一种轻质超薄金属真空绝热套及其加工方法与流程
- 国知局
- 2024-10-15 10:18:06
本发明属于真空绝热,尤其涉及一种轻质超薄金属真空绝热套及其加工方法。
背景技术:
1、目前,在很多领域都需要进行隔热,传统的隔热一般采用真空玻璃、岩棉真空不锈钢进行隔热,每个材料都有各自应用的细分领域,在出于轻质化以及加工化考虑,会采用真空不锈钢管来进行隔热,现有的真空不锈钢在保温水杯等领域应用广泛,采用的真空不锈钢厚度都较厚,加工工艺一般采用直接焊接或者使用不锈钢收口机进行处理,再进行焊接。
2、但是在较小的产品上进行应用时,需要隔热的范围是有限的,同时对重量又有要求,需要使用超薄的不锈钢真空管进行隔热,此时利用现有的直接焊接或者使用外管缩管进行处理,再进行焊接的技术,就达不到产品的使用要求,直接焊接接头处焊点较多,残余应力较大,会出现断裂、气体漏气的问题。使用外管缩管进行处理,会因为不锈钢过于轻薄,容易开裂,后期易发生漏气,产品残次率很高,同时外管缩管适用于圆形状不锈钢管,其他形状无法适用,不锈钢真空套太小太薄也无法适用,限制较多,所以目前急需找到一种可以解决上述问题的一种加工方法。
技术实现思路
1、本发明的目的在于提供一种轻质超薄金属真空绝热套及其加工方法,旨在解决上述现有技术中存在的问题。
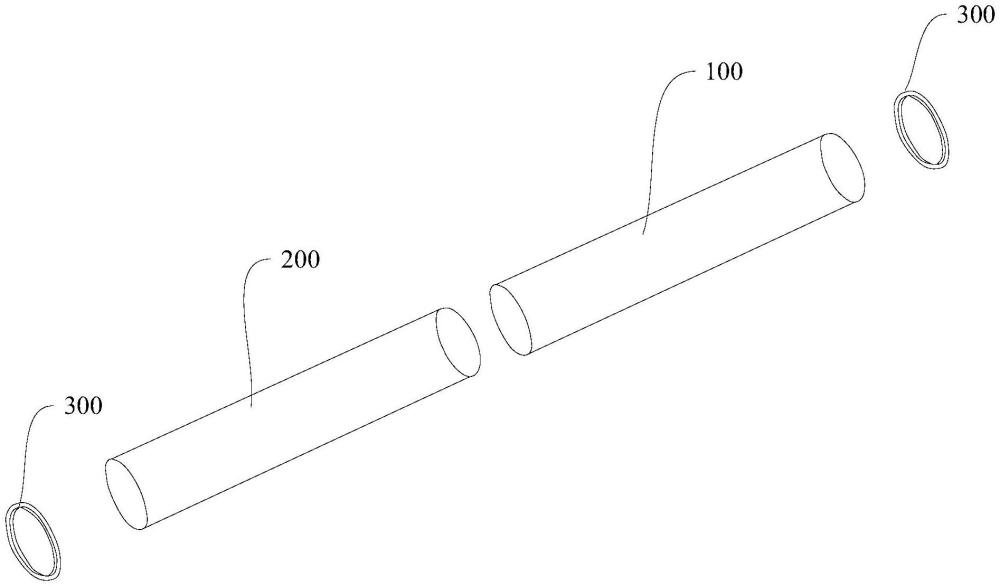
2、为实现上述目的,本发明实施例提供的一种轻质超薄金属真空绝热套,包括长度相同的第一套件以及第二套件;所述第二套件的半径小于所述第一套件,所述第二套件套设于所述第一套件内部,所述第一套件与所述第二套件之间具有真空区,其特征在于,所述第一套件与所述第二套件的两端均设有一密封件,两所述密封件真空焊接于所述所述第一套件与所述第二套件之间,将所述真空区进行密封。
3、可选地,所述第一套件和所述第二套件为不锈钢材质。
4、可选地,所述第一套件的厚度为0.05~0.2mm。
5、可选地,所述第二套件的厚度为0.05~0.2mm。
6、可选地,所述密封件为法兰件。
7、可选地,两所述密封件分别与所述第一套件和所述第二套件的两端过盈配合,以密封所述真空区。
8、可选地,一种轻质超薄金属真空绝热套的加工方法,包括如下步骤:
9、s1准备工作,准备钎料,并用溶剂去除第一套件、第二套件以及密封件表面的油脂和污垢,用使用砂纸、抛光轮等工具去除表面的氧化物和杂质,增加钎料的润湿性;
10、s2装配和固定,将所述密封件与所述第一套件和所述第二套件过盈装配,得到初步产品,再将所述初步产品两头分别浸入焊膏内1~2mm,使两端均匀挂上一层焊膏,并晾干,晾干后使用夹具固定所述初步产品;
11、s3钎焊,将所述初步产品放入钎焊炉,启动真空泵,抽真空至10-4~10-6torr,后进行预热,预热后进一步升高温度,并保持20~60分钟,后缓慢冷却至室温,得到成品真空绝热套;
12、s4后处理,将所述真空绝热套进行清洗,去除残留的钎料和氧化物。
13、可选地,在所述s1准备工作步骤中,所述钎料选用银基钎料、铜基钎料和镍基钎料中的一种。
14、可选地,在所述s1准备工作步骤中,所述溶剂选用丙酮、异丙醇和乙醇的一种或数种混合物。
15、可选地,在所述s3钎焊步骤中,预热温度为300~500℃,预热时间10~20分钟,预热后进一步升高温度至700~1300℃。
16、与现有技术相比,本发明实施例提供的轻质超薄金属真空绝热套及其加工方法中的上述一个或多个技术方案至少具有如下技术效果之一:
17、本发明通过设置密封件分别与所述第一套件和所述第二套件的两端进行真空钎焊,解决了现有技术中因为第一套件以及第二套件过于轻薄,经过外管缩管处理后易开裂,后期易发生漏气的问题。也解决了直接焊接焊接接头处焊点较多,残余应力较大,会出现断裂、气体漏气的问题。同时密封件和第一套件以及第二套件的形状可以多变,解决了外管缩管只能圆管型的缺点,本发明的真空绝热套可以适应不同的产品隔热形状的需要。
技术特征:1.一种轻质超薄金属真空绝热套,包括长度相同的第一套件以及第二套件;所述第二套件的半径小于所述第一套件,所述第二套件套设于所述第一套件内部,所述第一套件与所述第二套件之间具有真空区,其特征在于,所述第一套件与所述第二套件的两端均设有一密封件,两所述密封件真空焊接于所述所述第一套件与所述第二套件之间,将所述真空区进行密封。
2.根据权利要求1所述的轻质超薄金属真空绝热套,其特征在于,所述第一套件和所述第二套件为不锈钢材质。
3.根据权利要求1所述的轻质超薄金属真空绝热套,其特征在于,所述第一套件的厚度为0.05~0.2mm。
4.根据权利要求1所述的轻质超薄金属真空绝热套,其特征在于,所述第二套件的厚度为0.05~0.2mm。
5.根据权利要求1所述的轻质超薄金属真空绝热套,其特征在于,所述密封件为法兰件。
6.根据权利要求1所述的轻质超薄金属真空绝热套,其特征在于,两所述密封件分别与所述第一套件和所述第二套件的两端过盈配合,以密封所述真空区。
7.一种轻质超薄金属真空绝热套的加工方法,其特征在于,包括如下步骤:
8.根据权利要求6所述的轻质超薄金属真空绝热套的加工方法,其特征在于,在所述s1准备工作步骤中,所述钎料选用银基钎料、铜基钎料和镍基钎料中的一种。
9.根据权利要求6所述的轻质超薄金属真空绝热套的加工方法,其特征在于,在所述s1准备工作步骤中,所述溶剂选用丙酮、异丙醇和乙醇的一种或数种混合物。
10.根据权利要求6所述的轻质超薄金属真空绝热套的加工方法,其特征在于,在所述s3钎焊步骤中,预热温度为300~500℃,预热时间10~20分钟,预热后进一步升高温度至700~1300℃。
技术总结本发明属于真空绝热技术领域,尤其涉及一种轻质超薄金属真空绝热套及其加工方法,包括长度相同的第一套件以及第二套件;第二套件的半径小于第一套件,第二套件套设于第一套件内部,第一套件与第二套件之间具有真空区,其特征在于,第一套件与第二套件的两端均设有一密封件,两密封件真空焊接于第一套件与第二套件之间,将真空区进行密封。并经过准备工作、装配和固定、钎焊以及后处理得到真空绝热套。本发明通过设置密封件分别与所述第一套件和所述第二套件的两端进行真空钎焊,解决了现有技术中因为第一套件以及第二套件过于轻薄,经过外管缩管处理后易开裂,后期易发生漏气的问题。技术研发人员:齐剑钊,陈继良,陈奕南,宋文龙,廖洪梅受保护的技术使用者:东莞市鸿艺电子有限公司技术研发日:技术公布日:2024/10/10本文地址:https://www.jishuxx.com/zhuanli/20241014/317171.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表