镍片焊接质量检验仪器的制作方法
- 国知局
- 2024-09-14 15:16:28
本发明涉及受力测量,更具体地说,本发明涉及镍片焊接质量检验仪器。
背景技术:
1、在电池pack电阻焊或激光焊接工艺领域,焊接好的电池包需要对焊接点进行焊接质量的检测。检验焊接质量是否达到要求标准,避免虚焊,漏焊,焊接强度不够的情况出现,目前普遍采用的检测手段有两种1、拉力检验;2、电流检验。两种检验方式均存在缺点,例如:
2、1、拉力检验,不能用于批量100%全检,只能抽检,且检验后的电池组已经遭到破坏,会造成浪费。
3、2、电流检验,不能准确确定虚焊,漏焊的具体电芯位置,需要人工二次确认。
4、3、拉力及电流检验不能全面检验镍片焊接的位置是否准确,焊点数量是否缺失,焊接强度是否达标。
5、为此如何在不对电池组造成损伤的前提下,实现100%全检,并且不需要人工二次确认,是本发明要解决的技术问题。
技术实现思路
1、在技术实现要素:部分中引入了一系列简化形式的概念,这将在具体实施方式部分中进一步详细说明。本发明的发明内容部分并不意味着要试图限定出所要求保护的技术方案的关键特征和必要技术特征,更不意味着试图确定所要求保护的技术方案的保护范围。
2、为至少部分地解决上述问题,本发明提供了镍片焊接质量检验仪器,包括:设置有位置调节系统的工作台、设置在所述位置调节系统上的检测组件,用于放置待测物品的置物台,以及中控组件;所述中控组件用于控制所述位置调节系统和所述检测组件,所述检测组件用于检测待测物品的焊接质量,所述检测组件以非接触的形式对待测物品进行检测。
3、优选的是,所述位置调节系统由x轴移动系统、y轴移动系统和z轴移动系统组成,所述检测组件设置在所述x轴移动系统上,或y轴移动系统上,或z轴移动系统上。
4、优选的是,所述检测组件由振动发生器,以及至少四个振动感应器组成,所述振动发生器用于使待测物品上的焊片产生振动。
5、优选的是,所述振动发生器由磁芯和绕在磁芯上的线圈组成,当所述检测组件对待测物品进行检测时,所述磁芯与所述待测物品之间留有空隙,所述振动感应器与所述待测物品之间留有空隙。
6、优选的是,所述检测组件设置在所述z轴移动系统上,所述置物台设置在所述x轴移动系统或y轴移动系统上,所述z轴移动系统用于驱动检测组件沿z轴方向移动,所述x轴移动系统和y轴移动系统用于驱动置物台沿x轴和y轴方向移动。
7、优选的是,所述检测组件设置在所述x轴移动系统或y轴移动系统上,所述置物台设置在所述工作台上,所述位置调节系统用于驱动所述检测组件沿x轴、y轴、z轴方向移动。
8、优选的是,所述振动感应器以所述振动发生器为圆心,呈圆周状环绕在所述振动发生器的外侧,并且所述振动感应器与所述振动发生器之间预留空隙。
9、优选的是,所述振动感应器的底部为内凹的半球形凹槽。
10、优选的是,所述振动感应器为圆柱形,所述振动感应器的底部设置有带有薄膜的封盖。
11、优选的是,所述振动感应器的底部外壁设置有内凹的卡槽,所述封盖上设置有与所述卡槽相适应的卡槽。
12、相比现有技术,本发明至少包括以下有益效果:
13、能够在不与待测物品进行接触的前提下,完成焊接质量检测,不会对待测物品造成损伤,并且可以通过将位置调节系统与中控组件电连接,实现自动检测,无需人工复检,由此实现100%全检,又不损伤待测物品的效果。
14、本发明所述的镍片焊接质量检验仪器,本发明的其它优点、目标和特征将部分通过下面的说明体现,部分还将通过对本发明的研究和实践而为本领域的技术人员所理解。
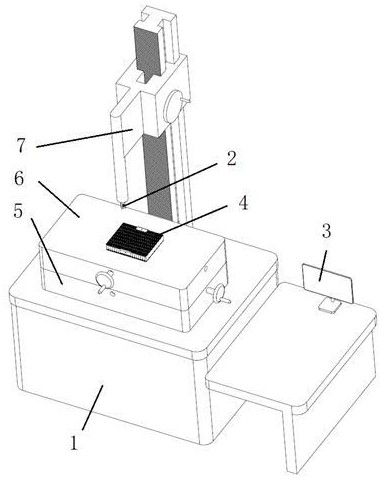
技术特征:1.镍片焊接质量检验仪器,其特征在于,包括:设置有位置调节系统的工作台(1)、设置在所述位置调节系统上的检测组件(2),用于放置待测物品(4)的置物台,以及中控组件(3);所述中控组件(3)用于控制所述位置调节系统和所述检测组件(2),所述检测组件(2)用于检测待测物品(4)的焊接质量,所述检测组件(2)以非接触的形式对待测物品(4)进行检测。
2.根据权利要求1所述的镍片焊接质量检验仪器,其特征在于,所述位置调节系统由x轴移动系统(5)、y轴移动系统(6)和z轴移动系统(7)组成,所述检测组件(2)设置在所述x轴移动系统(5)上,或y轴移动系统(6)上,或z轴移动系统(7)上。
3.根据权利要求1所述的镍片焊接质量检验仪器,其特征在于,所述检测组件(2)由振动发生器(21),以及至少四个振动感应器(22)组成,所述振动发生器(21)用于使待测物品(4)上的焊片(41)产生振动。
4.根据权利要求3所述的镍片焊接质量检验仪器,其特征在于,所述振动发生器(21)由磁芯和绕在磁芯上的线圈组成,当所述检测组件(2)对待测物品(4)进行检测时,所述磁芯与所述待测物品(4)之间留有空隙,所述振动感应器(22)与所述待测物品(4)之间留有空隙。
5.根据权利要求2所述的镍片焊接质量检验仪器,其特征在于,所述检测组件(2)设置在所述z轴移动系统(7)上,所述置物台设置在所述x轴移动系统(5)或y轴移动系统(6)上,所述z轴移动系统(7)用于驱动检测组件(2)沿z轴方向移动,所述x轴移动系统(5)和y轴移动系统(6)用于驱动置物台沿x轴和y轴方向移动。
6.根据权利要求2所述的镍片焊接质量检验仪器,其特征在于,所述检测组件(2)设置在所述x轴移动系统(5)或y轴移动系统(6)上,所述置物台设置在所述工作台(1)上,所述位置调节系统用于驱动所述检测组件(2)沿x轴、y轴、z轴方向移动。
7.根据权利要求3所述的镍片焊接质量检验仪器,其特征在于,所述振动感应器(22)以所述振动发生器(21)为圆心,呈圆周状环绕在所述振动发生器(21)的外侧,并且所述振动感应器(22)与所述振动发生器(21)之间预留空隙。
8.根据权利要求7所述的镍片焊接质量检验仪器,其特征在于,所述振动感应器(22)的底部为内凹的半球形凹槽。
9.根据权利要求8所述的镍片焊接质量检验仪器,其特征在于,所述振动感应器(22)为圆柱形,所述振动感应器(22)的底部设置有带有薄膜(9)的封盖(8)。
10.根据权利要求9所述的镍片焊接质量检验仪器,其特征在于,所述振动感应器(22)的底部外壁设置有内凹的卡槽,所述封盖(8)上设置有与所述卡槽相适应的卡槽。
技术总结本发明公开了镍片焊接质量检验仪器,涉及受力测量技术领域,包括:设置有位置调节系统的工作台、设置在所述位置调节系统上的检测组件,用于放置待测物品的置物台,以及中控组件;所述中控组件用于控制所述位置调节系统和所述检测组件,所述检测组件用于检测待测物品的焊接质量,所述检测组件以非接触的形式对待测物品进行检测。能够在不与待测物品进行接触的前提下,完成焊接质量检测,不会对待测物品造成损伤,并且可以通过将位置调节系统与中控组件电连接,实现自动检测,无需人工复检,由此实现100%全检,又不损伤待测物品的效果。技术研发人员:李伟涛,王友伟,赵星辉,蒋腾亚受保护的技术使用者:广东力科新能源有限公司技术研发日:技术公布日:2024/9/12本文地址:https://www.jishuxx.com/zhuanli/20240914/297606.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表