一种大平方线材的端子进料、安装固定机构及其安装方法与流程
- 国知局
- 2024-09-11 14:36:31
本发明涉及线材加工设备,具体涉及一种大平方线材的端子进料、安装固定机构及其安装方法。
背景技术:
1、目前,在对线材进行加工过程中,需要从将线材端部的外皮剥离,在露置的内芯外连接端子,随后将护套连接固定在线材和端子之间。
2、现有技术中,通常采用人工的方式对线缆的外皮进行剥离操作,手动将端子套入内芯后,再套入护套,最后将带有护套和端子的线材转运至下一工位,整体自动化程度较低,工作效率不高,尤其是在应对大平方线材时的剥皮操作,该种线材的外皮厚度较大,人工不易剥离,还需配备专业工具,还存在一定的安全隐患,同时,人工操作还存在对线材内芯的损伤风险。
3、现有技术中的一种线缆外绝缘片剥线装置,公开号为cn203193197u,包括:一种线缆外绝缘片剥线装置,主支架的一侧设置往复驱动机构,往复驱动机构驱动滑动设置在主支架上的外绝缘皮剥线机构,所述剥线机构包括固定在一剥线座的圆弧刀面的下剥刀,所述剥线座上设置一升降机构作用与下剥刀匹配工作的上剥刀;安装在上锡机里时,当输送机构将线缆送入本实用新型的线缆外绝缘片剥线装置时,上锡机将线缆固定,升降机构作用下将上剥刀推向圆弧刀面的下剥刀切破电缆的外绝缘皮,该种线缆剥线装置虽然具备用于剥线的剥刀,但其剥刀是呈圆弧状的上下对切的方式,并不能保证外皮被完整的切割,在将外皮从线材上剥离时仍存在撕扯的相互作用,导致线材的切割端面存在不规整的毛面,对后序的端子套接产生阻碍,同时,还需要设置额外的端子装配装置,在端子装配与线材剥切之间仍需要人工转运,自动化程度不高。
技术实现思路
1、针对现有技术存在的不足,本发明的目的在于提供一种大平方线材的端子进料、安装固定机构及其安装方法。
2、本发明的上述技术目的是通过以下技术方案得以实现的:一种大平方线材的端子进料、安装固定机构,包括:
3、转运装置,包括沿线材加工方向设置的转运轨道,以及沿线材长度方向和竖向可滑动设置的前夹持模块和后夹持模块,所述线材端部设有活动的线套,所述前夹持模块夹持在线套和线材上;
4、旋转剥切装置,包括旋转头、设置在旋转头内的剥皮刀、用于驱动旋转头转动的旋转模组,以及驱动旋转头相对于线材长度方向移动的旋转进给模组,所述旋转头内设有用于供线材端部置入的剥皮通道,所述剥皮刀在剥皮通道内具有进出线位置和剥皮位置,所述剥皮刀在进出线位置相对线材端部张开,以供线材端部进出;所述剥皮刀在剥皮位置朝向线材端部靠近并切入线材的外皮,且所述剥皮刀在剥皮位置随旋转头转动,并逐渐切入至外皮的内表面;
5、除套装置,包括相对线材内芯开合的夹片,所述转运装置夹持线材并将线材内芯伸入夹片之间,且所述转运装置在夹片靠拢状态下回位,以将外皮从线材端部脱离;
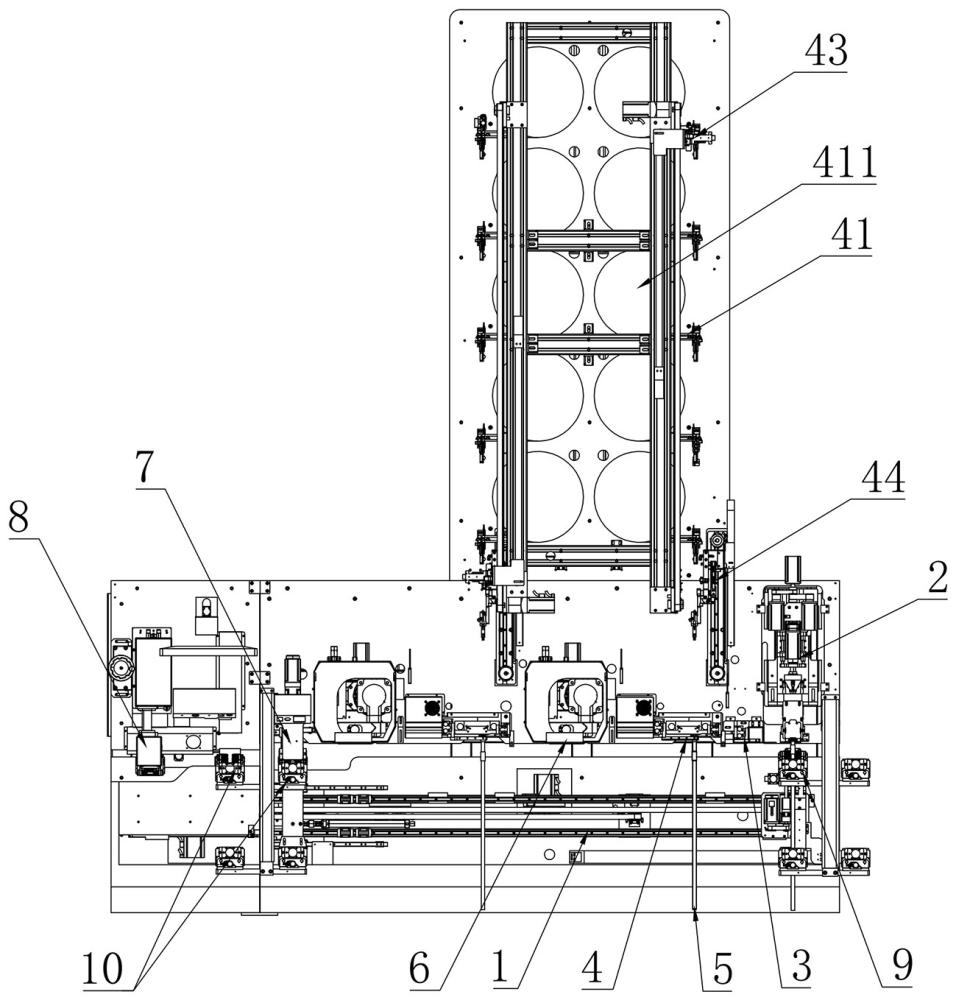
6、端子接合装置,包括出料轨道、接合座、可开合的设置在接合座上的线材导向板组和端子导向板组,以及可活动的衔接在接合座与出料轨道之间的端子出料组件;
7、所述端子出料组件包括端子取料模组和端子调位模组,所述端子取料模组在出料轨道处夹持端子,所述端子调位模组用于调整端子以同轴于线材的接合姿态至端子导向板组上,所述线材导向板组和端子导向板组相对设置,且所述端子被约束在端子导向板组之间,所述线材导向板组上设有用于供线材内芯通过的导向通道,所述转运装置夹持线材并沿线材长度方向行进,以使线材内芯进入导向通道并接入端子。
8、进一步,所述出料轨道一端设有端子振动盘,所述出料轨道另一端设有端子阻隔气缸;
9、所述端子上设有用于供内芯接入的芯套;
10、所述端子取料模组包括设置在出料轨道上方的端子取料夹爪,以及用于驱动端子取料夹爪活动的三轴移动模组,所述端子在出料轨道和端子取料夹爪中保持以立式的下料姿态;
11、所述端子调位模组包括端子调位夹爪,以及驱动端子调位夹爪在对应于端子的接合姿态和下料姿态之间转动的调位组件,所述端子调位夹爪动作并将芯套以朝向内芯敞口的姿态定位在端子导向板组上,通过以上改进,将端子的出料夹持动作,以及端子的调位动作分离出两个动作模组实现,以适应端子在出料轨道上输送的姿态,且端子调位模组与端子取料模组均位于同一竖直面上, 有效提高空间利用率。
12、进一步,所述旋转剥切装置还包括与旋转头固定连接的旋转轴、可滑动的套设在旋转轴上的导向锥套,以及可摆动的设置在旋转头上的杠杆,所述杠杆的一端连接剥皮刀,所述杠杆的另一端承接在导向锥套上;
13、所述旋转剥切装置还包括用于提供线性驱动力的剥皮进给组件,所述剥皮进给组件的动作端连接导向锥套,并驱动导向锥套朝向杠杆移动,以使所述杠杆致动剥皮刀朝向剥皮位置靠拢,或是驱动导向锥套远离杠杆,以使所述杠杆带动剥皮刀朝向进出线位置张开,通过以上改进,以锥面的导向锥套的推进控制杠杆和剥皮刀的开合,有利于提高对剥皮刀对切入位置的精度。
14、进一步,旋转模组,包括与旋转轴传动连接的旋转电机,以及至少一个支撑架,所述旋转轴转动设置在支撑架上;
15、旋转进给模组,包括至少一个滑动架,以及驱动滑动架沿线材长度方向移动的第一丝杆螺母模块,所述支撑架固定在滑动架上,所述旋转头通过支撑架设置在滑动架上方;
16、剥皮进给组件,包括设置在滑动架上的第二丝杆螺母模块,以及传动设置在第二丝杆螺母模块的动作端上的连接头,所述连接头套设在旋转轴上滑动,并与导向锥套固定连接。
17、进一步,所述转运轨道的一侧还设有端子压装装置,所述端子压装装置包括相对设置的压装上模和压装下模,以及滑动设置在压装上模和压装下模内的定型模块,所述定型模块在开模状态下界定出初始轮廓,并随压装上模和压装下模的合模动作而相互靠近并界定出定型轮廓,所述定型模块在初始轮廓下允许端子进出,且所述定型轮廓的最小内径至少小于端子的外径。
18、进一步,所述定型模块上设有用于构成初始轮廓和定型轮廓的抵压斜面,所述定型模块在合模作用下保持以当前的姿态同步滑动,并给予抵压斜面平行的偏置行程,以构成等比例偏置的初始轮廓和定型轮廓。
19、进一步,所述转运轨道的一侧还设有沿线材加工方向依次设置的线套预热定型装置和线套热定型装置,所述线套预热定型装置包括设置在转运轨道上方的捋套机械手,以及设置在转运轨道下方的暖风管,所述暖风管正对设置在端子下方,并相对线材的左右两侧可移动的设置,所述捋套机械手收拢在线套侧,并推动线套套接在端子外侧;
20、所述线套热定型装置包括朝向线材的端部可移动设置的高温热缩头,所述高温热缩头包裹端子和外皮的交界部位,以将线套热缩定型。
21、进一步,所述线套热定型装置与线套预热定型装置之间还设有热定型定位模组,所述热定型定位模组至少包括关于线材的长度方向设置在前夹持模块后侧的前热定型夹持模块,所述前热定型夹持模块设置在前夹持模块的上方,所述前热定型夹持模块夹持线材在线套热定型装置和线套预热定型装置上,通过以上改进,通过热定型定位模组的设置,使得在线套进行热定型和定型过程中,转运装置能够临时的释放线材,以避免前夹持模块在线材端部热定型和预热定型过程中产生干涉。
22、进一步,所述转运装置还包括设置在转运轨道上的转运底座、设置在转运底座上的转运架,以及驱动转运架沿线材长度方向移动的转运进给模组,所述前夹持模块和后夹持模块设置在转运架的两端,通过以上改进,转运进给模组得以直接带动线材推进和回位,以便于快速对接至加工位置。
23、本发明还提供应用于平方线材的端子进料、安装固定机构的安装方法,包括以下步骤:
24、s1、前夹持模块和后夹持模块将待加工的线材夹持,线材待加工的端部伸出于前夹持模块,且前夹持模块同时夹持在线套上,准备移动至下一工序;
25、s2、转运装置与旋转剥切装置线性对接,线材的端部被线性的保持,旋转进给模组动作并带动旋转头朝向线材移动,此时剥皮进给组件保持剥皮刀在进出线位置,直至线材端部置入剥皮通道内,随后剥皮进给组件动作并推动导向锥套朝向杠杆移动,杠杆摆动并迫使剥皮刀移动至剥皮位置,旋转模组同步带动旋转轴和旋转头转动,剥皮进给组件和旋转进给模组回位,线材端部的外皮被剥皮刀带动分离一定距离,并露置出线材的内芯;
26、s3、转运装置带动线材与除套装置线性对接,线材的内芯被线性推送至打开的夹片之间,随后夹片合拢至内芯与外皮的外径之间,夹片在转运装置带动线材回位时阻止外皮移动,从而将内芯上被剥切的外皮从线材分离,随后对分离的外皮进行收集;
27、s4、端子在出料轨道上逐个的移送,端子取料模组在出料轨道末端抓取端子,并通过端子调位模组对端子的姿态调整,使得端子的芯套被调整至朝向内芯敞口,随后端子导向板组通过开合动作将端子定位,等待线材的内芯接入;
28、s5、转运装置带动线材与接合座线性对接,在线材导向板组上设置不同尺寸的导向通道,并根据当前的线材尺寸将对应的导向通道对齐至端子导向板组,此时内芯与导向通道线性对齐,转运装置将线材线性推送,以使内芯穿过导向通道后置入在端子的芯套之内;
29、s6、压装上模和压装下模在开模状态下,定型模块释放模腔并界定出初始轮廓,随后转运装置带动线材移动至端子压装装置,并推送端子进入定型模块之间,随后定型模块在合模作用下相对平行的偏置的同步移动,并将端子的芯套挤压形变至定型轮廓,此时线材内芯与端子固定;
30、s7、转运装置将线材移动至暖风管上方,前夹持模块释放线材,且线材位于线套的后端在线套预热定型装置中被夹持,捋套机械手首先张开至线套的后端,随后合拢并朝向端子移动,以使线套套合至端子与外皮的交界部位之外,暖风管工作并对线套进行预热;暖风管工作并对线套进行预热;
31、s8、转运装置将线材对齐至高温热缩头,前夹持模块释放线材,且线材位于线套的后端在线套热定型装置中被夹持,随后高温热缩头朝向线材端部移动,以使线套被覆盖在高温热缩头之内,线套在高温作用下热缩固定在线材与端子之间。
32、与现有技术相比,本发明具有以下优点和有益效果:
33、1、本发明通过转运装置对线材进行夹持,且在各个加工工位之间转运过程中,前夹持模块至少部分的保持在线套上,从而确保未定型的线套在线材上的位置,提高线材转运可靠性,且前夹持模块和后夹持模块得能够保持夹持的状态带动线材推进,以便于线材端部进入加工位置,以及在当前加工位置完成后的转运工作;
34、2、在剥线过程中,旋转头内的剥皮刀首先张开至进出线位置,随后旋转进给模组带动旋转头,以使线材的端部置入在剥皮通道之中,剥皮刀在旋转头内动作并靠近剥皮位置,旋转头同步进行转动,使得剥皮刀逐渐的切入线材外皮,直至线材外皮被完成的切割,并且,在剥皮刀保持在剥皮位置的前提下,剥皮进给组件远离线材端部回位,使得线材上被剥切的外皮能够部分的脱离,将线材的内芯露出,以便于后序的加工;
35、3、本发明的旋转剥切装置在完成外皮的剥切后,对外皮进行部分的脱离,并由转运装置在除套装置的夹片中来回推送,实现外皮从线材内芯上完整的脱离,从而将外皮的脱离工序从旋转剥切装置中分离,便于对脱离外皮的收集,防止外皮脱离落入设备的传动部位,以及外皮堆积的情况出现;
36、4、本发明的在端子出料组件的动作轨迹上设置接合座,转运装置通过推送将线材的内芯插入线材导向板组的导向通道中,而端子在调整姿态后被定位在与线材导向板组相对的端子导向板组上,使得转运装置对线材的推送动作即可完成端子与线材内芯的套接,通过接合座确保待连接的线材内芯和端子的相对位置,借助转运装置的推送完成套接动作, 有效提高端子与内芯接合操作的快捷性和自动化程度。 。
本文地址:https://www.jishuxx.com/zhuanli/20240911/291559.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表