基于链篦机预热送料的球团料生产用防结圈回转窑的制作方法
- 国知局
- 2024-08-05 12:09:28
本发明涉及一种钢铁冶金,具体是涉及一种基于链篦机预热送料的球团料生产用防结圈回转窑。
背景技术:
1、球团料是高炉炼铁的优质原料,相比烧结矿料,球团料的生产具有能耗低、强度好、品位高、冶金性能优良的特点。
2、利用链篦机—回转窑设备生产球团料的过程是这样的:生球矿料先经链篦机进行烘干和预焙烧后,再由链篦机将其送入回转窑中对预焙烧球团进行更高温度的焙烧,焙烧后的高温球团进入环冷机进行冷却后,形成冶炼钢铁用的球团料。
3、链篦机—回转窑设备具有单机生产能力大、原料适用广、燃料资源丰富等特点,但是,回转窑对预焙烧球团进行更高温度的焙烧过程中,易在回转窑的内壁上结圈,普遍存在的结圈问题成为了该设备的最大困扰。不论是以煤气还是煤作为燃料的链篦机—回转窑设备都存在结圈问题,特别是以煤为燃料时结圈现象尤其严重。在回转窑生产中,结圈是阻碍生产常见的事故,即在回转窑耐火材料内壁上附着了一层厚厚的由球团粉末固结而成的物料。特别是高温区域,球团粉末极易与耐火材料发生粘连并逐渐长大,当结圈物越来越厚时,就会造成减产、停产,严重时还可能造成重大的安全事故。大部分球团厂采用喷煤加热的方式,喷煤加热过程中煤粉燃烧后形成的煤灰会与球团粉末一起作用,形成低熔点物质粘附在回转窑窑衬上逐渐长大变厚形成结圈物,因此采用喷煤加热的方式,结圈现象更频繁更严重,造成球团生产效率下降。可见,如何抑制结圈形成对于链篦机-回转窑的稳定生产十分关键。
技术实现思路
1、本发明的目的在于提供一种基于链篦机预热送料的球团料生产用防结圈回转窑。
2、为解决上述技术问题,本发明所采用的技术方案是:
3、一种基于链篦机预热送料的球团料生产用防结圈回转窑,包括回转窑窑体以及铺设在回转窑窑体内壁上的耐火砖层,利用激光处理系统在所述耐火砖层的表面铺设有纳米级防结圈层。
4、进一步地,所述纳米级防结圈层采用的是纳米级锆英砂材料。
5、进一步地,所述纳米级防结圈层表面的粗糙度为0.2-0.4μm。
6、进一步地,所述纳米级防结圈层的厚度为0.8-1.2mm。
7、进一步地,所述耐火砖层中的耐火砖采用的是高铝质隔热耐火砖。
8、进一步地,所述回转窑窑体为圆筒状结构,回转窑窑体的内径为φ2-3m,长度为40-60m。
9、进一步地,所述纳米级防结圈层的具体铺设方法如下:
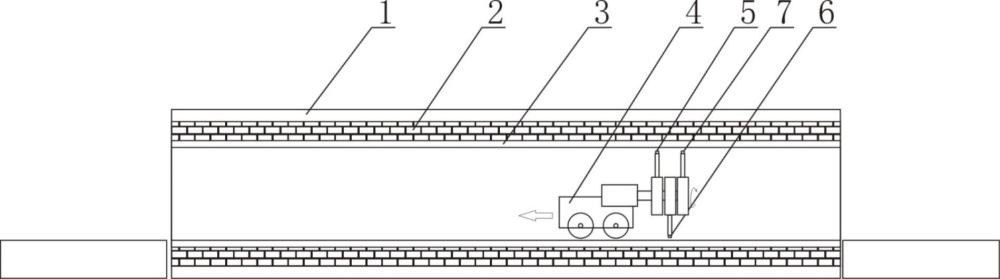
10、s1、激光处理系统安装:将激光处理系统安装在行走小车上,所述激光处理系统包括激光熔覆系统、激光预热系统和激光锻打系统,将激光熔覆系统的熔覆激光头、激光预热系统的预热激光头以及激光锻打系统的锻打激光头安装在行走小车上的电机轴出轴上,预热激光头、熔覆激光头和锻打激光头按序前后排列;
11、s2、利用激光进行耐火砖层表面预热及纳米级材料的熔覆锻打,形成激光熔覆锻打层:行走小车移动到预处理的回转窑窑体内,启动激光熔覆系统的半导体种子光源,半导体种子光源通过分束器并处理后形成了连续激光和短脉冲激光,其中,连续激光分别传送给激光熔覆系统的熔覆激光头和激光预热系统的预热激光头,短脉冲激光传送给激光锻打系统的锻打激光头;预热激光头沿着螺旋式运行路径对回转窑窑体内的耐火砖层的表面进行预热;然后熔覆激光头在预热后的耐火砖层的表面沿着螺旋式运行路径熔覆纳米级材料,形成了纳米级熔覆层;激光锻打系统的锻打激光头沿着螺旋式运行路径在纳米级熔覆层进行激光锻打,行走小车在回转窑窑体内,由回转窑窑体的一端到另一端缓缓移动,直至纳米级熔覆层的表面经过全部锻打,在耐火砖层的表面形成了激光熔覆锻打层;
12、s3、激光熔覆锻打层表面的激光平整度处理:激光熔覆锻打层制备完成并降至常温后,行走小车在回转窑窑体内从回转窑窑体的一端开始,启动激光锻打系统的锻打激光头,锻打激光头发出的激光对激光熔覆锻打层表面进行平整度处理,平整度处理的相关参数如下:离焦量为2.6-2.7mm;激光功率为114-116w;重复频率为106-108khz;扫描速度为1350-1400mm/s,光斑重叠率为80-82%;
13、s4、激光熔覆锻打层表面的激光清洗处理:平整度处理完成后,行走小车在回转窑窑体内从回转窑窑体的一端到另一端,启动激光锻打系统的锻打激光头,对激光熔覆锻打层表面进行激光清洗处理;激光清洗处理的相关参数如下:离焦量为3.1-3.2mm;激光功率为66-70w;重复频率为80-82khz;扫描速度为2240-2280mm/s,光斑重叠率为72-74%;
14、s5、激光熔覆锻打层表面的激光抛光处理:清洗处理完成后,行走小车在回转窑窑体内从回转窑窑体的一端到另一端,启动激光锻打系统的锻打激光头对激光熔覆锻打层的表面进行激光抛光处理,激光抛光处理的相关参数如下:离焦量为3.3-3.5mm;激光功率为86-88w;重复频率为95-97khz;扫描速度为1600-1680mm/s,光斑重叠率为84-88%,激光抛光处理完成,便形成了纳米级防结圈层。
15、进一步地,所述短脉冲激光中,脉冲串中的脉冲数量为3-7。
16、进一步地,经平整度处理后,激光熔覆锻打层表面的粗糙度为1.0-1.4μm。
17、进一步地,经清洗处理后,激光熔覆锻打层表面的粗糙度为0.5-0.8μm。
18、本发明的有益效果在于:
19、本申请在回转窑内耐火砖层的表面铺设了纳米级防结圈层,纳米级防结圈层具有粗糙度小,不粘附低熔点物质的特点,从而解决了转窑设备存在的结圈问题,特别是以煤为燃料时严重结圈现象得到了缓解,在回转窑生产中,避免了因结圈引起的减产、停产及安全事故的发生。
20、本申请纳米级防结圈层是利用激光处理系统将纳米级锆英砂材料熔覆锻打在耐火砖层的表面,形成了激光熔覆锻打层;在熔覆锻打前,先对耐火砖层进行了预热,这样有利于纳米级防结圈层与耐火砖层之间的一体化融合,能有效避免纳米级防结圈层的脱落;本申请对激光熔覆锻打层进行了平整度处理后,粗糙度为1.0-1.4μm,进行了清洗处理后,粗糙度为0.5-0.8μm,进行抛光处理后,形成了粗糙度为0.2-0.4μm的纳米级防结圈层,从而具备了预防结圈的功能。
技术特征:1.一种基于链篦机预热送料的球团料生产用防结圈回转窑,包括回转窑窑体以及铺设在回转窑窑体内壁上的耐火砖层,其特征在于,利用激光处理系统在所述耐火砖层的表面铺设有纳米级防结圈层。
2.根据权利要求1所述的基于链篦机预热送料的球团料生产用防结圈回转窑,其特征在于:所述纳米级防结圈层采用的是纳米级锆英砂材料。
3.根据权利要求2所述的基于链篦机预热送料的球团料生产用防结圈回转窑,其特征在于:所述纳米级防结圈层表面的粗糙度为0.2-0.4μm。
4.根据权利要求1所述的基于链篦机预热送料的球团料生产用防结圈回转窑,其特征在于:所述纳米级防结圈层的厚度为0.8-1.2mm。
5.根据权利要求1所述的基于链篦机预热送料的球团料生产用防结圈回转窑,其特征在于:所述耐火砖层中的耐火砖采用的是高铝质隔热耐火砖。
6.根据权利要求1所述的基于链篦机预热送料的球团料生产用防结圈回转窑,其特征在于:所述回转窑窑体为圆筒状结构,回转窑窑体的内径为φ2-3m,长度为40-60m。
7.根据权利要求1至6任一项所述的基于链篦机预热送料的球团料生产用防结圈回转窑,其特征在于,所述纳米级防结圈层的具体铺设方法如下:
8.根据权利要求7所述的基于链篦机预热送料的球团料生产用防结圈回转窑,其特征在于:所述短脉冲激光中,脉冲串中的脉冲数量为3-7。
9.根据权利要求7所述的基于链篦机预热送料的球团料生产用防结圈回转窑,其特征在于:在平整度处理后,激光熔覆锻打层表面的粗糙度为1.0-1.4μm。
10.根据权利要求7所述的基于链篦机预热送料的球团料生产用防结圈回转窑,其特征在于:在清洗处理后,激光熔覆锻打层表面的粗糙度为0.5-0.8μm。
技术总结本发明公开了一种基于链篦机预热送料的球团料生产用防结圈回转窑,包括回转窑窑体以及铺设在回转窑窑体内壁上的耐火砖层,其特征在于,利用激光处理系统在所述耐火砖层的表面铺设有纳米级防结圈层。所述纳米级防结圈层采用的是纳米级锆英砂材料。所述纳米级防结圈层表面的粗糙度为0.2‑0.4μm。本申请在回转窑内耐火砖层的表面铺设了纳米级防结圈层,纳米级防结圈层具有粗糙度小,不粘附低熔点物质的特点,从而解决了转窑设备存在的结圈问题,特别是以煤为燃料时严重结圈现象得到了缓解,在回转窑生产中,避免了因结圈引起的减产、停产及安全事故的发生。技术研发人员:张永康,吴清源受保护的技术使用者:广东镭奔激光科技有限公司技术研发日:技术公布日:2024/8/1本文地址:https://www.jishuxx.com/zhuanli/20240802/261315.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表