基于粉末涂料生产的中央工控工业互联管理平台的制作方法
- 国知局
- 2024-09-11 14:52:31
本发明涉及工业管理,具体涉及基于粉末涂料生产的中央工控工业互联管理平台。
背景技术:
1、目前,对于粉末涂料的生产来说,具体通过中央管理平台接收订单信息,以根据订单信息的需求构建生产信息,生产信息分配至对应的生产中心进行生产物料,由此实现自动化粉末涂料的生产作业。
2、其中,在订单信息生成后,需要根据订单信息中粉末涂料的需求量确定物料原料,由此以将物料原料配送至定点的存放区,以便于后续生产中心提取存放区内的物料原料执行生产作业,但是,因目前的生产中心通常是呈连续性生产的,也就是说,在上一次连续生产结束后,就需要即时投入后续的生产,那么在此过程中,如何根据当前的生产状况,计算后续待生产的订单信息的生产时间;
3、以及,在生产时间的确定下,如何确定目前的中央管理平台能够在生产时间之前预先对物料原料配送至定点的存放区,以确保后续能够正常、且不间断的生产是目前需要解决的问题。
技术实现思路
1、针对现有技术所存在的上述缺点,本发明提供了基于粉末涂料生产的中央工控工业互联管理平台,能够有效解决现有技术中生产中心连续生产结束后,需要即时投入后续的生产,那么如何根据当前的生产状况,计算后续订单信息的生产时间,并分析如何确定目前的中央管理平台能够在生产时间之前预先对物料原料配送至定点的存放区,以确保后续能够正常、且不间断的生产是目前需要解决的问题。
2、为实现以上目的,本发明通过以下技术方案予以实现:
3、本发明提供基于粉末涂料生产的中央工控工业互联管理平台,至少包括:
4、中央管理平台,其用于确定订单信息,还包括:
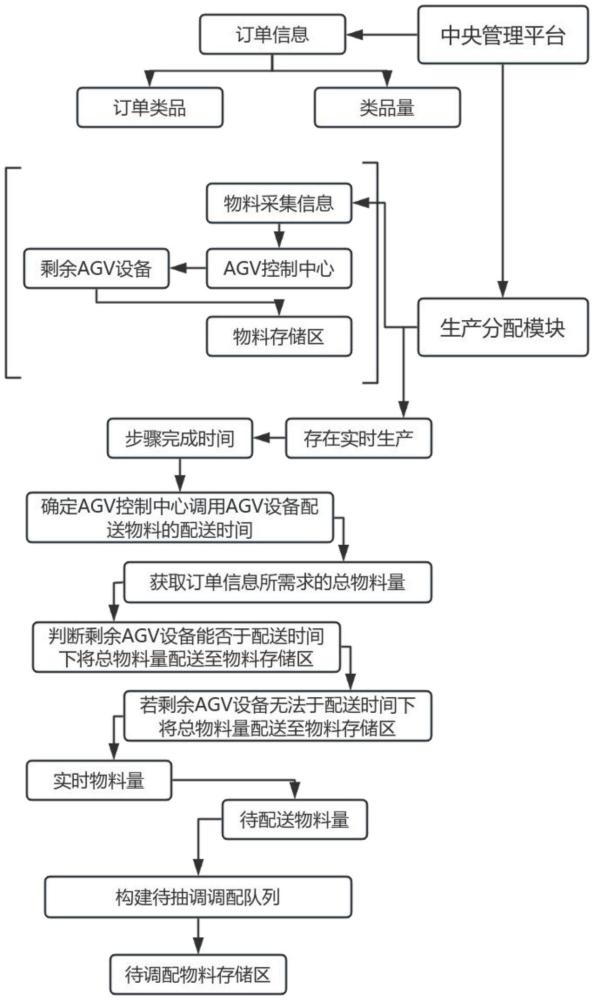
5、设置于中央管理平台内的生产分配模块,其用于订单信息传输至生产中心,并生成物料采集信息向库存中心发送,以使agv控制中心调用剩余agv设备配送物料至物料存储区,其中:
6、若生产中心当前存在实时生产时,确定实时生产的结束时间endt于排料时间pt,由此得到步骤完成时间stept,以确定agv控制中心调用agv设备配送物料的配送时间dtbut,通过获取订单信息所需求的总物料量ztwgs,以判断剩余agv设备能否于配送时间dtbut下将总物料量ztwgs配送至物料存储区,此中:
7、若剩余agv设备无法于配送时间dtbut下将总物料量ztwgs配送至物料存储区时,则获取通过剩余agv设备于配送时间dtbut下配送的实时物料量sw,由此明确待配送物料量sg,以在待配送物料量sg生成时,通过构建待抽调调配队列,以于待抽调调配队列中确定将待配送物料量sg配送至物料存储区的待调配物料存储区,以形成对订单物料的配送管控。
8、进一步地,所述实时生产是指当前生产中心的生产设备处于生产作业,其中:
9、实时生产结束时间endt的确定方法为:
10、获取实时生产预设的阶段生产时间jdstt以及执行生产的起始时间startt;
11、将起始时间startt与阶段生产时间jdstt之间进行求和得到实时生产的结束时间endt;
12、获取实时生产于生产设备中的排料时间pt,排料时间pt=mq/nv进行确定,其中,mq为作业料量,nv为排料速度。
13、进一步地,所述配送时间dtbut的确定方法为:
14、结束时间endt和排料时间pt求和得到步骤完成时间stept,将步骤完成时间stept标记为生产中心对订单类品执行生产的初始生产时间cstartt,以获取当前时间与起始生产时间cstartt之间的时间并标记为配送时间dtbut。
15、进一步地,所述判断剩余agv设备能否于配送时间dtbut下将总物料量ztwgs配送至物料存储区的方法为:
16、获取订单类品对应的物料种类,以及类品量对应的物料量wgs,获取agv设备的配送容量rl,确定库存中心内物料种类的库存坐标,将agv设备所处的位置标记为agv坐标,物料存储区所处的位置标记为物料存储坐标;
17、根据agv坐标与库存坐标按照最短时间构建起始路径,依据起始路径确定起始损耗时间qsht,根据库存坐标和物料存储坐标按照最短时间构建配送路径,依据多个配送路径确定总体配送时间plt;
18、当配送时间dtbut≥总体配送时间plt时,则剩余agv设备能于dtbut下将物料配送至物料存储区,反之则无法于dtbut下将物料配送至物料存储区。
19、进一步地,根据物料种类划分为第一种类、第二种类和其他种类;
20、确定第一种类物料量wgs的第一配送时间ywgst:
21、
22、式中,ylt为第一种类的库存坐标与物料存储坐标之间的配送路径的配送时间,为运输第一种类物料量wgs的次数,zxt为装卸载时间,获取剩余agv设备每次装载物料的装载时间zt和卸载物料的卸载时间xt,根据不同物料种类得到的配送次数,根据次数不同物料种类分别对应的装载次数zzc和卸载次数xzc,将装载次数zzc和卸载次数xzc分别与装载时间zt和卸载时间xt进行结合得到装第一种类的卸载时间zxt,zxt=zzc×zt+xt×xzc;
23、确定第二种类物料量wgs的第二配送时间ewgst:
24、预先以物料存储坐标与第二种物料量wgs的库存坐标构建配送路径,依据配送路径确定第二配送时间ewgst:
25、
26、式中,elt通过第二种类的库存坐标与物料存储坐标之间的配送路径的配送时间;
27、其他种类物料量wgs的其他配送时间twgst根据第二配送时间ewgst的公式得到,其中,当物料种类为多个时,其他配送时间twgst亦为多个;
28、根据ywgst、ewgst、twgst以及qsht之和确定总体配送时间plt,当存在多个twgst时,以多个twgst与ywgst、ewgst以及qsht之和得到plt。
29、进一步地,所述plt确定时:
30、采集每个剩余agv设备的能源量sc,根据sct为持续时间,scv为能源损耗速度,其中:
31、若存在sct≥dtbut时,剩余agv设备于dtbut下进行配送作业;
32、若存在sct<dtbut时,剩余agv设备的能源量sc无法于dtbut下进行配送作业,由此根据bc=dtbut-plt,bc为补充时间,获取agv控制中心内换电补充设备的换电时长hd,其中:
33、当bc≥hd时,以生成换电补充信号输入至agv控制中心,agv控制中心于配送路径上划定换电补充区域,使agv控制中心分配换电补充设备于换电补充区域下对途径且sct<dtbut的agv设备执行换电,再生成作业配送信号。
34、进一步地,所述plt<dtbut时:
35、生成临时应急信息,以明确在不同时间下剩余agv设备所运输的实时物料量sw;
36、根据第一种类、第二种类和其他种类之和所确定的总物料量ztwgs,sg=ztwgs-sw,sg为待配送物料量;
37、获取物料存储区的物料存储坐标,以获取与物料存储区存在关联的其他物料存储区,且该其他物料存储区存在满足待配送物料量sg,获取其他存储区坐标,以将其他物料存储区按照与物料存储坐标由近至远构建待抽调调配队列;
38、分别确定抽调调配队列中其他物料存储区的使用时间jsnt,将使用时间jsnt与dtbut进行比对,当jsnt小于或与dtbut相同时,将jsnt小于或与dtbut相同的对应的其他物料存储区预先剔除并重新生成待抽调调配队列,以在待抽调调配队列中确定排序在前的其他物料存储区并将其标记为待调配物料存储区。
39、进一步地,确定dtbut后剩余agv设备于库存中心配送待配送物料量sg所需要的补充配送时间,根据补充配送时间与使用时间jsnt比对:
40、当补充配送时间高于使用时间jsnt时,将该补充配送时间对应的其他物料存储区由待抽调调配队列中剔除,重新构建待抽调调配队列中,以在待抽调调配队列中将排序在前的其他物料存储区确定为待调配物料存储区。
41、本发明提供的技术方案,与已知的现有技术相比,具有如下有益效果:
42、通过获取订单信息,以根据订单信息确定库存中心向生产区域中物料存储区所进行配送的物料量,并通过计算生产中心当前所存在生产作业的结束时间,以明确生产中心待执行生产的初始生产时间,由此明确物料量的配送时间,进而来分析当前agv控制中心内的agv设备能否于生产时间以及配送时间无误的将生产物料量配送至物料存储区,以确定生产中心生产的不间断性;
43、依据agv设备配送的判断结果,以在无法于配送时间下将生产物料量配送至物料存储区时,通过构建抽调调配队列,以于待抽调调配队列中确定将剩余物料配送至物料存储区的待调配物料存储区,以形成对订单物料的配送管控,保障生产中心的不间断作业,并使大量的订单安全执行。
本文地址:https://www.jishuxx.com/zhuanli/20240911/292420.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表