抑制缠丝的钻孔工具及其加工方法与流程
- 国知局
- 2024-12-26 16:47:57
本申请涉及加工刀具,尤其涉及一种抑制缠丝的钻孔工具及其加工方法。
背景技术:
1、随着电子产品智能化、高度集成化的迅猛发展,印制电路板(pcb)为集成更多功能,其孔径随之减小且叠层数和孔壁要求也随之增加。高叠层数量的pcb微小孔加工时,由于含铜量高,容易出现缠丝,导致断针并影响加工品质。
2、现阶段业界通过减小排屑槽的螺旋角或者加横刃修磨断屑来抑制缠丝。前者可使切屑变形量增大,更易断裂,有益于抑制缠丝,但是不利于排屑,当切削温度高时,pcb内的树脂易与铜丝黏在一起,导致排屑不良,从而影响孔壁质量并引起断针,因而该方法虽然在一定程度上有效,但是很难兼顾断屑和排屑;后者可以改变部分切屑的流向,抑制缠丝,但是会增大横刃处的楔角,大大增加钻针的钻孔抗力,容易造成断针和孔壁质量恶化,此外,微小钻针的横刃修磨难度大,修磨时由于沟槽尺寸小,需要把砂轮打磨至足够小的尺寸,才能保证加工出横刃修磨槽的同时,不磨伤钻针侧壁。但砂轮易磨损,导致横刃修磨沟槽变形,难以保证产品一致性。因此,为了保证产品一致性,通常需要大幅增大横刃修磨砂轮的修整频率,既不利于生产效率的提升,也不利于生产成本的控制。
技术实现思路
1、本申请目的在于提供一种抑制缠丝的钻孔工具及其加工方法,在抑制缠丝的同时兼顾了断屑和排屑,且有利于保证产品一致性和提升生产效率。
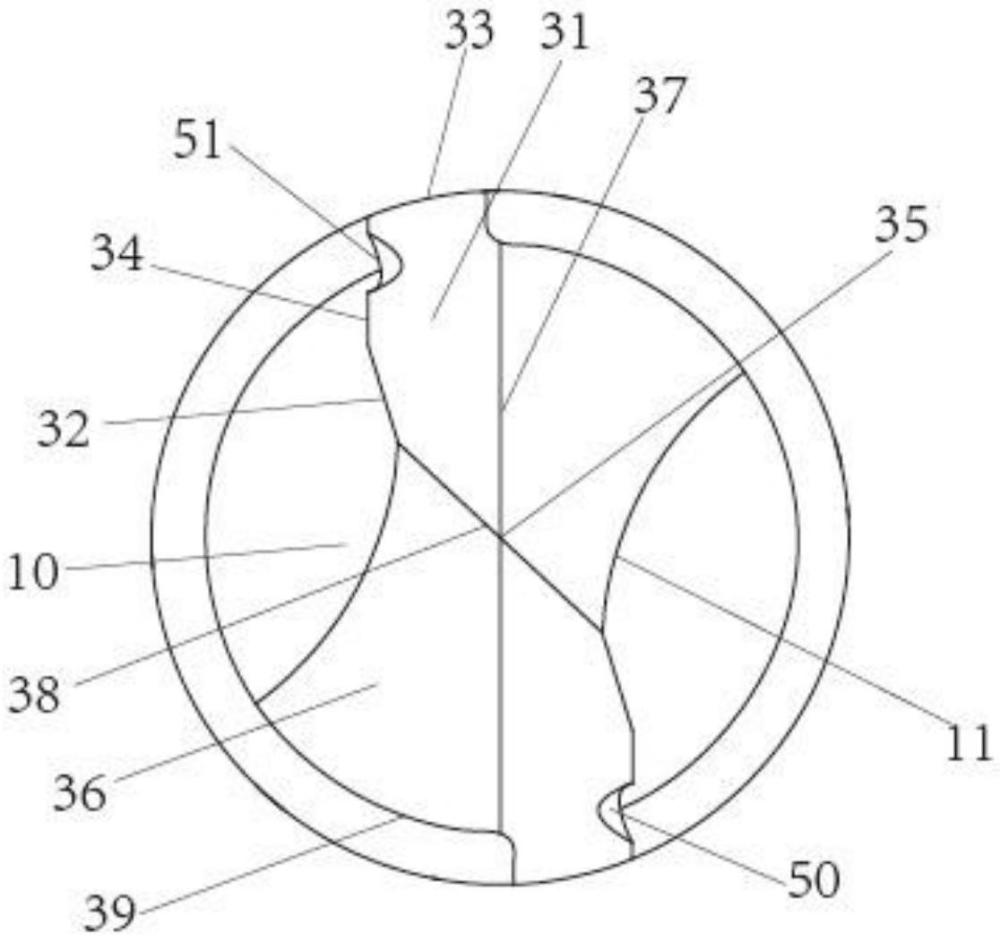
2、为了实现上述目的,本申请提供了一种抑制缠丝的钻孔工具,包括钻孔部,所述钻孔部沿轴向开设有螺旋状的排屑槽和断屑槽,所述钻孔部的周面形成有边刀,所述断屑槽连接在所述排屑槽和所述边刀之间,所述钻孔部的末端形成有钻尖部,所述钻尖部包括第一后刀面,所述排屑槽与所述第一后刀面相交形成主切削刃,所述边刀和所述第一后刀面相交形成第一侧刃,所述断屑槽和所述第一后刀面相交形成连接在所述主切削刃和所述第一侧刃之间的断屑刃;
3、其中,所述断屑刃和所述主切削刃之间形成夹角,所述断屑槽的螺旋角小于所述排屑槽的螺旋角。
4、可选地,所述断屑槽在所述排屑槽延伸方向上的长度大于所述钻孔部的直径的0.15倍。
5、可选地,所述断屑刃处开设有至少一个卸力槽,所述卸力槽部分形成在所述断屑槽,部分形成在所述第一后刀面,所述卸力槽和所述断屑槽的相交处形成卸力刃。
6、可选地,所述断屑槽与所述卸力槽围成的楔角小于所述断屑槽与所述第一后刀面围成的楔角。
7、可选地,所述卸力槽沿所述断屑刃的长度大于所述断屑刃的长度的0.3倍且小于所述断屑刃的长度。
8、可选地,所述主切削刃的长度为所述钻孔部的半径的0.1-0.75倍。
9、可选地,所述钻尖部包括钻尖以及关于所述钻尖对称的两个所述第一后刀面和两个第二后刀面,每个所述第一后刀面与一个所述第二后刀面通过中心线连接,与另一个第二后刀面通过横刃连接,两所述中心线相交在所述钻尖,两所述横刃相交在所述钻尖,所述排屑槽的数量为二,每一所述排屑槽分别与对应的所述第一后刀面和所述第二后刀面相交形成相交于所述横刃的所述主切削刃和后刃。
10、可选地,所述主切削刃和位于同一所述第一后刀面的所述中心线的夹角大于5°且小于55°。
11、可选地,所述主切削刃和位于同一所述第一后刀面的所述中心线的夹角大于位于同一所述第一后刀面的所述断屑刃和位于同一所述第一后刀面的所述中心线的夹角。
12、为了实现上述目的,本申请还提供了一种抑制缠丝的钻孔工具的加工方法,用于加工上述钻孔工具,包括:
13、预设所述排屑槽、所述断屑槽、所述边刀和所述主切削刃的参数;所述断屑槽的螺旋角小于所述排屑槽的螺旋角;
14、根据所述排屑槽和所述边刀的预设参数,在待加工的棒料上沿轴向加工出所述排屑槽和所述边刀;
15、根据所述主切屑刃的预设参数,磨削所述钻孔部的末端以形成所述钻尖部,并确定所述主切屑刃和所述断屑刃的交点位置;
16、根据所述交点位置和所述断屑槽的预设参数,磨削部分所述排屑槽和所述边刀以形成所述断屑槽和所述断屑刃。
17、本申请实施例中,一方面,主切削刃与断屑刃形成一定夹角,可以使切屑分流,进而抑制长条金属丝,减小缠丝;另一方面,在排屑槽和边刀之间设置螺旋角更小的断屑槽,增大断屑刃的切削前角,使切屑在形变的作用力下实现断屑,而排屑槽的排屑能力不受影响,同时兼顾了钻孔工具的断屑能力和排屑能力。因此,本申请既可分屑和断屑,还能保证排屑的性能,有效降低了钻孔工具在工作过程中出现缠丝现象的可能性,提高了钻孔工具的使用寿命,保证了钻孔工具的钻孔品质。
技术特征:1.一种抑制缠丝的钻孔工具,其特征在于,包括钻孔部,所述钻孔部沿轴向开设有螺旋状的排屑槽和断屑槽,所述钻孔部的周面形成有边刀,所述断屑槽连接在所述排屑槽和所述边刀之间,所述钻孔部的末端形成有钻尖部,所述钻尖部包括第一后刀面,所述排屑槽与所述第一后刀面相交形成主切削刃,所述边刀和所述第一后刀面相交形成第一侧刃,所述断屑槽和所述第一后刀面相交形成连接在所述主切削刃和所述第一侧刃之间的断屑刃;
2.如权利要求1所述的抑制缠丝的钻孔工具,其特征在于,所述断屑槽在所述排屑槽延伸方向上的长度大于所述钻孔部的直径的0.15倍。
3.如权利要求1或2所述的抑制缠丝的钻孔工具,其特征在于,所述断屑刃处开设有至少一个卸力槽,所述卸力槽部分形成在所述断屑槽,部分形成在所述第一后刀面,所述卸力槽和所述断屑槽的相交处形成卸力刃。
4.如权利要求3所述的抑制缠丝的钻孔工具,其特征在于,所述断屑槽与所述卸力槽围成的楔角小于所述断屑槽与所述第一后刀面围成的楔角。
5.如权利要求3所述的抑制缠丝的钻孔工具,其特征在于,所述卸力槽沿所述断屑刃的长度大于所述断屑刃的长度的0.3倍且小于所述断屑刃的长度。
6.如权利要求1所述的抑制缠丝的钻孔工具,其特征在于,所述主切削刃的长度为所述钻孔部的半径的0.1-0.75倍。
7.如权利要求1所述的抑制缠丝的钻孔工具,其特征在于,所述钻尖部包括钻尖以及关于所述钻尖对称的两个所述第一后刀面和两个第二后刀面,每个所述第一后刀面与一个所述第二后刀面通过中心线连接,与另一个第二后刀面通过横刃连接,两所述中心线相交在所述钻尖,两所述横刃相交在所述钻尖,所述排屑槽的数量为二,每一所述排屑槽分别与对应的所述第一后刀面和所述第二后刀面相交形成相交于所述横刃的所述主切削刃和后刃。
8.如权利要求7所述的抑制缠丝的钻孔工具,其特征在于,所述主切削刃和位于同一所述第一后刀面的所述中心线的夹角大于5°且小于55°。
9.如权利要求7所述的抑制缠丝的钻孔工具,其特征在于,所述主切削刃和位于同一所述第一后刀面的所述中心线的夹角大于位于同一所述第一后刀面的所述断屑刃和位于同一所述第一后刀面的所述中心线的夹角。
10.一种抑制缠丝的钻孔工具的加工方法,其特征在于,用于加工如权利要求1所述的钻孔工具,包括:
技术总结本申请公开了一种抑制缠丝的钻孔工具及其加工方法,钻孔工具包括钻孔部,钻孔部沿轴向开设有螺旋状的排屑槽和断屑槽,钻孔部的周面形成有边刀,断屑槽连接在排屑槽和边刀之间,钻孔部的末端形成有钻尖部,钻尖部包括第一后刀面,排屑槽与第一后刀面相交形成主切削刃,边刀和第一后刀面相交形成第一侧刃,断屑槽和第一后刀面相交形成连接在主切削刃和第一侧刃之间的断屑刃;其中,断屑刃和主切削刃之间形成夹角,断屑槽的螺旋角小于排屑槽的螺旋角。本申请的抑制缠丝的钻孔工具在抑制缠丝的同时兼顾了断屑和排屑,且有利于保证产品一致性和提升生产效率。技术研发人员:朱水生,王崇,赵紫锋,王馨,张丽,王俊锋,王康康受保护的技术使用者:南阳鼎泰高科有限公司技术研发日:技术公布日:2024/12/12本文地址:https://www.jishuxx.com/zhuanli/20241216/351460.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表