烟花生产线的制作方法
- 国知局
- 2024-08-02 12:19:41
本申请涉及烟花生产,尤其涉及一种烟花生产线。
背景技术:
1、烟花,又称花炮、烟火、焰火、炮仗,根据《中国烟花爆竹标准—安全与质量》对烟花爆竹的定义为:以烟火药为原料,用于产生声光色的娱乐用品。中国劳动人民较早发明,常用于盛大的典礼或表演中。国家标准《烟花爆竹安全与质量》中烟花爆竹共分为14大类,分别为喷花类、旋转类、升空类、旋转升空类、吐珠类、线香类、烟雾类、造型玩具类、摩擦类、小礼花类、礼花弹类、架子烟花、爆竹类、组合烟花(由多个单筒组合而成的烟花产品)。
2、目前,烟花通常采用自动化生产线进行生产,在烟花生产线上需要布置多个生产工位,例如,底火填装工位、烟花纸片填装工位、内筒填装工位,成本较高并且所占用的面积大。
技术实现思路
1、本申请所要解决的技术问题在于,针对现有技术的上述不足,提出一种烟花生产线。
2、一种烟花生产线,包括:
3、底火填装设备,用于向烟花体装填底火;
4、烟花纸片填装设备,能够对传送至其第一侧和第二侧的烟花体进行纸片装填;
5、内筒填装设备,用于向烟花体装填内筒;
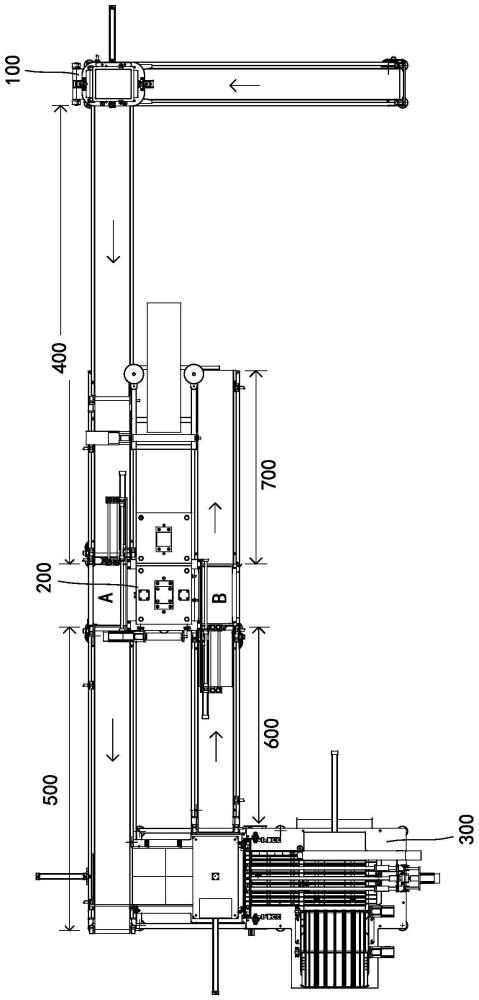
6、第一传送线,布置于底火填装设备与烟花纸片填装设备之间,用于在底火填装设备装填之后将烟花体输送至烟花纸片填装设备的第一侧;
7、第二传送线,布置于烟花纸片填装设备与内筒填装设备之间,用于在烟花纸片填装设备装填之后将烟花体输送至内筒填装设备;
8、第三传送线,布置于内筒填装设备与烟花纸片填装设备之间,用于在内筒填装设备装填之后将烟花体输送至烟花纸片填装设备的第二侧。
9、可选地,所述烟花生产线还包括:
10、第一生产室,用于布置底火填装设备;
11、第二生产室,用于布置烟花纸片填装设备;
12、第三生产室,用于布置内筒填装设备;
13、并且,第一生产室、第二生产室、第三生产室之间通过隔墙隔离开,所述第一传送线、所述第二传送线、所述第三传送线穿过相应隔墙上的开口以实现在不同的生产室之间传送烟花体。
14、可选地,所述烟花生产线还包括出料台,所述出料台用于接收从烟花纸片填装设备的第二侧输出的烟花体。
15、可选地,所述第一传送线和所述第二传送线共线布置,并且断开位置位于烟花纸片填装设备的第一侧;
16、所述第三传送线和所述出料台共线布置,并且断开位置位于烟花纸片填装设备的第二侧。
17、可选地,所述烟花纸片填装设备包括:
18、装填机构,用于对烟花体进行纸片装填;
19、传送板,其上设有用于放置烟花体的第一传送位和第二传送位;所述传送板能够在第一位置和第二位置之间往复移动;所述传送板移动至第一位置时,第一传送位位于装填机构的第一侧,第二传送位位于装填机构内;所述传送板移动至第二位置时,第一传送位位于装填机构内,第二传送位位于装填机构的第二侧;随着所述传送板在第一位置和第二位置之间往复移动,第一传送线输送来的烟花体通过第一传送位进出所述装填机构,依次进行纸片装填,第三传送线输送来的烟花体通过第二传送位进出所述装填机构,依次进行纸片装填;
20、第一驱动元件,用于驱动所述传送板移动。
21、可选地,在所述装填机构的第一侧设有第一推送机构,当所述传送板移动至第一位置时,所述第一推送机构用于将所述传送板的第一传送位上纸片装填完成的烟花体推出至第二传送线上,以及将所述第一传送线上待装填的烟花体推送至所述传送板的第一传送位上;
22、在所述装填机构的第二侧设有第二推送机构,当所述传送板移动至第二位置时,所述第二推送机构用于将所述传送板的第二传送位上纸片装填完成的烟花体推出传送板,以及将所述第三传送线上待装填的烟花体推送至所述传送板的第二传送位上。
23、可选地,所述第一推送机构和/或所述第二推送机构包括:
24、第一推送部件,用于将相应传送线上待装填的烟花体推送至传送板上;
25、第二推送部件,用于将传送板上纸片装填完成的烟花体推出传送板;
26、导向体,用于引导所述第一推送部件和所述第二推送部件移动;
27、第二驱动元件,用于驱动所述第一推送部件和所述第二推送部件沿导向体往复移动,从而依次推送烟花体。
28、可选地,所述第一推送部件和/或所述第二推送部件为伸缩元件,所述伸缩元件伸入烟花体的侧方位置或回缩退出烟花体的侧方位置。
29、可选地,在所述第一传送位和所述第二传送位两侧均布置有限位件,且限位件的延伸方向与烟花体的移动方向一致。
30、可选地,在所述第一传送线和所述第三传送线的末端设有与相应推送机构联动的阻挡器,以及用于感应烟花体的感应器;所述阻挡器能够动作以挡住烟花体或撤去阻挡。
31、本申请中,第一传送线和第三传送线分别将烟花体输送至烟花纸片填装设备两侧,通过烟花纸片填装设备对传送至其第一侧和第二侧的烟花体进行纸片装填,减少了一套纸片填装设备,从而降低了成本和占地面积。
技术特征:1.一种烟花生产线,其特征在于,所述烟花生产线包括:
2.根据权利要求1所述的烟花生产线,其特征在于,所述烟花生产线还包括:
3.根据权利要求1所述的烟花生产线,其特征在于,所述烟花生产线还包括出料台,所述出料台用于接收从烟花纸片填装设备的第二侧输出的烟花体。
4.根据权利要求3所述的烟花生产线,其特征在于,
5.根据权利要求1-4任一项所述的烟花生产线,其特征在于,所述烟花纸片填装设备包括:
6.根据权利要求5所述的烟花生产线,其特征在于,
7.根据权利要求6所述的烟花生产线,其特征在于,所述第一推送机构和/或所述第二推送机构包括:
8.根据权利要求7所述的烟花生产线,其特征在于,所述第一推送部件和/或所述第二推送部件为伸缩元件,所述伸缩元件伸入烟花体的侧方位置或回缩退出烟花体的侧方位置。
9.根据权利要求6所述的烟花生产线,其特征在于,在所述第一传送位和所述第二传送位两侧均布置有限位件,且限位件的延伸方向与烟花体的移动方向一致。
10.根据权利要求6所述的烟花生产线,其特征在于,在所述第一传送线和所述第三传送线的末端设有与相应推送机构联动的阻挡器,以及用于感应烟花体的感应器;所述阻挡器能够动作以挡住烟花体或撤去阻挡。
技术总结本发明提供了一种烟花生产线,涉及烟花生产技术领域,该烟花生产线中,底火填装设备用于向烟花体装填底火,烟花纸片填装设备能够对传送至其第一侧和第二侧的烟花体进行纸片装填,内筒填装设备用于向烟花体装填内筒,第一传送线布置于底火填装设备与烟花纸片填装设备之间,用于在底火填装设备装填之后将烟花体输送至烟花纸片填装设备的第一侧,第二传送线布置于烟花纸片填装设备与内筒填装设备之间,用于在烟花纸片填装设备装填之后将烟花体输送至内筒填装设备,第三传送线布置于内筒填装设备与烟花纸片填装设备之间,用于在内筒填装设备装填之后将烟花体输送至烟花纸片填装设备的第二侧。本申请的技术方案降低了成本和占地面积。技术研发人员:刘益三受保护的技术使用者:浏阳市益三机械有限公司技术研发日:技术公布日:2024/5/29本文地址:https://www.jishuxx.com/zhuanli/20240802/235599.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表