一种塑胶件喷涂生产线的智能控制方法及系统与流程
- 国知局
- 2025-01-17 13:05:56
本发明涉及塑胶件喷涂生产线,具体为一种塑胶件喷涂生产线的智能控制方法及系统。
背景技术:
1、塑胶件制得的外壳广泛应用于移动通信、电子、汽车、生物医疗器械等领域。现有的塑胶件大多通过注塑材料注塑后得到,材质主要为塑胶。随着人们生活水平的不断提高,对于产品外壳的要求也不断提高,塑胶件部分通常需要进行喷涂上色处理,为了提高此类塑胶件的喷涂生产效率,现有工艺中是通过设置喷涂生产线来完成的,将待上色塑胶件放在流水线上输送至喷涂室完成喷涂并运至下一工位,由此提高喷涂效率。在喷涂上色过程中,为保证产品上色的效果,需要至少从两个角度对产品四个方向进行喷涂,而现有喷涂生产线的喷涂室中仅同向设置一对喷枪,如此上色时需先横喷一次,再旋转90度移动喷枪再喷一次,故在产品上色时设置在流水线上的待喷涂塑胶件无法连续运送,而必须在每喷一批产品时候停顿一下,等待喷涂室中产品喷涂完成后旋转再喷涂完毕方可继续,但现有的塑胶件喷涂生产线大多需要人工时刻注意各个参数指标,当某一参数指标异常时由人工进行预警。
技术实现思路
1、针对现有技术的不足,本发明提供了一种塑胶件喷涂生产线的智能控制方法及系统,具备及时预警自动控制等优点,解决了上述技术问题。
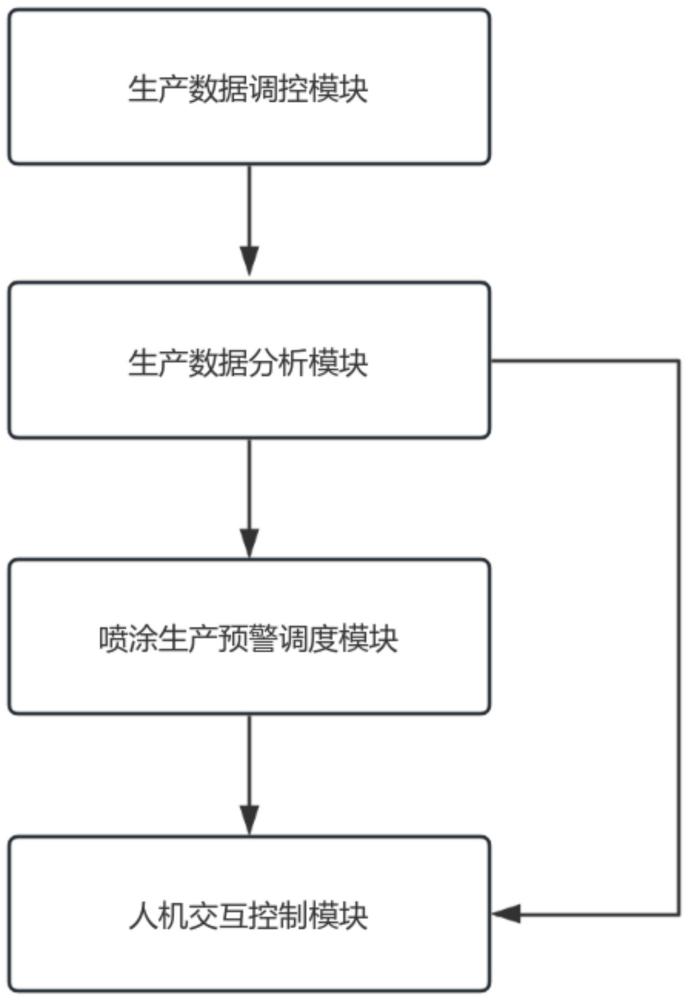
2、为实现上述目的,本发明提供如下技术方案:一种塑胶件喷涂生产线的智能控制系统,包括生产数据调控模块、生产数据分析模块、喷涂生产预警调度模块和人机交互控制模块;
3、所述生产数据调控模块包括供料单元、温控单元和干燥单元,所述供料单元用于对塑胶件喷涂过程中的原料进行供应,并记录当前生产线喷涂料供应速率,所述温控单元用于调整和控制塑胶件喷涂生产线生产环境的温度,并记录当前塑胶件喷涂生产线生产环境的温度,所述干燥单元用于对塑胶件喷涂生产线生产过程中的涂料进行干燥,并将干燥温度进行记录;
4、所述生产数据分析模块包括生产过程数据分析单元和输送路径规划单元;
5、所述生产过程数据分析单元包括供料分析子单元、温度分析子单元和干燥温度分析子单元,所述供料分析子单元基于当前生产线喷涂料供应速率和当前库存情况进行综合计算得到供料剩余值,所述温度分析子单元基于塑胶件喷涂生产线生产环境的温度进行分析,得到环境温度变化值,所述干燥温度分析子单元基于干燥温度进行分析,得到干燥温度变化值,所述生产过程数据分析单元将计算得到的供料剩余值、环境温度变化值和干燥温度变化值分别发送到喷涂生产预警调度模块;
6、所述输送路径规划单元用于对生产完成的物料进行输送转运的路径进行规划,并将规划好的路径发送到人机交互控制模块中;
7、所述喷涂生产预警调度模块基于供料剩余值、环境温度变化值和干燥温度变化值进行计算预警,并将预警结果发送到人机交互控制模块中;
8、所述人机交互控制模块基于喷涂生产预警调度模块的预警结果进行人员调度,将处于空闲时刻的维修人员进行调度维修。
9、作为本发明的优选技术方案,所述供料单元记录当前生产线喷涂料供应速率的具体表达式如下:
10、
11、其中,表示当前生产线喷涂料供应速率数据集,分别表示生产线第1个喷料节点喷涂料供应速率、、生产线第个喷料节点喷涂料供应速率、、生产线第个喷料节点喷涂料供应速率,且生产线第个喷料节点喷涂料供应速率的具体表达式如下:
12、
13、其中,表示生产线第个喷料节点对塑胶件完整喷涂所消耗的总量,表示采样间隔,表示间歇时间。
14、作为本发明的优选技术方案,所述温控单元记录当前塑胶件喷涂生产线生产环境的温度的具体表达式如下:
15、
16、其中,表示生产环境温度数据集,分别表示时刻生产线第1个喷料节点喷料环境温度、、时刻生产线第个喷料节点喷料环境温度、、时刻生产线第个喷料节点喷料环境温度,所述时刻生产线第个喷料节点喷料环境温度具体表达式如下:
17、
18、其中,表示生产线第个喷料节点喷料环境温度采集的第个采样点的采集温度,表示采样点总数,表示对所有生产线第个喷料节点喷料环境温度采集的采样点的采集温度进行求和。
19、作为本发明的优选技术方案,所述干燥单元记录塑胶件喷涂生产线生产过程中的涂料进行干燥的干燥温度的具体表达式如下:
20、
21、其中,表示干燥温度数据集,分别表示时刻生产线第1个干燥区域温度、、时刻生产线第个干燥区域温度、、时刻生产线第个干燥区域温度。
22、作为本发明的优选技术方案,所述供料分析子单元基于当前生产线喷涂料供应速率和当前库存情况进行综合计算得到供料剩余值的具体表达式如下:
23、
24、其中,表示时刻供料剩余值,表示当前库存中喷涂料总值,表示当前开启的个喷料节点喷涂料供应速率总和。
25、作为本发明的优选技术方案,所述温度分析子单元基于塑胶件喷涂生产线生产环境的温度进行分析,得到环境温度变化值的具体表达式如下:
26、
27、其中,表示采样间隔,表示时刻生产线第个喷料节点喷料环境温度变化值,表示时刻生产线第个喷料节点喷料环境温度变化值。
28、作为本发明的优选技术方案,所述干燥温度分析子单元基于干燥温度进行分析,得到干燥温度变化值的具体表达式如下:
29、
30、其中,表示时刻生产线第个干燥区域温度变化值,表示时刻生产线第个干燥区域温度,表示采样间隔,表示时刻生产线第个干燥区域温度,表示绝对值。
31、作为本发明的优选技术方案,所述输送路径规划单元进行路径规划的具体步骤如下:
32、步骤a1:以当前生产完成的物料为原点,建立xoy坐标系,并确定输送终点的坐标;
33、步骤a2:计算所有通往输送终点的路径权重,并选择权重最小的一条;
34、步骤a3:按照步骤a2中输出的路径进行输送。
35、作为本发明的优选技术方案,所述步骤a2中计算所有通往输送终点的路径权重的具体表达式如下:
36、
37、其中,表示从当前生产完成的物料点至输送终点经过的分岔口总数,、表示输送设备在分叉口的坐标,、表示输送终点的坐标,表示分叉口的等待时长。
38、本发明还通过一种塑胶件喷涂生产线的智能控制方法,基于上述的一种塑胶件喷涂生产线的智能控制系统,包括以下步骤:
39、步骤一:记录当前生产线喷涂料供应速率、当前塑胶件喷涂生产线生产环境的温度和塑胶件喷涂生产线生产过程中的涂料进行干所燥的干燥温度;
40、步骤二:基于当前生产线喷涂料供应速率和当前库存情况进行综合计算得到供料剩余值;
41、步骤三:基于塑胶件喷涂生产线生产环境的温度进行分析,得到环境温度变化值;
42、步骤四:基于干燥温度进行分析,得到干燥温度变化值;
43、步骤五:基于供料剩余值、环境温度变化值和干燥温度变化值进行计算预警,并判断是否将预警结果发送给工作人员;
44、步骤六:对生产完成的物料进行输送转运的路径进行规划,并依据规划好的路径进行输送。
45、与现有技术相比,本发明提供了一种塑胶件喷涂生产线的智能控制方法及系统,具备以下有益效果:
46、1、本发明通过供料剩余值、环境温度变化值和干燥温度变化值进行计算预警,并将预警结果发送到人机交互控制模块中,在进行预警时,当时刻供料剩余值时,则进行预警,则加急调度,或择优调度,并由工作人员选择是否降低喷料节点喷涂料供应速率,当时刻生产线第个喷料节点喷料环境温度变化值或时刻生产线第个干燥区域温度变化值超出安全范围时,该处安全范围在生产线设置时设定,则输出对应的第个喷料节点或第个干燥区域的具体位置,提供给人机交互控制模块,从而让人机交互控制模块更好地反馈给维修人员前来处理。
47、2、本发明通过将所有分岔路口均考虑清楚后进行计算得到的,从而可以保证该路径为最优路径,同时满足等待时间最短,保证输送设备或输送机器人能够及时的输送喷涂完成的物料。
本文地址:https://www.jishuxx.com/zhuanli/20250117/356150.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表