光伏组件贴胶带设备的制作方法
- 国知局
- 2024-09-23 14:26:19
本申请涉及光伏组件生产,特别是涉及一种光伏组件贴胶带设备。
背景技术:
1、光伏组件由电池片、玻璃、胶膜、背板等经过串焊、排版、叠焊、层压、固化、iv测试、终检、包装等工序后完成生产。光伏组件内不允许存在气泡,由于双玻组件的两面均为玻璃,玻璃厚且刚性强,在双玻组件层压的过程中,采用四氟布紧紧包裹双玻组件,利用真空泵创造真空环境,使得熔化的eva(ethylene vinyl acetate copolymer,乙烯-醋酸乙烯共聚物)中的气泡顺利排出。
2、但是,在层压以及抽真空的过程中,上层玻璃的边缘受力明显大于其它部位,导致玻璃向外凸出,玻璃边缘的气泡无法排出。当双玻组件进入冷却腔后,玻璃向外凸出的部分恢复并产生气泡,故采用层压工装来缓解玻璃边缘的压力。为了更好地排出气泡,需控制层压工装内壁到玻璃边缘的距离,常见的做法是人工将胶带粘贴于双玻组件以及层压工装的束缚带,实现双玻组件与层压工装的定位,然而人工贴胶带的方式浪费人力,劳动强度大,效率低。
技术实现思路
1、基于此,有必要针对人工贴胶带的方式浪费人力、劳动强度大、效率低的问题,提供一种光伏组件贴胶带设备。
2、一种光伏组件贴胶带设备,包括:
3、机架,所述机架用于设于输送装置沿其输送方向的一侧;
4、胶带供应装置,所述胶带供应装置安装于所述机架,所述胶带供应装置用于沿第一方向供应胶带;
5、胶带吸附装置,所述胶带吸附装置包括用于吸附所述胶带的吸盘;
6、旋转驱动装置,所述旋转驱动装置的动力轴与所述吸盘连接,所述旋转驱动装置用于驱动所述吸盘以所述动力轴的轴线为旋转中心转动,以使所述吸盘相对所述旋转驱动装置具有第一位置以及第二位置,在所述第一位置,所述吸盘的长度方向与所述第一方向平行,在所述第二位置,所述吸盘的长度方向与层压工装的束缚带的长度方向相交;
7、移动驱动装置,所述移动驱动装置安装于所述机架,所述移动驱动装置与所述旋转驱动装置驱动连接,所述移动驱动装置用于驱动所述吸盘移动至所述胶带供应装置所在位置并使位于所述第一位置的所述吸盘吸附所述胶带、以及驱动所述吸盘移动至所述输送装置所在位置并使位于所述第二位置的所述吸盘将所述胶带粘贴于所述束缚带与双玻组件。
8、在其中一个实施例中,所述旋转驱动装置的动力轴安装有旋转臂,所述吸盘安装于所述旋转臂。
9、在其中一个实施例中,所述光伏组件贴胶带设备还包括检测装置,所述检测装置安装于所述吸盘,所述检测装置与所述移动驱动装置电连接,所述检测装置用于识别所述束缚带的位置,所述移动驱动装置用于在所述吸盘的中心在所述束缚带上的投影与所述束缚带的中心重合时驱动所述吸盘下压。
10、在其中一个实施例中,所述检测装置包括两个传感器,分别为第一传感器以及第二传感器,所述第一传感器以及所述第二传感器沿所述吸盘的长度方向间隔设置,并分别位于所述吸盘中心的两侧,所述第一传感器至所述吸盘中心的距离与所述第二传感器至所述吸盘中心的距离相等,所述第一传感器与所述第二传感器之间的距离等于所述束缚带的宽度。
11、在其中一个实施例中,所述检测装置包括三个传感器,分别为第一传感器、第二传感器以及第三传感器,所述第一传感器用于检测所述层压工装的直角顶点,所述第一传感器以及所述第二传感器之间的连线与所述第一传感器以及所述第三传感器之间的连线相垂直,所述第二传感器以及所述第三传感器沿所述吸盘的宽度方向间隔设置,并分别位于所述吸盘中心的两侧,所述第一传感器至所述吸盘中心的距离与所述第二传感器至所述吸盘中心的距离相等,所述第二传感器与所述第三传感器之间的距离等于所述束缚带的长度。
12、在其中一个实施例中,所述移动驱动装置设于所述胶带供应装置的上方,所述移动驱动装置自身定义一坐标系,所述坐标系包括相互垂直的x轴、y轴以及z轴,所述x轴为所述第一方向;所述移动驱动装置包括第一驱动组件、第二驱动组件以及第三驱动组件,所述第一驱动组件安装于所述机架,所述第一驱动组件与所述第二驱动组件驱动连接,所述第一驱动组件用于驱动所述第二驱动组件沿所述x轴方向移动;所述第二驱动组件与所述第三驱动组件驱动连接,所述第二驱动组件用于驱动所述第三驱动组件沿所述y轴方向移动;所述第三驱动组件与所述旋转驱动装置驱动连接,所述第三驱动组件用于驱动所述旋转驱动装置沿所述z轴方向移动。
13、在其中一个实施例中,所述第一驱动组件、第二驱动组件以及第三驱动组件均为直线模组。
14、在其中一个实施例中,所述胶带供应装置还包括放卷组件、尾夹组件、拉料组件以及剪切组件,所述放卷组件、所述尾夹组件以及所述拉料组件沿所述第一方向依次间隔设置;所述拉料组件可移动地安装于所述机架,所述拉料组件能够沿所述第一方向朝靠近或者远离所述尾夹组件的方向移动,所述尾夹组件用于夹紧所述胶带的自由端,并在所述拉料组件沿所述第一方向朝远离所述尾夹组件拉动所述胶带时松开所述胶带;所述剪切组件设于所述尾夹组件与所述拉料组件之间的一侧,所述剪切组件用于在所述吸盘吸附所述胶带以及所述尾夹组件夹持所述胶带后剪断所述吸盘与所述尾夹组件之间的胶带。
15、在其中一个实施例中,所述机架设有第四驱动组件,所述第四驱动组件与所述拉料组件驱动连接,所述第四驱动组件用于驱动所述拉料组件沿所述第一方向朝靠近或者远离所述尾夹组件的方向移动。
16、在其中一个实施例中,所述放卷组件包括固定支架、供所述胶带绕过的导向轮以及供所述胶带卷绕的筒芯,所述固定支架安装于所述机架,所述筒芯以及所述导向轮均安装于所述固定支架。
17、上述的光伏组件贴胶带设备,作业时,旋转驱动装置驱动吸盘以旋转驱动装置的动力轴的轴线为旋转中心转动,使得吸盘位于第一位置,此时吸盘的长度方向与第一方向平行。然后,移动驱动装置驱动吸盘移动至胶带供应装置所在的位置,并驱动吸盘向下移动,使得吸盘吸附胶带供应装置供应的胶带。然后,移动驱动装置驱动吸盘移动至输送装置所在的位置,旋转驱动装置驱动吸盘以旋转驱动装置的动力轴为旋转中心转动,使得吸盘位于第二位置。然后,输送装置输送层压工装以及双玻组件至指定位置归正后,移动驱动装置驱动吸盘向下移动,将胶带压设在束缚带以及双玻组件上。如此,光伏组件贴胶带设备可自动将胶带粘贴于束缚带与双玻组件,实现层压工装与双玻组件之间的定位,有利于控制层压工装的内壁至双玻组件边缘的距离,以便更好地排出气泡,保证光伏组件的生产质量,同时节省人力,降低劳动强度,提高生产效率。
技术特征:1.一种光伏组件贴胶带设备,其特征在于,包括:
2.根据权利要求1所述的光伏组件贴胶带设备,其特征在于,所述旋转驱动装置(40)的动力轴安装有旋转臂(41),所述吸盘(31)安装于所述旋转臂(41)。
3.根据权利要求1所述的光伏组件贴胶带设备,其特征在于,所述光伏组件贴胶带设备还包括检测装置(60),所述检测装置(60)安装于所述吸盘(31),所述检测装置(60)与所述移动驱动装置(50)电连接,所述检测装置(60)用于识别所述束缚带(71)的位置,所述移动驱动装置(50)用于在所述吸盘(31)的中心在所述束缚带(71)上的投影与所述束缚带(71)的中心重合时驱动所述吸盘(31)下压。
4.根据权利要求3所述的光伏组件贴胶带设备,其特征在于,所述检测装置(60)包括两个传感器,分别为第一传感器(61)以及第二传感器(62),所述第一传感器(61)以及所述第二传感器(62)沿所述吸盘(31)的长度方向间隔设置,并分别位于所述吸盘(31)中心的两侧,所述第一传感器(61)至所述吸盘(31)中心的距离与所述第二传感器(62)至所述吸盘(31)中心的距离相等,所述第一传感器(61)与所述第二传感器(62)之间的距离等于所述束缚带(71)的宽度。
5.根据权利要求3所述的光伏组件贴胶带设备,其特征在于,所述检测装置(60)包括三个传感器,分别为第一传感器(61)、第二传感器(62)以及第三传感器,所述第一传感器(61)用于检测所述层压工装(70)的直角顶点,所述第一传感器(61)以及所述第二传感器(62)之间的连线与所述第一传感器(61)以及所述第三传感器之间的连线相垂直,所述第二传感器(62)以及所述第三传感器沿所述吸盘(31)的宽度方向间隔设置,并分别位于所述吸盘(31)中心的两侧,所述第一传感器(61)至所述吸盘(31)中心的距离与所述第二传感器(62)至所述吸盘(31)中心的距离相等,所述第二传感器(62)与所述第三传感器之间的距离等于所述束缚带(71)的长度。
6.根据权利要求1所述的光伏组件贴胶带设备,其特征在于,所述移动驱动装置(50)设于所述胶带供应装置(20)的上方,所述移动驱动装置(50)自身定义一坐标系,所述坐标系包括相互垂直的x轴、y轴以及z轴,所述x轴为所述第一方向;
7.根据权利要求6所述的光伏组件贴胶带设备,其特征在于,所述第一驱动组件(51)、第二驱动组件(52)以及第三驱动组件(53)均为直线模组。
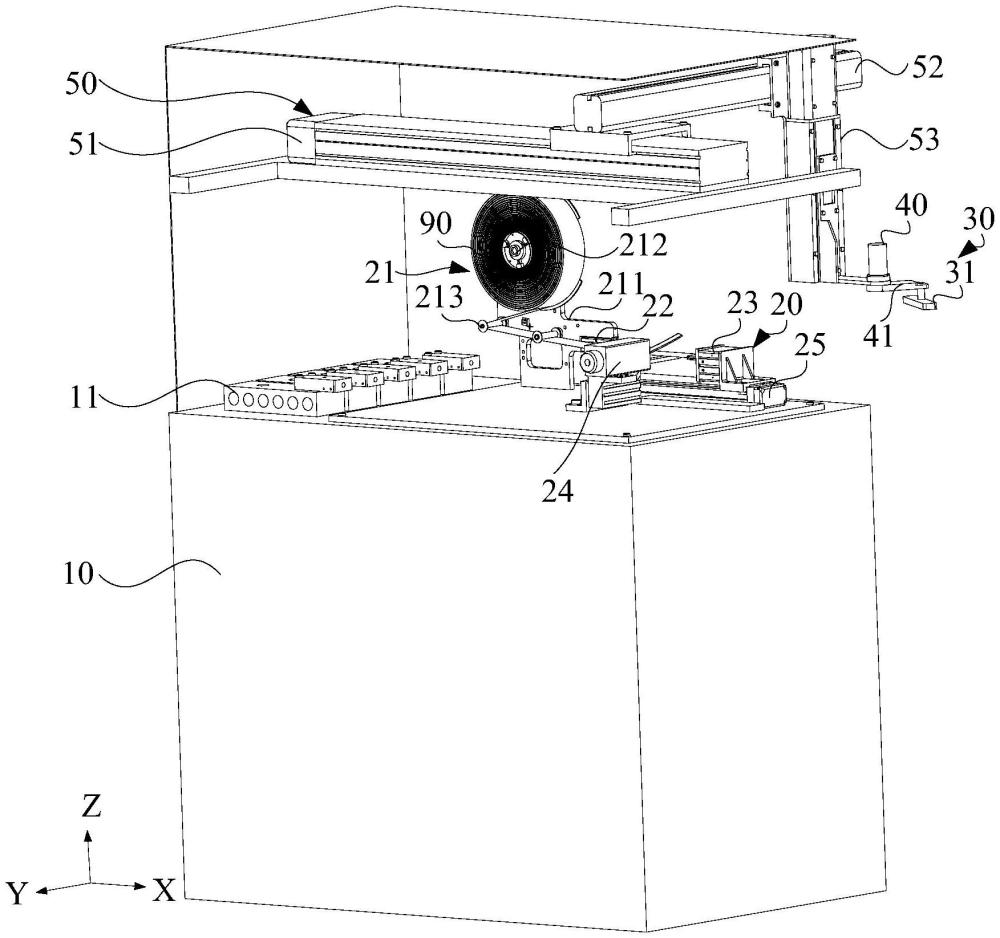
8.根据权利要求1至7任一项所述的光伏组件贴胶带设备,其特征在于,所述胶带供应装置(20)还包括放卷组件(21)、尾夹组件(22)、拉料组件(23)以及剪切组件(24),所述放卷组件(21)、所述尾夹组件(22)以及所述拉料组件(23)沿所述第一方向依次间隔设置;
9.根据权利要求8所述的光伏组件贴胶带设备,其特征在于,所述机架(10)设有第四驱动组件(25),所述第四驱动组件(25)与所述拉料组件(23)驱动连接,所述第四驱动组件(25)用于驱动所述拉料组件(23)沿所述第一方向朝靠近或者远离所述尾夹组件(22)的方向移动。
10.根据权利要求8所述的光伏组件贴胶带设备,其特征在于,所述放卷组件(21)包括固定支架(211)、供所述胶带(90)绕过的导向轮(213)以及供胶带卷绕的筒芯(212),所述固定支架(211)安装于所述机架(10),所述筒芯(212)以及所述导向轮(213)均安装于所述固定支架(211)。
技术总结本申请涉及一种光伏组件贴胶带设备,包括机架、胶带供应装置、胶带吸附装置、旋转驱动装置以及移动驱动装置。胶带供应装置用于沿第一方向供应胶带。旋转驱动装置用于驱动吸盘以动力轴的轴线为旋转中心转动,以使吸盘具有第一位置以及第二位置。移动驱动装置与旋转驱动装置驱动连接,移动驱动装置用于驱动吸盘移动至胶带供应装置所在位置并使位于第一位置的吸盘吸附胶带及驱动吸盘移动至输送装置所在位置并使位于第二位置的吸盘将胶带粘贴于束缚带与双玻组件。如此,光伏组件贴胶带设备可自动将胶带粘贴于束缚带与双玻组件,实现层压工装与双玻组件的定位,以便更好排出气泡,保证光伏组件的质量,同时节省人力,降低劳动强度,提高生产效率。技术研发人员:陈炜,请求不公布姓名,李振,张声贵受保护的技术使用者:通威太阳能(盐城)有限公司技术研发日:20240109技术公布日:2024/9/19本文地址:https://www.jishuxx.com/zhuanli/20240923/302857.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。