所述法兰的底面和侧面,且所述热套管堆焊层和所述管座支撑堆焊层的竖直投影形状完全重合。这样设置可以保证流致振动导致摩擦磨损时始终由热套管堆焊层和管座支撑堆焊层进行碰撞摩擦,提高热套管以及管座的使用寿命。
6、进一步地,所述热套管堆焊层的厚度为5-10mm,所述管座支撑堆焊层的厚度为5-10mm。堆焊厚度在该范围内可以降低堆焊过程中因堆焊层太厚而热应力难以释放导致涂层缺陷的风险。
7、进一步地,所述热套管堆焊层在与所述管座支撑堆焊层相抵处为圆角结构。圆角结构可以减轻应力集中效应进而减少堆焊层应变的产生,提高耐磨涂层的强度和耐久性,在轻微磨损后还会由原来的线接触变为面接触,堆焊层之间接触面积在增加后可以减少堆焊层的磨损量。
8、进一步地,所述圆角结构的圆角半径大于20mm。
9、进一步地,所述圆角结构的堆焊层厚度大于所述热套管堆焊层其余区域的厚度;所述管座支撑堆焊层在所述圆角结构竖直投影区域的堆焊层厚度大于所述管座支撑堆焊层其余区域的厚度。
10、进一步地,所述管座的座面为由外往内向下倾斜的锥形面。
11、进一步地,所述锥形面的母线与所述管座的轴线的夹角为45°。
12、进一步地,所述热套管堆焊层和管座支撑堆焊层的粗糙度小于ra6.3。
13、进一步地,所述热套管堆焊层和管座支撑堆焊层的表面硬度大于hrc55。
14、有益效果:本实用新型在热套管和管座支撑之间的接触面堆焊堆焊层,热套管堆焊层和管座支撑堆焊层可以保持控制棒驱动线热套管的结构,其中毋需增加新的零件就可以有效提高热套管的耐磨性,避免控制棒驱动线在反应堆在停堆前就出现磨穿或者卡棒这样的严重事故,提高反应堆的安全性。
技术特征:1.一种用于反应堆控制棒驱动线的耐磨结构,包括均为筒状结构且共轴线的热套管和管座,所述热套管包括管体和设置在所述管体顶部的法兰,所述管座内设置有用于承托所述法兰的座面,其特征在于,所述法兰上设置有热套管堆焊层,所述座面上设置有管座支撑堆焊层,所述热套管堆焊层与所述管座支撑堆焊层相抵以使所述管体悬于所述管座内。
2.根据权利要求1所述的用于反应堆控制棒驱动线的耐磨结构,其特征在于,所述管座支撑堆焊层设置的范围为:所述法兰在所述座面上的竖直投影;所述热套管堆焊层覆盖所述法兰的底面和侧面,且所述热套管堆焊层和所述管座支撑堆焊层的竖直投影形状完全重合。
3.根据权利要求2所述的用于反应堆控制棒驱动线的耐磨结构,其特征在于,所述热套管堆焊层的厚度为5-10mm,所述管座支撑堆焊层的厚度为5-10mm。
4.根据权利要求1所述的用于反应堆控制棒驱动线的耐磨结构,其特征在于,所述热套管堆焊层在与所述管座支撑堆焊层相抵处为圆角结构。
5.根据权利要求4所述的用于反应堆控制棒驱动线的耐磨结构,其特征在于,所述圆角结构的圆角半径大于20mm。
6.根据权利要求5所述的用于反应堆控制棒驱动线的耐磨结构,其特征在于,所述圆角结构的堆焊层厚度大于所述热套管堆焊层其余区域的厚度;所述管座支撑堆焊层在所述圆角结构竖直投影区域的堆焊层厚度大于所述管座支撑堆焊层其余区域的厚度。
7.根据权利要求1所述的用于反应堆控制棒驱动线的耐磨结构,其特征在于,所述座面为由外往内向下倾斜的锥形面。
8.根据权利要求7所述的用于反应堆控制棒驱动线的耐磨结构,其特征在于,所述锥形面的母线与所述管座的轴线的夹角为45°。
9.根据权利要求1所述的用于反应堆控制棒驱动线的耐磨结构,其特征在于,所述热套管堆焊层和管座支撑堆焊层的粗糙度小于ra6.3。
10.根据权利要求1所述的用于反应堆控制棒驱动线的耐磨结构,其特征在于,所述热套管堆焊层和管座支撑堆焊层的表面硬度大于hrc55。
技术总结本技术涉及核工程装备技术领域,公开了一种用于反应堆控制棒驱动线的耐磨结构,包括均为筒状结构且共轴线的热套管和管座,热套管包括管体和设置在管体顶部的法兰,管座内设置有用于承托法兰的座面,其中,法兰上设置有热套管堆焊层,座面上设置有管座支撑堆焊层,热套管堆焊层与管座支撑堆焊层相抵以使管体悬于管座内。本技术在热套管和管座之间的接触面堆焊堆焊层,热套管堆焊层和管座支撑堆焊层可以保持热套管和管座的结构,其中毋需增加新的零件就可以有效提高热套管的耐磨性,避免控制棒驱动线在反应堆在停堆前就出现磨穿或者卡棒这样的严重事故,影响反应堆的安全性。技术研发人员:盛选禹,姚志猛,柯春鹏,郭煜晨,李小磊,伍德民受保护的技术使用者:超滑科技(佛山)有限责任公司技术研发日:20231008技术公布日:2024/5/29本文地址:https://www.jishuxx.com/zhuanli/20240802/235593.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表