一种吸波复合材料的制作方法
- 国知局
- 2024-08-02 12:29:31
本发明涉及一种复合材料,特别是涉及应用于吸波材料领域的一种吸波复合材料。
背景技术:
1、吸波复合材料是指可以吸收、衰减入射的电磁波,通过材料的损耗机制将电磁波能量转换成热能的一类功能材料,目前的吸波复合材料主要是以铁氧体、磁性微粉为吸收剂的吸波涂层。
2、吸波复合材料是由多层面料经过热压机压制成型的,热压时,将多层面料按照顺序从上而下铺设,然后压制,多层面料在铺设的过程中需要人工铺设,当面料层数过多时,人工铺设会极大的影响吸波复合材料的生产效率,因此需要进一步改进。
技术实现思路
1、针对上述现有技术,本发明要解决的技术问题是,多层面料在铺设的过程中需要人工铺设,当面料层数过多时,极大的降低了吸波复合材料的生产效率,因此需要进一步改进。
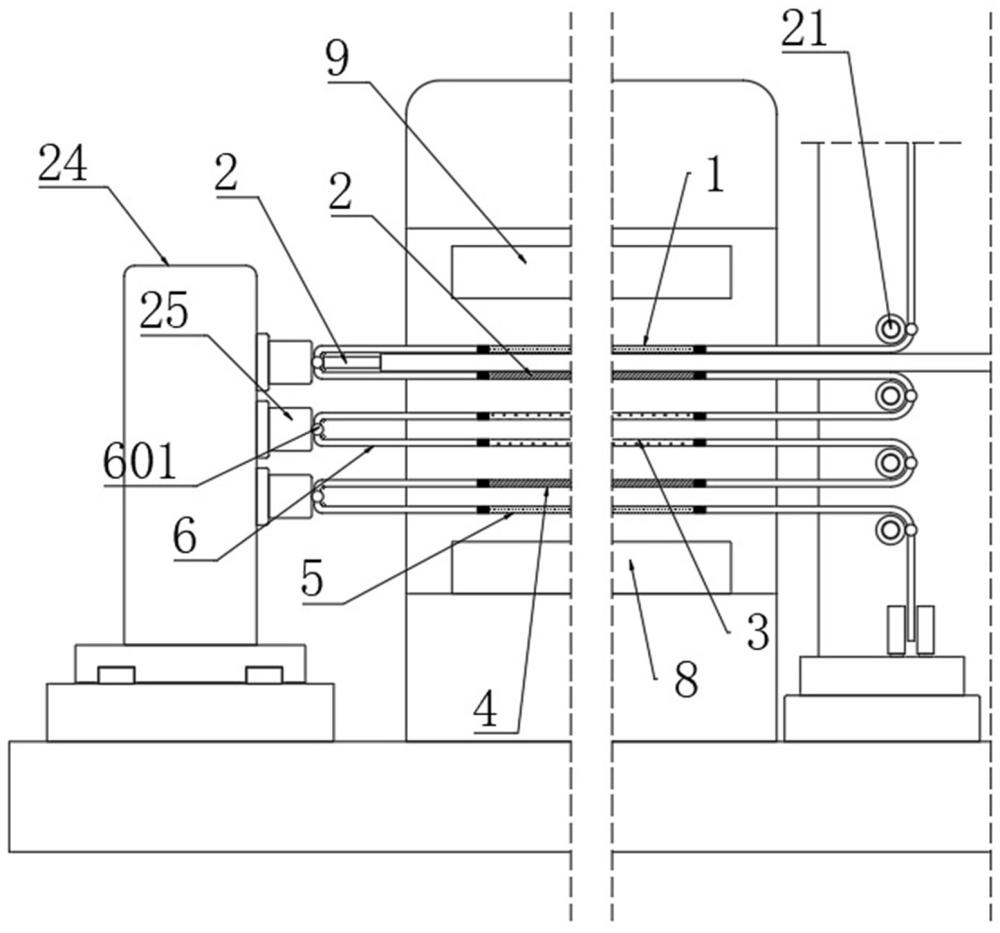
2、为解决上述问题,本发明提供了一种吸波复合材料,吸波复合材料自上而下由表层纺粘布层、表层吸波熔喷布层、高性能织物层、底层吸波熔喷布层和底层纺粘布层组成;
3、高性能织物层为玻璃纤织物、碳纤维织物、玄武岩织物、芳纶织物和尼龙织物中的其中一种或几种组合而成;
4、吸波复合材料的制备方法包括以下步骤:
5、s1、使用连接层依次缝制表层纺粘布层、表层吸波熔喷布层、高性能织物层、底层吸波熔喷布层、底层纺粘布层为复合布条,并将复合布条收卷至收卷管上;
6、s2、使用自动上料热压机,将表层纺粘布层、表层吸波熔喷布层、高性能织物层、底层吸波熔喷布层和底层纺粘布层自上而下的堆叠在被动压板和主动压板之间,通过自动上料热压机热压成型为吸波复合材料;
7、自动上料热压机包括机体,被动压板和主动压板安装在机体的内部,机体的一端固定连接有竖板,竖板顶端的侧壁转动连接有用于放置收卷管的转轴,机体的一端固定连接有右电动滑轨,右电动滑轨的顶端固定连接有安装框,安装框的顶端固定连接有电动机,电动机的输出端固定连接有丝杆,丝杆的外壁螺纹连接有连接块,连接块的一端固定连接有电伸缩杆,电伸缩杆的输出端固定连接有推板,竖板的一端转动连接有四个限位转辊,机体位于竖板下侧的一端固定连接有电动夹具。
8、作为本申请的进一步改进,连接层中部固定连接有铁条,铁条设置为长条状。
9、作为本申请的再进一步改进,机体远离竖板的一端固定连接有左电动滑轨,左电动滑轨的一端固定连接有移动板,移动板的侧壁固定连接有三个左电磁铁。
10、作为本申请的更进一步改进,三个左电磁铁分别位于下侧的两个限位转辊之间、中间的两个限位转辊之间、上侧的两个限位转辊之间,通过上述设置,避免了推板进行多次推动时复合布条出现不规则堆叠的情况。
11、作为本申请的又一种改进,安装框的一端固定连接有四个右电磁铁,四个右电磁铁分别位于下侧的四个限位转辊的侧方。
12、作为本申请的又一种改进的补充,连接层与表层纺粘布层、表层吸波熔喷布层、高性能织物层、底层吸波熔喷布层、底层纺粘布层缝制时采用热熔丝线缝制。
13、作为本申请的又一种改进的补充,表层吸波熔喷布层和底层吸波熔喷布层的制作方法为:在250℃-300℃条件下,将聚丙烯与炭黑混合,搅拌成均匀的浆体,搅拌好的浆体经过熔融挤压、熔体细流拉伸、冷却形成吸波熔喷布。
14、作为本申请的再一种改进,自动上料热压机的热压温度为180-250℃,热压时间为15-40min,热压压力为4-10mpa。
15、作为本申请的再一种改进,高性能织物层为玻璃纤织物、碳纤维织物、玄武岩织物、芳纶织物和尼龙织物中的其中一种或几种组合而成。
16、综上所述,制备前使用连接层依次缝制表层纺粘布层、表层吸波熔喷布层、高性能织物层、底层吸波熔喷布层、底层纺粘布层为复合布条,并将复合布条收卷至收卷管上,制备时,通过电伸缩杆带动推板左右移动,就能够使表层纺粘布层、表层吸波熔喷布层、高性能织物层、底层吸波熔喷布层、底层纺粘布层自上而下的在被动压板和主动压板之间堆叠,并通过被动压板和主动压板热压成型为吸波复合材料,自动上料热压机使用时,不需要人工铺设面料,提高了多层面料的铺设效率,进而提升了吸波复合材料生产效率。
技术特征:1.一种吸波复合材料,其特征在于:所述吸波复合材料自上而下由表层纺粘布层(1)、表层吸波熔喷布层(2)、高性能织物层(3)、底层吸波熔喷布层(4)和底层纺粘布层(5)组成;
2.根据权利要求1所述的一种吸波复合材料,其特征在于:所述连接层(6)中部固定连接有铁条(601),铁条(601)设置为长条状。
3.根据权利要求2所述的一种吸波复合材料,其特征在于:所述机体(7)远离竖板(10)的一端固定连接有左电动滑轨(23),左电动滑轨(23)的一端固定连接有移动板(24),移动板(24)的侧壁固定连接有三个左电磁铁(25)。
4.根据权利要求3所述的一种吸波复合材料,其特征在于:三个所述左电磁铁(25)分别位于下侧的两个限位转辊(21)之间、中间的两个限位转辊(21)之间、上侧的两个限位转辊(21)之间。
5.根据权利要求4所述的一种吸波复合材料,其特征在于:所述安装框(15)的一端固定连接有四个右电磁铁(26),四个所述右电磁铁(26)分别位于下侧的四个限位转辊(21)的侧方。
6.根据权利要求5所述的一种吸波复合材料,其特征在于:所述连接层(6)与表层纺粘布层(1)、表层吸波熔喷布层(2)、高性能织物层(3)、底层吸波熔喷布层(4)、底层纺粘布层(5)缝制时采用热熔丝线缝制。
7.根据权利要求1所述的一种吸波复合材料,其特征在于:所述表层吸波熔喷布层(2)和底层吸波熔喷布层(4)的制作方法为:在250℃-300℃条件下,将聚丙烯与炭黑混合,搅拌成均匀的浆体,搅拌好的浆体经过熔融挤压、熔体细流拉伸、冷却形成吸波熔喷布。
8.根据权利要求1所述的一种吸波复合材料,其特征在于:所述自动上料热压机的热压温度为180-250℃,热压时间为15-40min,热压压力为4-10mpa。
9.根据权利要求1所述的一种吸波复合材料,其特征在于:所述高性能织物层(3)为玻璃纤织物、碳纤维织物、玄武岩织物、芳纶织物和尼龙织物中的其中一种或几种组合而成。
技术总结本发明涉及应用于吸波材料领域的一种吸波复合材料,本发明通过自动上料热压机等装置的设置,制备前使用连接层依次缝制表层纺粘布层、表层吸波熔喷布层、高性能织物层、底层吸波熔喷布层、底层纺粘布层为复合布条,并将复合布条收卷至收卷管上,制备时,通过电伸缩杆带动推板左右移动,就能够使表层纺粘布层、表层吸波熔喷布层、高性能织物层、底层吸波熔喷布层、底层纺粘布层自上而下的在被动压板和主动压板之间堆叠,并通过被动压板和主动压板热压成型为吸波复合材料,自动上料热压机使用时,不需要人工铺设面料,提高了多层面料的铺设效率,进而提升了吸波复合材料生产效率。技术研发人员:康伟,刘欣锐受保护的技术使用者:成都三洪高科科技有限公司技术研发日:技术公布日:2024/6/13本文地址:https://www.jishuxx.com/zhuanli/20240802/236357.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
上一篇
一种阻燃涤纶布的制作方法
下一篇
返回列表