一种具有底垫定位功能的电池壳装配机的制作方法
- 国知局
- 2025-01-10 13:12:16
本发明涉及电池壳装配机,特别是涉及一种具有底垫定位功能的电池壳装配机。
背景技术:
1、电池常用作手电筒照明、收音机等的电源,我国干电池技术经过多年发展,其比能量、循环寿命、高低温适应性等问题已有所突破,电池装配时要保证电池的松紧度,通常电芯下面加有一定高度的底垫。
2、现有技术中,公开号为cn215834555u的专利文件公开了一种电池底垫与电池壳自动装配机构,包括水平设置的支撑台,支撑台的底端四角处均设有竖直设置的支腿,支腿起到支撑作用,支撑台的左侧顶端固定有电池壳放置台,电池壳放置台的顶端开设有若干个并排设置的电池壳放置槽,电池壳放置槽用于放置电池壳,且电池壳放置槽的右端延伸出电池壳放置台,靠近电池壳放置台右端的支撑台顶端设有电池底垫放置台,电池底垫放置台的顶端开设有与电池壳放置槽一一对应设置的电池底垫放置槽,电池底垫放置槽用于放置电池底垫,上述装置中电池壳放置槽用于放置电池壳,电池底垫放置槽用于放置电池底垫,在电推杆的作用下,顶杆将电池底垫推送至电池壳内部的底端,电池壳放置槽两侧的凹槽设置,方便工作人员对电池壳进行取放,电推杆的设置为顶杆的运动提供动力,挡块的设置对电池壳起到阻挡作用,但是上述技术方案在装配时一方面不便于一体的完成电池壳本体和底垫本体的连续上下料及电池壳本体和底垫本体连续上下料后的精确定位装配,另一方面不便于实现成电池壳本体和底垫本体装配前的超声检测和视觉检测,基于此,本发明提供了一种具有底垫定位功能的电池壳装配机,以解决上述背景技术中提出的技术问题。
技术实现思路
1、基于此,有必要针对现有技术方案在装配时一方面不便于一体的完成电池壳本体和底垫本体的连续上下料及电池壳本体和底垫本体连续上下料后的精确定位装配,另一方面不便于实现成电池壳本体和底垫本体装配前的超声检测和视觉检测的问题,提供一种具有底垫定位功能的电池壳装配机。
2、上述目的通过下述技术方案实现:
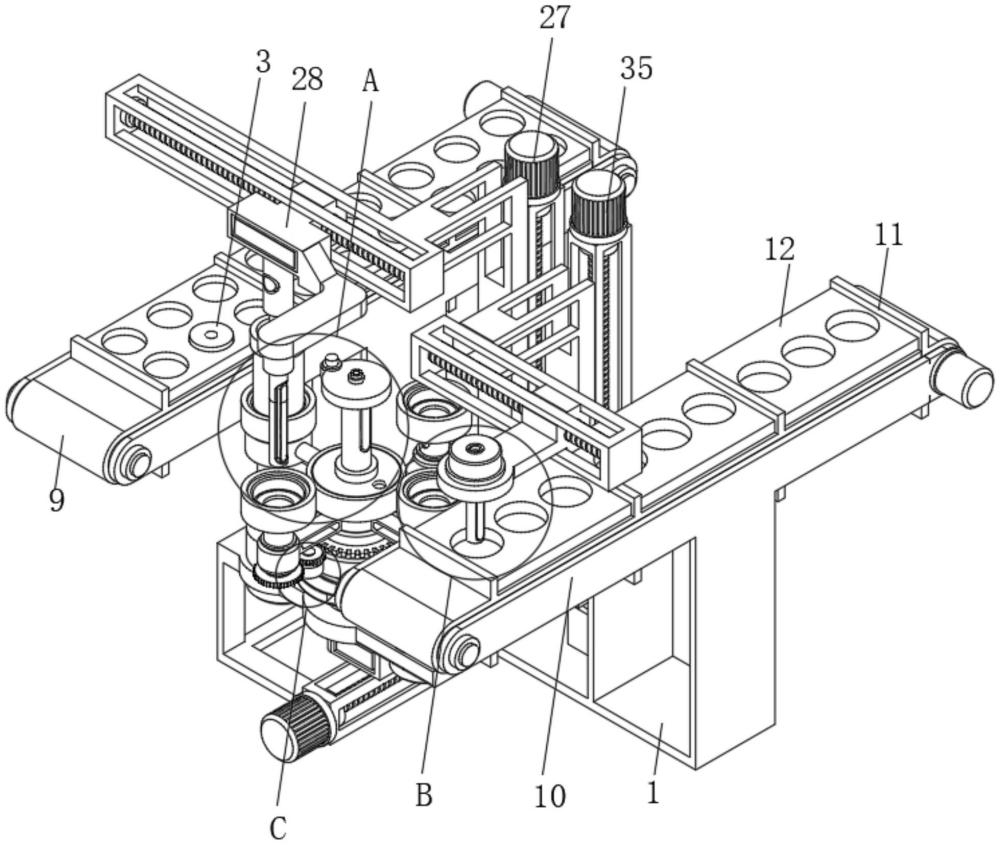
3、本发明还提供了一种具有底垫定位功能的电池壳装配机,包括机架,还包括:
4、两个输送机构,两个所述输送机构上分别输送有电池壳本体和底垫本体;
5、内架,安装于机架上,所述内架上转动套设有转位架,所述转位架上转动套设有齿筒,所述齿筒上安装有主动齿圈,所述转位架和齿筒分别通过一电机驱动;
6、一组呈圆周阵列分布且固定于转位架上的电池壳装配部件;
7、气夹部件,所述电池壳装配部件通过气夹部件控压;
8、三轴驱动平台,安装于机架上,所述三轴驱动平台上传动连接有底垫移料机构;
9、双轴驱动平台,安装于机架上,所述双轴驱动平台上传动连接有电池壳移料机构;
10、检测部件,安装于机架上并对电池壳和底垫检测;
11、联动部件,与主动齿圈和电池壳装配部件相配合
12、在其中一个实施例中,所述输送机构包括环形输送带和固定于机架上的输送架,所述输送架的内壁转动连接有两个输送辊,两个所述输送辊均与环形输送带传动连接,所述输送架的侧面安装有输送电机,所述输送电机的输出轴端与一所述输送辊固定连接,所述环形输送带上等距安装有隔板,两两所述隔板之间固定设置有码料区,所述码料区上安装有码料盘,一所述输送机构中的码料盘内开设有一组规则分布且用于电池壳本体码放的第一码槽,另一所述输送机构中的码料盘内开设有一组规则分布且用于底垫本体码放的第二码槽。
13、在其中一个实施例中,所述机架上沿顺时针方向依次设置有上下料区、检测区、装配区和中转区,两个所述输送机构分别与上下料区和装配区的位置对应,所述机架上内置有单片机。
14、在其中一个实施例中,所述联动部件包括两个联轴,两个所述联轴均与机架转动连接,每个所述联轴上均固定安装有与主动齿圈传动连接的联动齿轮,两个所述联轴的位置分别与检测区和中转区的位置对应。
15、在其中一个实施例中,所述电池壳装配部件包括转动连接于转位架上的定位轴,所述定位轴上固定安装有与联动齿轮传动配合的从动齿轮,所述定位轴上固定安装有夹筒,所述夹筒内固定开设有顶端开口且用于电池壳本体容置的容槽,所述容槽内安装有环形夹囊,所述定位轴内固定开设有通气流道,所述环形夹囊的内腔与通气流道连通,所述定位轴上转动连接有外导筒,所述外导筒的内腔与通气流道连通,所述外导筒与气夹部件连通。
16、在其中一个实施例中,所述气夹部件包括固定于机架上的第一气泵、开设于内架上的控压流道和泄压腔及转动连接于内架上的内导筒,所述内架开设有两个阀孔,两个所述阀孔分别与控压流道和泄压腔连通,所述内架上还开设有一与泄压腔连通的泄压孔,所述内架上且对应阀孔外侧的位置转动连接有内导筒,所述内导筒与外导筒之间连通有导管,所述第一气泵的端口与控压流道连通,所述第一气泵与控压流道的连通处固定设置有与单片机电连接的第一气压探头。
17、在其中一个实施例中,所述底垫移料机构包括与三轴驱动平台传动连接的移料座,所述移料座上分别固定安装有负压泵和探柱,所述负压泵的负压端口连通有负压吸管,所述负压吸管的底面中心位置安装有定位柱,所述负压吸管的底面开设有一组负压吸孔,每个所述负压吸孔均与负压吸管的内腔连通,所述负压泵与负压吸管的连通处固定设置有与单片机电连接的第二气压探头,所述探柱上安装有用于电池壳本体超声检测的第一超声检测探头。
18、在其中一个实施例中,所述电池壳移料机构包括与双轴驱动平台传动连接的夹台,所述夹台上安装有第二气泵,所述夹台上安装有夹管,所述夹管上固定开设有夹持流道,所述第二气泵与夹持流道连通,所述夹管上安装有一组规则分布的内夹囊,所述内夹囊的内腔与夹持流道连通。
19、在其中一个实施例中,所述检测部件包括安装于内架上的检柱,所述检柱上安装有正对上下料区设置的第二超声检测探头,所述检柱的顶面分别固定安装有视觉检测探头和第三超声检测探头。
20、本发明的有益效果是:
21、1、本发明工作时,能够一体的完成电池壳本体和底垫本体的连续上下料及电池壳本体和底垫本体连续上下料后的精确定位装配,通过上述自动装配功能的实现,从而有效提高本装置的自动化程度及装配效率,且本装置在实现自动装配功能的基础上还能实现成电池壳本体和底垫本体装配前的超声检测和视觉检测,通过装配预检测功能的实现,从而有效提高本装置的装配良品度。
22、2、本发明应装配时,负压泵与负压吸管配合,从而由码料盘上进行底垫本体的负压吸取,负压吸管对底垫本体负压吸取后,被吸取的底垫本体装配入电池壳本体中,通过定位柱的设置,从而对底垫本体进行精确定位吸取,当负压吸管对底垫本体进行负压吸取时,第一超声检测探头在检测区的位置由电池壳本体的内部位置对电池壳本体进行超声探伤检测,当负压吸管对底垫本体进行负压吸取后,在三轴驱动平台的驱动作用下,被负压吸取的底垫本体依次经过视觉检测探头和第三超声检测探头的检测区域,继而进行底垫本体的视觉检测和超声探伤检测,通过视觉检测和超声探伤检测,以检测待装配底垫本体的良品度,下料区用于电池壳本体的上下料,装配区用于底垫本体的上料装配,通过两个联轴的位置设置,从而使得定位轴在处于检测区和中转区的位置时能够发生设定速度的旋动,定位轴在处于装配区和上下料区的位置时能够保持静止,通过定位轴在检测区和中转区上的旋动发生,一方面使得电池壳本体被全方位检测,另一方面使得装配后的底垫本体能够在电池壳本体内被精确定位,通过定位轴在装配区和上下料区内的静止设置,从而便于底垫本体的快速精确装配。
本文地址:https://www.jishuxx.com/zhuanli/20250110/351615.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表