1.本技术属于吸塑模具技术领域,尤其涉及一种箱包阴模吸塑模具及其成型工艺。
背景技术:
2.随着科技的发展,片材的成型逐步应用于成型模具中,并且片材可以成型为箱包,在现有技术中,箱包的片材的成型采用了阳模吸塑成型,此时,片材贴合于阳模吸塑成型的凸模的表面,片材的边角处由于凸模的贴合而无法控制,此时,尖锐的、棱角分明的外观面需求无法实现,导致箱包的成型质量较差。
技术实现要素:
3.本技术的一个实施例提供一种箱包阴模吸塑模具及其成型工艺,以解决现有的箱包的成型质量较差的问题。
4.第一方面,本技术的一个实施例提供一种箱包阴模吸塑模具,包括:
5.下模组件,包括下模架、升降平台、箱包凹模;所述升降平台和所述箱包凹模处于所述下模架内;所述升降平台连接所述箱包凹模,并带动所述箱包凹模升降;所述箱包凹模设有成型面,所述成型面向下延伸;
6.料框,设置于所述下模架的上方;所述料框用于定位片材,并悬空所述片材;
7.上模组件,设置于所述下模组件的一侧;所述上模组件包括上模架和第一气流通道,所述上模架能够抵压所述料框;所述第一气流通道用于供气流输送;所述第一气流通道穿设于所述上模架,并朝向所述片材喷气,使得所述片材朝向所述成型面延伸,并贴合所述成型面。
8.可选的,所述下模架设有容纳腔,所述容纳腔用于容纳所述升降平台和所述箱包凹模;所述箱包凹模的外周壁贴合所述容纳腔的内壁,并在所述容纳腔的内壁的导向下升降。
9.可选的,所述成型面为凹槽面,并沿着向下方向连续延伸。
10.可选的,所述箱包凹模内设有水流道,所述水流道沿着所述凹槽面依次穿设,并相对于所述凹槽面的表面对应布置。
11.可选的,所述水流道为相连续的整条流道或相连通的多条流道。
12.可选的,所述升降平台内设有第二气流通道,所述第二气流通道穿设所述升降平台,并向所述升降平台和所述箱包凹模之间的间隙延伸。
13.可选的,所述箱包凹模内设有吸附孔,所述吸附孔朝向所述成型面延伸,并连通所述第二气流通道。
14.可选的,所述第一气流通道设置于所述上模架的中部,经所述第一气流通道输送的气体由所述上模架的中部向外扩散,并抵压所述片材。
15.第二方面,本技术的一个实施例提供一种箱包阴模吸塑模具的成型工艺,应用于上述的箱包阴模吸塑模具,所述箱包阴模吸塑模具的成型工艺包括:
16.将片材安装于所述料框,并悬空所述片材;
17.所述上模架朝向所述料框移动,并抵压所述料框;
18.所述第一气流通道向下输出气体,该气体由所述上模架的中部向外扩散,并抵压所述片材,此时,所述片材在气体的抵压作用下贴合于所述箱包凹模的所述成型面;
19.所述升降平台的第二气流通道在负压状态下吸气,使得所述片材进一步地贴合于所述箱包凹模的所述成型面,并形成已成型的片材;
20.所述升降平台带动所述箱包凹模向下移动,所述箱包凹模脱离已成型的片材。
21.可选的,所述箱包凹模设有水流道,所述水流道在所述片材于所述箱包凹模内成型时为热水状态;所述水流道在所述片材于所述箱包凹模内已成型时为冷水状态。
22.本技术的一个实施例提供的箱包阴模吸塑模具及其成型工艺,通过上模架的第一气流通道朝向片材喷气,片材在气体的抵压力作用下朝向成型面延伸,并贴合成型面,此时,片材依照箱包凹模的成型面进行成型,并且片材完全覆盖在成型面,并且片材的边角处能够完全贴合于成型面,以便于片材的向下成型,提高箱包的成型质量,并且不影响箱包的外观面,另外,通过升降平台带动箱包凹模的升降,便于已成型的片材相对箱包凹模的脱离。
附图说明
23.为了更清楚地说明本技术的一个实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单的介绍。显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对本领域技术人员来说,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
24.为了更完整地理解本技术及其有益效果,下面将结合附图来进行说明。其中,在下面的描述中相同的附图标号表示相同部分。
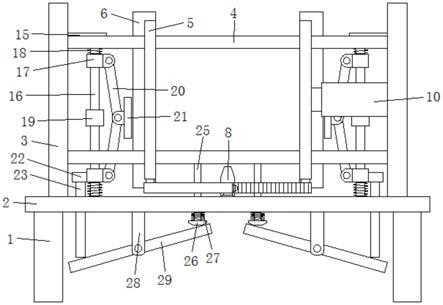
25.图1为本技术的一个实施例提供的箱包阴模吸塑模具的剖视图。
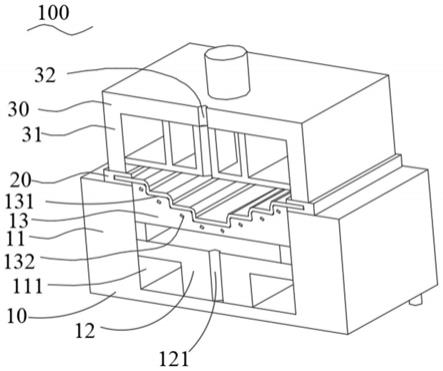
26.图2为本技术的一个实施例提供的箱包阴模吸塑模具的爆炸图。
27.图3为本技术的一个实施例提供的箱包阴模吸塑模具的主视图。
28.图4为本技术的一个实施例提供的箱包阴模吸塑模具的成型示意图。
29.图5为本技术的一个实施例提供的箱包阴模吸塑模具的成型工艺的成型流程图。
具体实施方式
30.下面将结合本技术的一个实施例中的附图,对本技术的一个实施例中的技术方案进行清楚、完整地描述。显然,所描述的实施例仅仅是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
31.本技术的一个实施例提供一种箱包阴模吸塑模具及其成型工艺,以解决现有的箱包的成型质量较差的问题。
32.第一方面,参考图1至图4,本技术的一个实施例提供一种箱包阴模吸塑模具100,包括下模组件10、料框20、上模组件30,料框20设置于下模组件10和上模组件30之间。
33.下模组件10包括下模架11、升降平台12、箱包凹模13,下模架11作为下模组件10的
支撑体,下模架11设有容纳腔111,容纳腔111用于容纳升降平台12和箱包凹模13。
34.升降平台12和箱包凹模13处于下模架11内;升降平台12连接箱包凹模13,并带动箱包凹模13升降,其中,箱包凹模13的外周壁贴合容纳腔111的内壁,并在容纳腔111的内壁的导向下升降,提高箱包凹模13在升降过程中的顺畅性和运行精度。可选的,升降平台12为气动式平台或者液压式平台。
35.升降平台12内设有第二气流通道121,第二气流通道121穿设升降平台12,并向升降平台12和箱包凹模13之间的间隙延伸,其中,箱包凹模13内设有吸附孔,吸附孔朝向成型面131延伸,并连通第二气流通道121,此时,第二气流通道121在负压状态下向下吸气,气体对片材产生向下吸附的作用力,以便于片材对箱包凹模13的成型面131贴合更加牢固,保证箱包的成型质量和成型效果。
36.箱包凹模13设有成型面131,成型面131向下延伸,成型面131为凹槽面,并沿着向下方向连续延伸,此时,凹槽面向下延伸,并形成凹陷的成型区域,片材在气体的向下抵压力的作用下贴合于凹槽面,并且在气体的向下吸附力的作用下进一步地贴合于凹槽面,以便于片材的两表面均受到气体的抵压力,保证了箱包的成型质量和成型效果。片材依照箱包凹模13的成型面131进行成型,并且片材完全覆盖在成型面131,并且片材的边角处能够完全贴合于成型面131,以便于片材的向下成型,提高箱包的成型质量,并且不影响箱包的外观面。
37.还有的是,箱包凹模13内设有水流道132,水流道132沿着凹槽面依次穿设,并相对于凹槽面的表面对应布置,此时,凹槽面的上表面的下方均设有水流道132的流道,以便于水流道132的作用覆盖于凹槽面的各个表面,提高水流道132对片材的作用效果。可选的,水流道132为相连续的整条流道或相连通的多条流道。
38.料框20设置于下模架11的上方,并固定于下模架11;料框20用于定位片材,并悬空片材,此时,片材相对于下模组件10悬空,以便于片材贴合箱包凹模13的成型面131。
39.上模组件30设置于下模组件10的一侧;上模组件30包括上模架31和第一气流通道32,上模架31能够抵压料框20;第一气流通道32用于供气流输送;第一气流通道32穿设于上模架31,并朝向片材喷气,使得片材朝向成型面131延伸,并贴合成型面131,此时,片材依照箱包凹模13的成型面131进行成型,并且片材完全覆盖在成型面131,并且片材的边角处能够完全贴合于成型面131,以便于片材的向下成型,提高箱包的成型质量,并且不影响箱包的外观面,且箱包的外观面的纹路也不容易变形。
40.第一气流通道32设置于上模架31的中部,经第一气流通道32输送的气体由上模架31的中部向外扩散,并抵压片材,此时,气体由上模架31的中部朝向片材输出,并且沿不同方向抵压片材,保证片材相对于成型面131的贴合。
41.参考图5,本技术的一个实施例提供一种箱包阴模吸塑模具100的成型工艺,应用于上述的箱包阴模吸塑模具100,箱包阴模吸塑模具100的成型工艺包括:
42.将片材安装于料框20,并悬空片材,其中,片材可以进行预加热工序,加热后的片材便于成型;
43.上模架31朝向料框20移动,并抵压料框20;
44.第一气流通道32向下输出气体,该气体由上模架31的中部向外扩散,并抵压片材,此时,片材在气体的抵压作用下贴合于箱包凹模13的成型面131;
45.升降平台12的第二气流通道121在负压状态下吸气,使得片材进一步地贴合于箱包凹模13的成型面131,并形成已成型的片材;
46.升降平台12带动箱包凹模13向下移动,箱包凹模13脱离已成型的片材。
47.可选的,箱包凹模13设有水流道132,水流道132在片材于箱包凹模13内成型时为热水状态;水流道132在片材于箱包凹模13内已成型时为冷水状态。
48.本技术的一个实施例提供的箱包阴模吸塑模具100及其成型工艺,通过上模架31的第一气流通道32朝向片材喷气,片材在气体的抵压力作用下朝向成型面131延伸,并贴合成型面131,此时,片材依照箱包凹模13的成型面131进行成型,并且片材完全覆盖在成型面131,并且片材的边角处能够完全贴合于成型面131,以便于片材的向下成型,提高箱包的成型质量,并且不影响箱包的外观面,另外,通过升降平台12带动箱包凹模13的升降,便于已成型的片材相对箱包凹模13的脱离。
49.在上述实施例中,对各个实施例的描述都各有侧重,某个实施例中没有详述的部分,可以参见其他实施例的相关描述。
50.在本技术的描述中,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个特征。
51.以上对本技术的一个实施例所提供的箱包阴模吸塑模具及其成型工艺进行了详细介绍,本文中应用了具体个例对本技术的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本技术的方法及其核心思想;同时,对于本领域的技术人员,依据本技术的思想,在具体实施方式及应用范围上均会有改变之处,综上,本说明书内容不应理解为对本技术的限制。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。