一种降低连线产生的陶瓷覆铜载板撕膜设备及方法与流程
- 国知局
- 2024-08-30 14:28:19
本发明是一种降低连线产生的陶瓷覆铜载板撕膜设备及方法,属于陶瓷覆铜载板生产。
背景技术:
1、igbt功率模块使用的的amb和dcb等陶瓷覆铜载板通常伴随着高厚度的铜线路,目前图形转移工艺主要包括了板面清理、贴膜、曝光、显影、蚀刻、去膜等流程,这些线路图形在制作过程中易出现图形异常现象,特别是在显影和蚀刻步骤中,精度至关重要,因为即使是微小的膜料残留严重影响最终产品的性能和可靠性;
2、在显影前,一般采用人工对陶瓷覆铜载板上的保护膜从板面边角部位开始进行撕膜作业,而手动撕膜时撕动力度大小不一,致使陶瓷覆铜载板的板面易残留有膜料,而膜料在显影蚀刻时无法被药水有效去除,进而在陶瓷覆铜载板上形成线路连线概率较大,会影响陶瓷覆铜载板质量。
3、本技术实现要素:
4、针对现有技术中的问题,本发明提供了一种降低连线产生的陶瓷覆铜载板撕膜设备及方法。
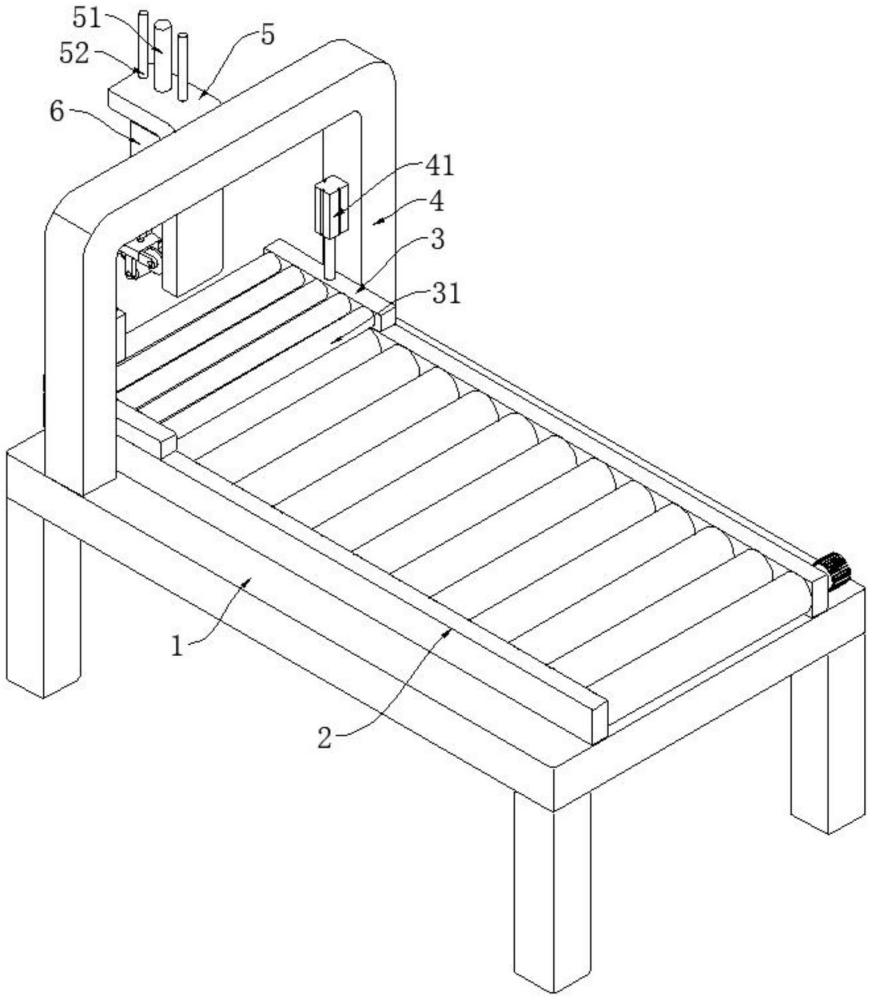
5、本发明解决其技术问题所采用的技术方案是:一种降低连线产生的陶瓷覆铜载板撕膜设备,包括安装台,所述安装台上端左侧对称设置倒u型架的两个竖向部,所述安装台上端安装辊筒式输送机,且辊筒式输送机位于倒u型架的两个竖向部之间,所述倒u型架内部设置夹持件,且夹持件位于辊筒式输送机上端,所述倒u型架的横向部左端安装竖向布置的l型板的竖向部,所述l型板的竖向部左端滑动连接竖向布置的移动板;
6、所述移动板上端设置升降件的活动部,且升降件安装在l型板上,所述移动板前端活动安装放胶件,且放胶件贯穿移动板,所述移动板前端设置固定板,且固定板位于放胶件下侧,所述固定板下端设置竖向布置的第一升降设备的固定部,所述第一升降设备的活动部下端安装辅助板,且辅助板滑动连接在移动板前端上;
7、所述辅助板下侧安装竖向布置的压柱,所述辅助板上设置功能件,且功能件位于压柱右侧,所述辅助板上端安装第二升降设备的固定部,且第二升降设备位于固定板左侧,所述第二升降设备的活动部贯穿辅助板并与压柱连接,所述辅助板左端设置竖向布置的辅助件。
8、进一步地,所述辅助件包括两个安装板,两个所述安装板对称设置在辅助板左端上,两个所述安装板之间安装竖向布置的u型盒,且u型盒位于辅助板左侧;
9、所述u型盒左端贴合盖板,所述盖板后端与u型盒后端相互铰接,所述盖板前端与u型盒前端可拆卸连接,所述盖板左端下侧设置加热器,且加热器延伸至盖板右端上;
10、所述u型盒的两个竖向部之间右侧转动连接第二导向轮,且第二导向轮延伸出u型盒上侧,所述u型盒的两个竖向部之间右侧转动连接第三导向轮,且第三导向轮延伸出u型盒下侧,所述第二导向轮与第三导向轮均位于盖板右侧。
11、进一步地,所述功能件包括压轮,所述压轮活动设置在辅助板下端上,且压轮位于压柱右侧,所述辅助板右端活动安装第一导向轮,且第一导向轮位于l型板的竖向部左侧。
12、进一步地,所述放胶件包括两个中空轴,两个所述中空轴对称转动连接在移动板前端上,且中空轴位于固定板上侧,所述移动板后端设置驱动设备的固定部,所述驱动设备的活动部贯穿移动板并与位于右侧的中空轴连接;
13、所述中空轴内部活动设置拉板,所述中空轴前端贴合拉柄,所述拉板前端安装拉杆,所述拉杆前端穿过中空轴并与拉柄连接,所述拉杆外端活动设置限制板,且限制板安装在中空轴内部;
14、所述拉板前端设置第二环形磁铁,且第二环形磁铁位于拉杆外侧,所述限制板后端安装第一环形磁铁,且第一环形磁铁位于拉杆外侧,所述第一环形磁铁处在第二环形磁铁正前方,且第一环形磁铁与第二环形磁铁相互排斥布置;
15、所述中空轴外端活动设置多个夹条,且夹条延伸入中空轴内,所述夹条位于移动板前侧,且夹条位于限制板前侧,所述夹条朝内端等距活动设置多个支臂,且支臂呈后高前低倾斜布置,所述支臂另一端活动安装在拉杆外端上。
16、进一步地,所述升降件包括第三升降设备,所述第三升降设备的固定部安装在l型板的横向部上端,所述第三升降设备的活动部贯穿l型板的横向部并与移动板上端连接;
17、所述移动板上端对称设置两个竖向布置的圆杆,且两个圆杆位于第三升降设备左右两侧,所述圆杆上端贯穿l型板的横向部,且l型板与圆杆滑动连接。
18、进一步地,所述夹持件包括两个活动板,两个所述活动板对称贴合在辊筒式输送机的固定部上端,两个所述活动板之间等距设置多个辅助辊轮,且辅助辊轮位于l型板下侧,两个所述活动板上端均设置竖向布置的第四升降设备的活动部,两个所述第四升降设备的固定部分别设置在倒u型架的两个竖向部朝内端上。
19、一种降低连线产生的陶瓷覆铜载板撕膜设备的加工方法,包括以下步骤:
20、第一步、上料,先将曝光后的陶瓷覆铜载板放入放料平台上,再利用机械手从放料平台上取出陶瓷覆铜载板,并对陶瓷覆铜载板进行角度调整,再将角度调整后的陶瓷覆铜载板定位放置到辊筒式输送机上端,并利用辊筒式输送机使陶瓷覆铜载板向左运动;
21、第二步、预处理,当陶瓷覆铜载板向左运动到撕膜位置后,通过第四升降设备,使活动板以及辅助辊轮下移,进而利用辅助辊轮对位于辊筒式输送机上的陶瓷覆铜载板进行压持,再利用第三升降设备,使移动板等部件向下移动,进而使压轮与辅助辊轮之间相互靠近,再利用第一升降设备,使辅助板以及压轮向下移动,进而压轮上缠绕的胶带的胶水面与陶瓷覆铜载板的保护膜相互贴合;
22、第三步、撕膜,再通过第二升降设备,驱动压柱上下运动,进而利用压柱,使胶带的胶水面与陶瓷覆铜载板的保护膜相互紧密粘接,然后利用第三升降设备,使移动板等部件向上运动,进而通过胶带将陶瓷覆铜载板的保护膜撕出一部分,再通过第四升降设备,使活动板以及辅助辊轮上移,解除对陶瓷覆铜载板的压持,并利用辊筒式输送机使陶瓷覆铜载板向左运动,从而将陶瓷覆铜载板的保护膜完全撕出,同时利用机械手将撕出的保护膜取出。
23、本发明的有益效果:
24、1、利用第一电动推杆、活动板以及辅助辊轮对陶瓷覆铜载板进行压持,有效降低在撕膜时陶瓷覆铜载板发生抖动等概率,保证撕膜质量,并通过第三电动推杆、辅助板以及压轮向下移动,使胶带的胶水面与陶瓷覆铜载板的保护膜相互贴合,并通过第四电动推杆以及压柱,对胶带与覆铜载板的保护膜粘接局域进行循环撞击,从而使胶带的胶水面与陶瓷覆铜载板的保护膜相互紧密粘接,有效保证胶带与陶瓷覆铜载板的保护膜之间粘接质量,有效降低胶带与陶瓷覆铜载板的保护膜之间发生脱离概率,提升撕膜效果,并利用第二电动推杆、移动板、固定板等部件向上运动,实现对陶瓷覆铜载板进行自动化机械式撕膜,有效减少因手动撕膜而使后续显影蚀刻出现连线概率,有效保证陶瓷覆铜载板质量。
25、2、利用拉杆以及多个支臂,使多个夹条向内运动到极限位置上,并在第一环形磁铁与第二环形磁铁之间产生的排斥力作用下,使第二环形磁铁、拉板以及拉杆向后移动,并在支臂辅助下,使多个夹条向外运动,进而进行紧固夹持作业,实现便捷拆装,可快速撕膜作业;
26、3、通过伺服电机以及位于右侧的中空轴,可对使用后的胶带进行收卷,实现胶带上缠绕在压轮下部外端的区域进行更换,有效降低胶带与陶瓷覆铜载板上的保护膜之间发生脱落等概率,有效保证撕膜效果。
27、4、盖板与u型盒形成一个通道,实现对待使用的胶带的粘接区域进行隐藏保护,有效减少杂质附到胶带粘接面概率,有效保证胶带能正常进行撕膜作业,并利用加热器,从而对胶带粘接面进行加热,有效避免胶带粘接面的胶水发生凝固概率,有效保证胶带能正常进行撕膜作业。
28、5、利用第一弹性件,对与保护膜粘接的胶带局域施加回拉力,若胶带与保护膜之间引气泡等因素未进行有效粘接时,会在回拉力作用下使胶带与保护膜之间进行分离,提升胶带与保护膜之间粘接效果,有效保证撕膜效果。
技术实现思路
本文地址:https://www.jishuxx.com/zhuanli/20240830/282230.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。