一种料道砖静压成型模具的制作方法
- 国知局
- 2024-11-12 14:01:23
本技术涉及一种料道砖静压成型模具,属于静压成型用模具领域。
背景技术:
1、目前玻璃供料道用料盆多用浇筑成型工艺,生产的玻璃供料道用料盆密度低、硬度小,且玻璃供料道用料盆为大致为半圆球壳状,导致玻璃供料道用料盆比其他耐火器件更易损坏。浇筑成型工艺所产玻璃供料道用料盆还存在气孔多的问题,长期在高温工作环境下,气孔破裂,等静压成型工艺生产的料道砖密度和硬度远大于浇筑成型工艺生产的料道砖;在静压成型工艺生产中需要专业契合的模具,设计一款合适高效的料道砖静压成型模具成为重中之重。
技术实现思路
1、根据背景所述问题,本实用新型要解决的问题是:
2、设计一款与满足料道砖静压成型工艺的料道砖模具,满足模具填料和静压成型的需求。
3、为实现上述目的,本实用新型提供如下技术方案:
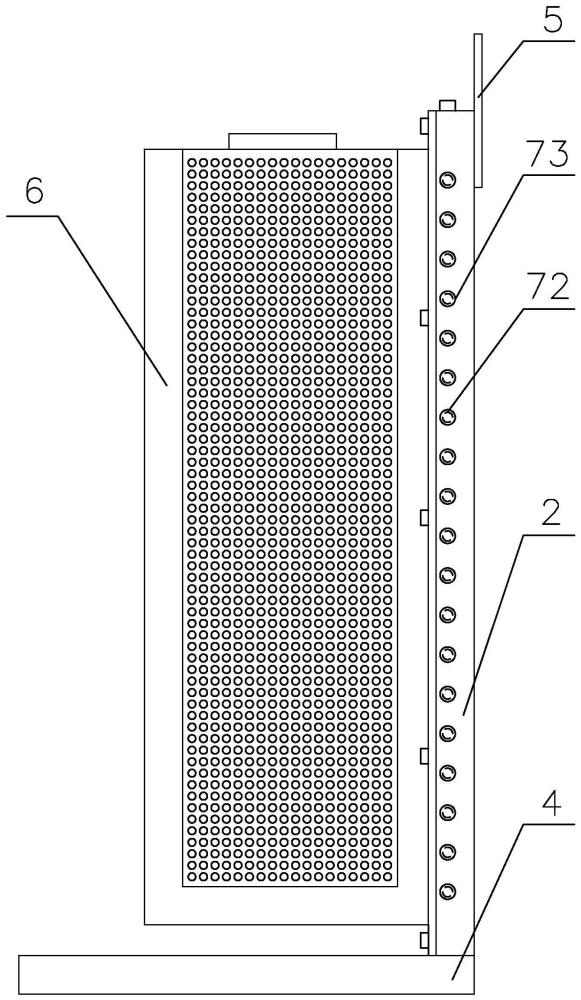
4、一种料道砖静压成型模具,包括模胚、模胚夹板、模芯、密封机构、底座、吊装板和定模套网;所述模胚顶部设有填料口和抽真空预留口;所述模胚夹板正面中心设有模芯,所述模胚夹板背面顶部连接吊装板,所述吊装板上设有吊装孔,所述模胚夹板底面连接底座;所述密封机构包括模胚密封槽、紧固螺纹孔和紧固螺栓,所述模胚密封槽沿着模芯边缘设置,所述紧固螺纹孔设置于模胚夹板的顶面、底面、左侧面和右侧面上,所述紧固螺栓穿过紧固螺纹孔至模胚密封槽内;所述模胚插入模胚密封槽内,通过紧固螺栓与模胚夹板紧固连接,所述定模套网罩住模胚后,固定在模胚夹板上。
5、先将模胚插入模胚密封槽内,然后拧动紧固螺栓,使紧固螺栓挤压模胚,使模胚和模胚夹板牢牢地固定在一起,达到密封的效果。
6、优选的,所述模胚顶部的两个填料口有两个,所述抽真空预留口设于两个填料口之间。抽真空时,需用胶塞堵住填料口,使用紧固带缠绕密封。
7、优选的,底座开设有振动器固定孔和紧固螺栓用通孔。紧固螺栓用通孔可以让
8、优选的,所述定模套网各面均为网面。
9、本实用新型的有益效果是:
10、本实用新型结构简单、安装方便、配件损坏可以快速更换;满足震动填料,抽真空等操作,完美适配料道砖静压成型工艺,本实用新型所得料道砖静压成型模具制成的料道砖更加致密耐用,气孔率低。
技术特征:1.一种料道砖静压成型模具,其特征在于,包括模胚(1)、模胚夹板(2)、模芯(3)、密封机构、底座(4)、吊装板(5)和定模套网(6);所述模胚(1)顶部设有填料口(11)和抽真空预留口(12);所述模胚夹板(2)正面中心设有模芯(3),所述模胚夹板(2)背面顶部连接吊装板(5),所述吊装板(5)上设有吊装孔(51),所述模胚夹板(2)底面连接底座(4);所述密封机构包括模胚密封槽(71)、紧固螺纹孔(72)和紧固螺栓(73),所述模胚密封槽(71)沿着模芯(3)边缘设置,所述紧固螺纹孔(72)设置于模胚夹板(2)的顶面、底面、左侧面和右侧面上,所述紧固螺栓(73)穿过紧固螺纹孔(72)至模胚密封槽(71)内;所述模胚(1)插入模胚密封槽(71)内,通过紧固螺栓(73)与模胚夹板(2)紧固连接,所述定模套网(6)罩住模胚(1)后,固定在模胚夹板(2)上。
2.根据权利要求1所述的一种料道砖静压成型模具,其特征在于,所述模胚(1)顶部的两个填料口(11)有两个,所述抽真空预留口(12)设于两个填料口(11)之间。
3.根据权利要求1所述的一种料道砖静压成型模具,其特征在于,底座(4)开设有振动器固定孔(41)和紧固螺栓用通孔(42)。
4.根据权利要求1所述的一种料道砖静压成型模具,其特征在于,所述定模套网(6)各面均为网面。
技术总结本技术涉及一种料道砖静压成型模具,属于静压成型用模具领域。包括模胚、模胚夹板、模芯、密封机构、底座、吊装板和定模套网;所述模胚夹板正面中心设有模芯,所述模胚夹板背面顶部连接吊装板,所述模胚夹板底面连接底座;所述密封机构包括模胚密封槽、紧固螺纹孔和紧固螺栓,所述模胚插入模胚密封槽内,通过紧固螺栓与模胚夹板紧固连接,所述定模套网罩住模胚后,固定在模胚夹板上。本技术结构简单、安装方便、配件损坏可以快速更换;满足震动填料,抽真空等操作,完美适配料道砖静压成型工艺,本技术所得料道砖静压成型模具制成的料道砖更加致密耐用,气孔率低。技术研发人员:王锡波,于波受保护的技术使用者:山东鲁尼智成新材料科技有限公司技术研发日:20240312技术公布日:2024/11/7本文地址:https://www.jishuxx.com/zhuanli/20241112/326972.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表