一种航空发动机转子拉伸及拉伸量检测装置
- 国知局
- 2024-10-09 16:22:20
本发明属于航空发动机转子拉伸及拉伸量检测,尤其涉及一种航空发动机转子拉伸及拉伸量检测装置。
背景技术:
1、中小型航空发动机压气机转子部件结构,通常为多级转子叶盘串联装配结构,叶盘之间采用端齿啮合联接,在中心拉杆的轴端施加设定的预紧拉力值情况下,利用压气机中心拉杆轴端螺母,将多级叶片盘进行轴向锁紧的方式进行装配。中心拉杆、叶盘、拉压工装等零件加工质量与拉压装配的过程变形量的关系等均不同程度影响转子的刚性,甚至影响转子动力学特性。
2、目前,国内航空发动机压气机结构装配,全过程仍然采用传统手工装配方法,其装配过程中的拉压预紧,采用传统经验工艺设定的理论拉力值执行;针对零件材料特性、加工精度等变化,直接影响拉伸变形量差异不能做到装配过程中关键质量数据实时监测和测量,其装配精度高低及质量稳定性,严重依赖于装配工人的操作经验和熟练程度,目前,通常需要人工进行多次拆装操作,通过试配方法才能实现装配合格产品生产,其装配质量不稳定、装配效率低、工人劳动强度大、装配作业管理困难,严重制约了当代飞机制造对发动机提出的短交付周期、高可靠性和安全性等的要求。
技术实现思路
1、本发明目的在于提供一种航空发动机转子拉伸及拉伸量检测装置,以解决上述的技术问题。
2、为解决上述技术问题,本发明的一种航空发动机转子拉伸及拉伸量检测装置的具体技术方案如下:
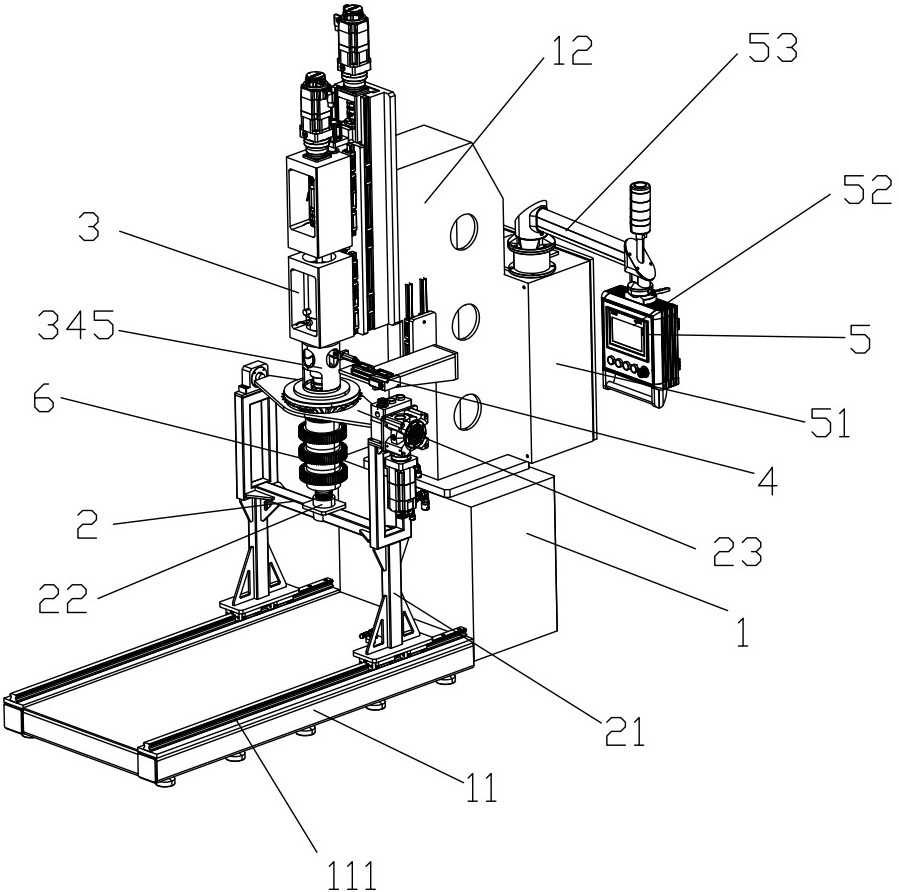
3、一种航空发动机转子拉伸及拉伸量检测装置,包括基础框架、转子止转与定位工装、液压拉伸机构、拉杆拉伸量测量机构和控制系统,所述基础框架包括底座和立柱,所述底座固定安装在地面上,所述立柱垂直固定在底座后侧,所述转子止转与定位工装固定滑动连接在底座上,所述液压拉伸机构和拉杆拉伸量测量装置固定安装在立柱上,所述控制系统固定安装在立柱后方,所述转子止转与定位工装用于固定低压压气机转子,所述液压拉伸机构用于连接并拉伸低压压气机转子,所述拉杆拉伸量测量机构用于测量拉伸低压压气机转子的拉伸量,所述控制系统用于控制液压拉伸机构、拉杆拉伸量测量机构的工作。
4、进一步的,所述底座上具有左右两条平行设置的工装滑轨,所述转子止转与定位工装滑动连接在工装滑轨上。
5、进一步的,所述转子止转与定位工装包括两侧对称设置的工装支架、定位底座和夹持固定件,所述工装支架底部与工装滑轨滑动连接,所述工装支架底部具有手动插销,所述手动插销的销孔套固定在底座上,用于滑动到位后固定工装支架的位置;所述定位底座固定安装在工装支架中间之间,中间具有底部固定槽,所述夹持固定件固定安装在工装支架上方之间,所述夹持固定件中间具有定位通孔,所述低压压气机转子穿过夹持固定件底部通过外花键定位固定在底部固定槽内,上方限位固定子在夹持固定件的定位通孔内。
6、进一步的,所述液压拉伸机构包括进给机构、检测机构、中心拉杆连接机构、拉伸机构,所述检测机构、中心拉杆连接机构、拉伸机构固定在进给机构上,在进给机构的带动下上下运动,所述检测机构用于检测进给机构到位信号;所述中心拉杆连接机构用于与转子的中心拉杆连接,所述拉伸机构用于拉升中心拉杆。
7、进一步的,所述进给机构包括z1驱动伺服电机、z1进给丝杆、直线导轨、z轴滑板和滚珠丝螺母,所述直线导轨固定安装在立柱上,所述z1驱动伺服电机固定安装在直线导轨顶部,所述z1驱动伺服电机输出端与进给丝杆固定连接,所述滚珠丝螺母与z1进给丝杆螺纹连接,所述z轴滑板与滚珠丝螺母固定连接,并与直线导轨滑动连接,所述z驱动伺服电机驱动z1进给丝杆转动,带动与滚珠丝螺母连接的z轴滑板沿着直线导轨上下运动,所述z轴滑板上具有z2直线导轨,所述中心拉杆连接机构、拉伸机构通过z2直线导轨滑动连接在z轴滑板上。
8、进一步的,所述中心拉杆连接机构包括气缸、中心拉杆拧紧伺服电机、减速机、中心拉杆拧入扭矩传感器、电机安装座、拧紧轴,所述电机安装座安装在z2直线导轨上,所述中心拉杆拧紧伺服电机连接减速机,所述减速机固定安装在电机安装座上方中心,所述中心拉杆拧入扭矩传感器安装在电机安装座内,一端与减速机输出端固定连接,另一端与拧紧轴固定连接,所述拧紧轴与下方拉伸机构连接,所述气缸固定安装在电机安装座上方一侧,并与z轴滑板上端固定连接,所述气缸用于推动整个中心拉杆连接机构沿着z2直线导轨向下运动,所述中心拉杆拧紧伺服电机用于驱动拧紧轴转动将拉伸机构与转子的中心拉杆拧紧固定,所述扭矩传感器用于检测拧紧轴的扭矩,提供拉伸机构与转子的中心拉杆拧紧到位信号。
9、进一步的,所述拉伸机构安装在中心拉杆连接机构下方,包括液压缸、液压缸安装座、压力传感器、中心拉杆连接工装、叶盘压紧工装,所述液压缸安装座滑动安装在z直线导轨上,所述液压缸安装在液压缸安装座内,所述压力传感器固定安装在液压缸,所述中心拉杆连接工装限位固定在液压缸内,所述中心拉杆连接工装上端与拧紧轴固定连接,下端通过拧紧轴的转动与中心拉杆螺纹固定连接,所述叶盘压紧工装固定安装在液压缸安装座下方,用于压紧低压压气机转子,所述液压缸用于驱动中心拉杆连接工装带动中心拉杆向上拉伸,压力传感器用于检测拉伸的压力,从而监测拉伸压力值。
10、进一步的,所述拉杆拉伸量测量机构包括z3驱动模组、y轴驱动模组和测量模组,所述z3驱动模组固定安装在立柱侧面,所述y轴驱动模组固定安装在z3驱动模组上,所述测量模组固定安装在z3驱动模组上,所述测量模组在z3驱动模组的带动下实现上下运动,在y轴驱动模组的带动下实现左右运动,所述测量模组运动到中心拉杆端部位置,对中心拉杆的实际拉伸量进行检测。
11、进一步的,所述控制系统包括操作箱和hmi触摸屏和操作臂,所述操作箱固定安装在立柱后侧,所述hmi触摸屏通过操作臂与操作箱连接,所述操作臂具有三个自由度的旋转角度,可以调节hmi触摸屏的位置,所述液压拉伸机构、拉杆拉伸量测量机构与控制系统电连接,通过hmi触摸屏控制工作。
12、本发明的一种航空发动机转子拉伸及拉伸量检测装置具有以下优点:
13、本发明根据航空发动机压气机转子部件装配需求,实现压气机转子装配过程中自动化执行转子拉伸动作,同时,实时检测与采集过程中零件的拉伸变形量数据、分析和决策等,是航空发动机装配从传统固定装配模式向自动化、数字化、智能化装配技术变革的一项重要发明创新,在航空航天发动机数字化、智能化装配领域中具有广泛应用前景。
14、1)本发明的航空发动机转子拉伸及拉伸量检测装置,实现转子部件装配拉伸与检测自动化操作,显著提升装配质量和一致性问题,降低工人劳动强度;
15、2)本发明针对转子中心拉杆施加预紧力、拉抻量的实时采集与分析,实现装配质量数据的数字化、可视化、透明化装配制造;
16、3)采用本装置针对零件材料特性、加工精度等变化,根据装配技术指标参数调整便捷,精度高和适应性强等特点,克服传统采用液压作为动力调整困难、精度差不足。
技术特征:1.一种航空发动机转子拉伸及拉伸量检测装置,包括基础框架(1)、转子止转与定位工装(2)、液压拉伸机构(3)、拉杆拉伸量测量机构(4)和控制系统(5),所述基础框架(1)包括底座(11)和立柱(12),所述底座(11)固定安装在地面上,所述立柱(12)垂直固定在底座(11)后侧,其特征在于,所述转子止转与定位工装(2)固定滑动连接在底座(11)上,所述液压拉伸机构(3)和拉杆拉伸量测量装置固定安装在立柱(12)上,所述控制系统(5)固定安装在立柱(12)后方,所述转子止转与定位工装(2)用于固定低压压气机转子(6),所述液压拉伸机构(3)用于连接并拉伸低压压气机转子(6),所述拉杆拉伸量测量机构(4)用于测量拉伸低压压气机转子(6)的拉伸量,所述控制系统(5)用于控制液压拉伸机构(3)、拉杆拉伸量测量机构(4)的工作。
2.根据权利要求1所述的航空发动机转子拉伸及拉伸量检测装置,其特征在于,所述底座(11)上具有左右两条平行设置的工装滑轨(111),所述转子止转与定位工装(2)滑动连接在工装滑轨(111)上。
3.根据权利要求2所述的航空发动机转子拉伸及拉伸量检测装置,其特征在于,所述转子止转与定位工装(2)包括两侧对称设置的工装支架(21)、定位底座(22)和夹持固定件(23),所述工装支架(21)底部与工装滑轨(111)滑动连接,所述工装支架(21)底部具有手动插销(211),所述手动插销(211)的销孔套固定在底座(11)上,用于滑动到位后固定工装支架(21)的位置;所述定位底座(22)固定安装在工装支架(21)中间之间,中间具有底部固定槽(221),所述夹持固定件(23)固定安装在工装支架(21)上方之间,所述夹持固定件(23)中间具有定位通孔(231),所述低压压气机转子(6)穿过夹持固定件(23)底部通过外花键定位固定在底部固定槽(221)内,上方限位固定子在夹持固定件(23)的定位通孔(231)内。
4.根据权利要求2所述的航空发动机转子拉伸及拉伸量检测装置,其特征在于,所述液压拉伸机构(3)包括进给机构(31)、检测机构(32)、中心拉杆连接机构(33)、拉伸机构(34),所述检测机构(32)、中心拉杆连接机构(33)、拉伸机构(34)固定在进给机构(31)上,在进给机构(31)的带动下上下运动,所述检测机构(32)用于检测进给机构(31)到位信号;所述中心拉杆连接机构(33)用于与转子的中心拉杆(63)连接,所述拉伸机构(34)用于拉升中心拉杆(63)。
5.根据权利要求4所述的航空发动机转子拉伸及拉伸量检测装置,其特征在于,所述进给机构(31)包括z1驱动伺服电机(311)、z1进给丝杆(312)、直线导轨(313)、z轴滑板(314)和滚珠丝螺母(315),所述直线导轨(313固定安装在立柱(12)上,所述z1驱动伺服电机(311)固定安装在直线导轨(313)顶部,所述z1驱动伺服电机(311)输出端与进给丝杆(312)固定连接,所述滚珠丝螺母(315)与z1进给丝杆(312)螺纹连接,所述z轴滑板(314)与滚珠丝螺母(315)固定连接,并与直线导轨(31)滑动连接,所述z1驱动伺服电机(311)驱动z1进给丝杆(312)转动,带动与滚珠丝螺母(315)连接的z轴滑板(314沿着直线导轨(313)上下运动,所述z轴滑板(314)上具有z2直线导轨(3141),所述中心拉杆连接机构(33)、拉伸机构(34)通过z2直线导轨(3141)滑动连接在z轴滑板(314)上。
6.根据权利要求4所述的航空发动机转子拉伸及拉伸量检测装置,其特征在于,所述中心拉杆连接机构(33)包括气缸(331)、中心拉杆拧紧伺服电机(332)、减速机(333)、中心拉杆拧入扭矩传感器(334)、电机安装座(335)、拧紧轴(336),所述电机安装座(335)安装在z2直线导轨(3141)上,所述中心拉杆拧紧伺服电机(332)连接减速机(333),所述减速机(333)固定安装在电机安装座(335)上方中心,所述中心拉杆拧入扭矩传感器(334)安装在电机安装座(335)内,一端与减速机(333)输出端固定连接,另一端与拧紧轴(336)固定连接,所述拧紧轴(336)与下方拉伸机构(34)连接,所述气缸(331)固定安装在电机安装座(335)上方一侧,并与z轴滑板(314)上端固定连接,所述气缸(331)用于推动整个中心拉杆连接机构(33)沿着z2直线导轨(3141)向下运动,所述中心拉杆拧紧伺服电机(332)用于驱动拧紧轴(336)转动将拉伸机构(34)与转子的中心拉杆(63)拧紧固定,所述扭矩传感器用于检测拧紧轴(336)的扭矩,提供拉伸机构(34)与转子的中心拉杆(63)拧紧到位信号。
7.根据权利要求4所述的航空发动机转子拉伸及拉伸量检测装置,其特征在于,所述拉伸机构(34)安装在中心拉杆连接机构(33)下方,包括液压缸(341)、液压缸安装座(342)、压力传感器(343)、中心拉杆连接工装(344)、叶盘压紧工装(345),所述液压缸安装座(342)滑动安装在z2直线导轨(3141)上,所述液压缸(341)安装在液压缸安装座(342)内,所述压力传感器(343)固定安装在液压缸(341),所述中心拉杆连接工装(344)限位固定在液压缸(341)内,所述中心拉杆连接工装(344)上端与拧紧轴(336)固定连接,下端通过拧紧轴(336)的转动与中心拉杆(63)螺纹固定连接,所述叶盘压紧工装(345)固定安装在液压缸安装座(342)下方,用于压紧低压压气机转子(6),所述液压缸(341)用于驱动中心拉杆连接工装(344)带动中心拉杆(63)向上拉伸,压力传感器(343)用于检测拉伸的压力,从而监测拉伸压力值。
8.根据权利要求4所述的航空发动机转子拉伸及拉伸量检测装置,其特征在于,所述拉杆拉伸量测量机构(4)包括z3驱动模组(41)、y轴驱动模组(42)和测量模组(43),所述z3驱动模组(41)固定安装在立柱(12)侧面,所述y轴驱动模组(42)固定安装在z3驱动模组(41)上,所述测量模组(43)固定安装在z3驱动模组(41)上,所述测量模组(43)在z3驱动模组(41)的带动下实现上下运动,在y轴驱动模组(42)的带动下实现左右运动,所述测量模组(43)运动到中心拉杆(63)端部位置,对中心拉杆(63)的实际拉伸量进行检测。
9.根据权利要求4所述的航空发动机转子拉伸及拉伸量检测装置,其特征在于,所述控制系统(5)包括操作箱(51)和hmi触摸屏(52)和操作臂(53),所述操作箱(51)固定安装在立柱(12)后侧,所述hmi触摸屏(52)通过操作臂(53)与操作箱(51)连接,所述操作臂(53)具有三个自由度的旋转角度,可以调节hmi触摸屏(52)的位置,所述液压拉伸机构(3)、拉杆拉伸量测量机构(4)与控制系统(5)电连接,通过hmi触摸屏(52)控制工作。
技术总结本发明属于航空发动机转子拉伸及拉伸量检测技术领域,公开了一种航空发动机转子拉伸及拉伸量检测装置,包括基础框架、转子止转与定位工装、液压拉伸机构、拉杆拉伸量测量机构和控制系统,所述基础框架包括底座和立柱,所述底座固定安装在地面上,所述立柱垂直固定在底座后侧,所述转子止转与定位工装固定滑动连接在底座上,所述液压拉伸机构和拉杆拉伸量测量装置固定安装在立柱上,所述控制系统固定安装在立柱后方。本发明根据航空发动机压气机转子部件装配需求,实现压气机转子装配过程中自动化执行转子拉伸动作,同时,实时检测与采集过程中零件的拉伸变形量数据、分析和决策等,显著提升装配质量和一致性问题,降低工人劳动强度。技术研发人员:黄小东,董会旭,陈晓伟,徐进,李金胜,黎承胜受保护的技术使用者:浙江大学技术研发日:技术公布日:2024/9/26本文地址:https://www.jishuxx.com/zhuanli/20240929/312810.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表