一种商用车取力器齿毂及其制造方法与流程
- 国知局
- 2024-11-18 18:19:09
本发明涉及汽车零部件,具体涉及一种商用车取力器齿毂及其制造方法。
背景技术:
1、商用车取力器是一种重要的动力传递装置,其可以提高车辆的牵引力和载重能力,主要作用是将车辆的动力通过取力器传动给后桥,从而增加车轮的牵引力,使车辆在低速状态下更容易通过坡道、泥泞等复杂路况。取力器动力传递主要是依靠取力器总成部件、连接轴、摩擦片传递的,取力器总成部件通常由盖板、内花键毂、外花键毂三个零件装配组成。
2、近年来为了节能减排,提高汽车零部件的生产效率、降耗减重是大势所趋,尤其是提高商用车使用效率、降低油耗、推进轻量化发展愈来愈重要。随着商用车载重能力的不断提高,对商用车取力器总成的内花键毂、外花键毂耐磨性和耐点蚀性以及取力器总成的重量和结构紧凑性均提出了更高要求。传统的取力器总成部件由盖板、内花键毂、外花键毂三个锻造毛坯通过精密机加工而成,然后组装成部件,这种部件总成存在结构复杂、重量重、零部件加工工序多、成本高等缺点,不适合商用车轻量化、低成本的发展要求。
技术实现思路
1、本发明的目的在于:针对传统取力器存在结构复杂、重量重、加工工序多、成本高等缺点,而设计了一种商用车取力器齿毂,从而解决了以上问题,使之适于商用车轻量化、低成本的发展要求。
2、为达到上述目的,本发明是通过如下技术方案实现的:
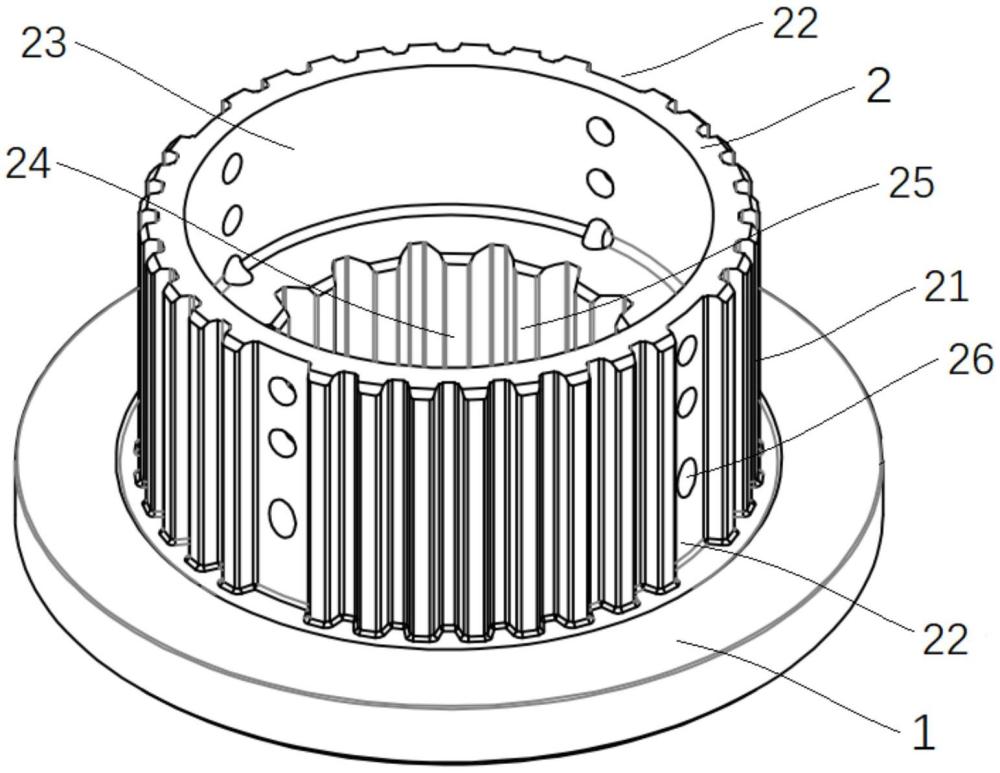
3、本发明设计了一种商用车取力器齿毂,该商用车取力器齿毂包括:
4、盖板,其上设置有通孔;
5、以及花键部,其一体化同心设置于所述盖板上;
6、其中,环绕所述花键部的外侧设置有外花键以及对称设置有若干缺齿部,沿所述花键部的轴向在其内则设置有连通的第一台阶孔和第二台阶孔;所述第一台阶孔远离所述盖板且内径大于所述第二台阶孔,所述第二台阶孔靠近所述盖板且与所述通孔同心设置;所述第二台阶孔与所述通孔内径一致且环绕两者的内壁共同设置有内花键;所述缺齿部上设置有若干与所述第一台阶孔贯通的润滑油孔。
7、具体的,在本发明的取力器齿毂中通过设置缺齿部,其一方面便于设立润滑油孔通道,可以对摩擦片充分润滑;同时外花键缺齿部在外花键与摩擦片滑动时能够减小摩擦力,更好保证同心度,有助于取力器动力传递更加顺畅,防止存在卡滞感。内花键与连接轴配合,外花键与摩擦片配合,润滑油孔作用是连接油路润滑摩擦片。
8、进一步的,一种商用车取力器齿毂:该商用车取力器齿毂的产品硬度hrc≥45,所述外花键与内花键同心区域的径向压溃强度≥4kn。
9、进一步的,一种商用车取力器齿毂:环绕所述花键部的外侧对称设置有四组缺齿部。
10、进一步的,一种商用车取力器齿毂:每组缺齿部中设置有三个轴向排列的润滑油孔。
11、本发明还提供了一种商用车取力器齿毂的制造方法,该方法包括如下具体步骤:
12、s1、混料:按照商用车取力器齿毂设计的粉末冶金合金成分进行配料并混合;
13、其中,粉末冶金合金成分包括如下组分:
14、c:1.2~2.0wt%;ni:1.4~2.0wt%;mo:0.65~1.1wt%;cr:7.0~10.0wt%;p:0.1~0.3wt%;粘结剂:0.55~0.65wt%;氟化稀土:1.6~2.1wt%;润滑剂:0.6~0.8wt%以及余量fe和不可避免的杂质;
15、s2、压制成形:将配制好的原料粉末在成形压机中进行压制成形,获得取力器齿毂生坯;
16、其中,压制成形后外花键的密度为6.95~7.05g/cm3,内花键的密度为6.90~7.00g/cm3,盖板密度、整体密度均是6.85~7.00g/cm3,分割密度<0.15g/cm3;
17、s3、生坯钻孔:在取力器齿毂生坯上钻润滑油孔并去毛刺;
18、s4、烧结、油浸:对钻孔后的取力器齿毂生坯进行高温烧结,以使生坯颗粒间形成烧结颈,而后浸防锈油,获得取力器齿毂;
19、s5、检验、包装:将浸油后的取力器齿毂检验、包装。
20、注释:分割密度<0.15g/cm3是指该取力器齿毂零件中最高密度部位与最低密度部位的差值小于0.15g/cm3。
21、具体的,本发明提供的制造方法涉及取力器齿毂粉末冶金材料配方:(1)含碳量达1.2~2.0wt%,烧结之后的取力器齿毂硬度hrc≥45,且含有大量弥散分布的游离态石墨,可以起到很好的润滑作用,大大降低了取力器齿毂的磨损,提高了使用寿命;(2)ni含量1.4~2.0wt%的加入,ni元素能固溶于铁合金中起固溶强化作用,提高合金的机械强度、耐热性和耐磨性;(3)mo含量0.65~1.1wt%的加入,mo和c元素作用形成弥散分布的碳化物硬质耐磨相,进一步提高了合金的强度、耐热性和耐磨性;(4)cr含量7.0~10.0wt%的加入,可以用于提高合金的机械强度、耐热性和高温抗氧化性,改善合金的摩擦磨损性能,保证了取力器齿毂足够的的抗拉强度、屈服强度和耐腐蚀性能;(5)p元素的加入可以使铁基粉末冶金材料烧结过程中形成瞬时液相,促进烧结,提高粉末间的结合强度,从而提升粉末冶金的致密度,使其硬度和耐磨性得到提升,此外p元素在铁基合金中过多,将会引起合金的韧性急剧下降,导致合金耐冲击性能劣化,因此p元素的含量需严格控制在0.1~0.3wt%;(6)氟化稀土含量1.6~2.1wt%的加入,可以起到活化烧结、细化晶粒的目的,而且可以降低烧结温度,减少产品烧结变形量,无须进行后续热处理和额外的机加工序,大大简化了生产工艺流程化,提高了生产效率。
22、进一步的,一种商用车取力器齿毂的制造方法:步骤s1中mo、cr、p以预合金粉末的形式加入。
23、进一步的,一种商用车取力器齿毂的制造方法:步骤s2中压制成形的压力为350~1000t。
24、进一步的,一种商用车取力器齿毂的制造方法:步骤s4、将待烧结的取力器齿毂生坯置于网带烧结炉中,经脱蜡、预热后进行烧结,烧结温度为1130~1150℃,并在保护气氛中进行保温,保温时间为20~40分钟,使得生坯颗粒间形成烧结颈,将出炉冷却后的烧结件浸防锈油,从而获得产品硬度hrc≥45、外花键与内花键同心区域的径向压溃强度≥4kn的取力器齿毂。
25、具体的,本发明创造性地采用合适的粉末冶金材料配方和制造工艺生产了取力器齿毂,其保证了取力器齿毂的高耐磨性、高耐点蚀性、高强度使用需求,同时具有结构紧凑、重量轻、加工流程简化的特点,达到了轻量化、低成本、高效率的目的,克服了传统取力器总成由三个机加工锻件组合而成,总成结构复杂、重量重等问题。
26、具体的,传统的商用车取力器由盖板、内花键毂、外花键毂三个机加工零件组配而成,其存在结构复杂、重量重、零部件加工工序多、成本高等缺点,本发明将原来的三个机加工零件采用一体化设计成一个取力器齿毂零件,并创造性地采用合适的粉末冶金材料配方和工艺,从而制造出满足性能要求的合格零件,保证了取力器总成的高耐磨性、高耐点蚀性使用需求,并且取力器齿毂具有结构紧凑、重量轻、加工流程短的特点,其中重量减轻了约50%,原料利用率提高到95%以上,降低了原料成本。
27、本发明的有益效果:
28、(1)本发明的取力器齿毂取代了取力器总成部件,取消了组配过程,减少了零件数量和总成重量,提高了生产效率,降低了组件成本,利于汽车轻量化发展,本发明采用粉末冶金制备方法一次成形,加工效率和加工精度大幅提高,粉末冶金基体其内部孔隙在油浸后具有自润滑功能,改善了零件润滑效果,使用过程中零件不易磨损,提高了使用寿命长,满足取力器高耐磨性、高强度使用需求。
29、(2)本发明将传统取力器总成的盖板、内花键毂、外花键毂三个机加工零件组成的部件采用一体化设计成一个取力器齿毂零件,其结构紧凑、重量轻,满足并优化了使用性能,有利于整车轻量化。
30、(3)粉末冶金是一种近净成形的制造工艺,与传统机械加工方法相比,具有成本低、生产效率高、原材料利用率高、环境污染小等优点,且能制造复杂形状的机械结构零件,具有节能降耗优势,适合大批量生产,本发明的取力器齿毂采用粉末冶金直接成形,原料利用率达到95%以上,生产工序短,产出效率高,产品质量稳定。
31、(4)本发明的取力器齿毂选用合适的原材料配方,通过相关元素配比及相互作用,优化了合金的机械性能,提高了成品的耐磨性和机械强度,减少了烧结后热处理、机加工等工序,制品满足并提高了商用车取力器齿毂的使用性能,大大提供了生产效率,降低了取力器齿毂的生产成本。
32、(5)在粉末冶金压制成形的过程中,不便对制品侧面的润滑油孔直接成形,润滑油孔通常是在烧结后钻孔,但由于烧结后产品硬度高导致钻孔效率低、钻头耗损率大,钻孔后残留有毛刺和尖边,烧结后的毛刺、尖边具有一定强度、硬度,去除毛刺效率低,工序成本高,本发明的方法通过在粉末冶金生坯脱模后,在线多工位同时钻生坯侧面润滑油孔和去毛刺,由于生坯没有形成烧结颈,硬度、强度均较低,生坯钻孔、去毛刺相比烧结后的生产效率提高,刀具耗损下降,生产成本大幅降低。
本文地址:https://www.jishuxx.com/zhuanli/20241118/328199.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。