1.本实用新型涉及一种横焊机部件,具体涉及一种用于埋弧横焊机的焊接组件。
背景技术:
2.正常的小型不载人轻型横焊机除机架小型化,不载人以外,行走机构与标准横焊机相比,仅由双驱改为单驱,而其它的功能部件一个不少。如焊剂拖持机构(含焊剂吸嘴)、机头部分(含送丝机及送丝机调节机构、焊枪、焊丝矫直器、光源跟踪夹持器)、焊剂输送回收机构、焊丝盘、控制箱(送丝机控制及机架行走控制)、伸缩顶轮机构等。但由于空间极度狭小,这就要求机架更加的轻、小、巧。需对外表尺寸不适应的结构作重新布置与改进。传统的送丝机构中的焊丝矫直机构、送丝机及长柄焊枪呈直线布置;加之焊剂拖持机构,由于其外形大,不能在如此狭小的空间内布置,因而导致其无法应用于厚板焊接的超薄超轻埋弧横焊机及小直径厚壁管(水管导引管)用超薄超轻型横焊机上。
3.为适用于厚板焊接的超薄超轻埋弧横焊机及小直径厚壁管(水管导引管)用超薄超轻型横焊机,如何合理布置轻型不载人横焊机上各功能部件及充分利用(采购)标准零部件,以及如何简化结构,方便使用,高质高效使用新型机构,成了解决该问题的主要方案,前一问题可以通过将能够拆分部分如真空泵、焊剂料斗、空气过滤装置拆分;机架控制箱与控制面板拆分;送丝机控制箱与控制面板拆分;伸缩顶轮机构小型化;焊丝盘的位置;机头调节机构安装在机架立柱上等方式,使所有这些部件位置的安装既合理,有利于操控,送丝及焊剂输送与回收的顺畅,又能使机器整体重心位置合适,保证机架行走平稳。而如何简化结构这一问题则需要对结构进行重新设计
技术实现要素:
4.本实用新型的目的就是为了解决上述问题至少其一而提供一种用于埋弧横焊机的焊接组件,实现了在狭小空间内能使焊丝顺畅的到达焊缝位置,解决原有常规送丝机构不能适用于此次狭小空间内的问题。
5.本实用新型的目的通过以下技术方案实现:
6.一种用于埋弧横焊机的焊接组件,包括弧形排轮送丝机构和向弧形排轮送丝机构提供焊剂的焊剂托持机构;
7.所述的弧形排轮送丝机构包括依次固定连接的机身部、导丝部和焊枪部;所述的机身部包括送丝机;所述的导丝部为弧形;所述的焊枪部包括固定连接于导丝部出口的枪管和固定于枪管末端的焊嘴;焊丝由送丝机进入导丝部后,由导丝部改变前进方向,经枪管和焊嘴送至焊缝处;
8.所述的焊剂托持机构固定于罐壁上;包括折弯铝板,所述的折弯铝板包括与罐壁固定连接的腹板和用于布放焊剂的翼板。
9.优选地,所述的机身部还包括与送丝机固定连接的焊丝矫直器,焊丝经焊丝矫直器矫直后进入送丝机。矫直后的焊丝能够顺畅的前进,减少问题的出现。
10.优选地,所述的导丝部包括导丝轮安装基板和安装于导丝轮安装基板上的若干个导丝轮,所述的导丝轮安装基板为弧形,固定于机身部和焊枪部之间,所述的导丝轮沿弧形设置两排。每一排导丝轮的中心连接线即为焊丝的前进路线,其起点、终点分别与送丝机出口中心、枪管的进口中心相重合,并分别与送丝机的送丝路径及枪管中心线光滑过渡。通过弧形的设置,能够改变焊丝的前进方向,进而缩短直线传送的距离,使整体机构更为紧凑,适合于狭小空间内的使用。
11.优选地,弧形为90
°
弧形。设置为90
°
时,能够获得一个最适宜的送丝截面宽度尺寸。
12.优选地,所述的导丝部还包括安装于导丝轮安装基板上的矫直轮组,所述的矫直轮组安装于导丝部出口处,使焊丝矫直后进入焊枪部。矫直轮组的设置即可以保证焊丝的送丝顺畅,还能够减小送丝截面宽度尺寸。
13.优选地,所述的矫直轮组包括丝压紧轮、第一固定轮和第二固定轮;所述的第一固定轮和第二固定轮设置于弧形导丝轮安装基板的内侧,所述的丝压紧轮设置于弧形导丝轮安装基板的外侧;所述的丝压紧轮通过固定于导丝轮安装基板内部的拉紧轴和调节轴进行调节,使焊丝直线进入焊枪部。通过调节调节轴与拉紧轴的相对位置和角度,以调整丝压紧轮的位置和角度,进而保证焊丝能够直线进入焊枪部。
14.优选地,所述的焊枪部还包括导电板,所述的导电板固定于导丝部出口并套设于枪管外侧。
15.优选地,所述的焊枪部采用的是短柄焊枪。由于弧形导丝部的加入,因此焊枪无需采用传统实用的长柄焊枪,可以实用短柄焊枪,以节省占用空间。
16.由于采用上述的弧形排轮送丝机构向下占用了原有焊剂托持机构的位置,且原有焊剂托持机构具有上下及前后调节装置,不适用于此狭小空间,所以还提供了一种焊剂托持机构。
17.优选地,所述的折弯铝板的腹板上固定设置有若干个用于固定折弯铝板于罐壁上的磁铁。磁铁选用耐高温磁铁(适用于150-300℃),防止在焊接过程中由于温度的升高而导致磁铁的磁性消减,进而防止引发生产问题和生产事故。
18.优选地,所述的折弯铝板的腹板上端贴有硅胶发泡自粘条,所述的硅胶发泡自粘条粘设于折弯铝板与罐壁之间。通过硅胶发泡自粘条将折弯铝板与罐壁之间的缝隙填满,防止焊剂由缝隙中掉落。
19.优选地,所述的折弯铝板的翼板上开槽,形成若干个齿板,所述的齿板间通过耐高温胶带粘接。翼板开槽后能够满足罐体内侧或外侧面的使用(开槽过折弯点),通过耐高温胶带将槽体进行粘接,防止焊剂由槽中掉落。
20.优选地,所述的折弯铝板的翼板自由端设有挡边。挡边同样也可以用于挡住焊剂,防止焊剂由翼板上掉落。
21.本实用新型的工作原理为:
22.焊丝经送丝机、导丝部、枪管和焊嘴送至焊缝处,其中的导丝部设置为弧形,可以改变焊丝的前进方向,减小送丝截面宽度尺寸,使结构紧凑,以适用于狭小空间;并搭配多部分的矫直机构,使焊丝能够顺畅的运动。
23.为配合弧形排轮送丝机构,焊剂托持机构采用固定于罐壁上的设计。其腹板通过
磁铁固定于罐壁上,而翼板开槽以适应于罐体内侧或外侧面的使用,并在翼板上通过耐高温胶带进行粘接,遮挡开槽部分,防止焊剂掉落。
24.与现有技术相比,本实用新型具有以下有益效果:
25.1、通过弧形导丝部的设计,使送丝截面宽度尺寸得以减小,送丝机构整体结构紧凑,能够适应于狭小空间的罐体的横焊。同时,在送丝机和导丝部都分别配置了矫直的机构或装置,使得焊丝的送丝能够更加的顺畅,减少装置维修次数。由于采用了弧形设计,占据了原有的焊剂托持机构的空间,为配合该弧形排轮送丝机构设计的焊剂托持机构通过耐高温磁铁固定于罐壁上,以适应于高温环境,同时还具有轻便、易于拆装的特性,并且布放焊剂的翼板开槽,进而可以适应不同直径的罐体,在开槽的位置通过耐高温胶带粘接,能够使焊剂布放在胶带上而不掉落。
26.2、焊丝矫直器、送丝机、导丝轮排轮、枪管及焊嘴的中心线为一整条光滑过渡的曲线,准确的说是焊丝进出口是直线,中间是弧形线,同时搭配矫直的焊丝,能够顺畅的由焊嘴处排出焊丝,使得应用于横焊机后能够稳定的出焊丝。
27.3、导丝部设置的矫直轮组可以通过拉紧轴和调节轴进行调节,能够有效保证焊丝的矫直,进而使得整个机构能够具有更好的出焊丝性能。
28.4、在焊剂托持机构上均采用耐高温的部件,如耐高温磁铁、耐高温胶带和耐高温防火阻燃胶等,十分适用于横焊操作;并且焊剂托持机构还具有轻便、耐用、已拆卸和罐体适用直径范围宽等优点。
29.5、该焊剂托持机构不仅可以与本实用新型所提及的弧形排轮送丝机构配套使用,也可以单独应用或与传统的送丝机构一同使用。
附图说明
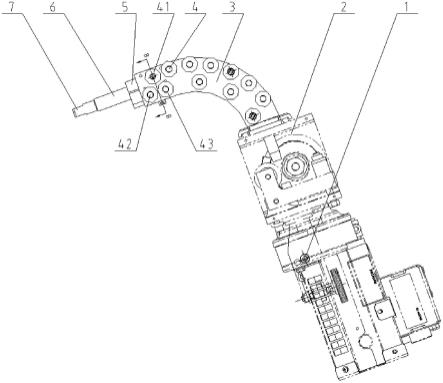
30.图1为弧形排轮送丝机构的结构示意图;
31.图2为弧形排轮送丝机构的b-b截面(图1中的b-b截面)结构示意图;
32.图3为焊剂托持机构的正视结构示意图;
33.图4为焊剂托持机构的俯视结构示意图;
34.图5为焊剂托持机构的侧视结构示意图;
35.图中:1-焊丝矫直器;2-送丝机;3-导丝轮安装基板;4-导丝轮;41-丝压紧轮;42-第一固定轮;43-第二固定轮;5-导电板;6-枪管;7-焊嘴;8-拉紧轴;9-调节轴;10-第一六角螺母;11-第一弹簧垫圈;21-折弯铝板;22-磁铁;23-开槽沉头螺钉;24-第二弹簧垫圈;25-平垫圈;26-第二六角螺母;27-硅胶发泡自粘条;28-耐高温胶带;29-耐高温防火阻燃胶。
具体实施方式
36.下面结合附图和具体实施例对本实用新型进行详细说明。
37.实施例
38.一种用于埋弧横焊机的焊接组件,如图1-5所示,包括弧形排轮送丝机构和向弧形排轮送丝机构提供焊剂的焊剂托持机构;弧形排轮送丝机构包括依次固定连接的机身部、导丝部和焊枪部;机身部包括送丝机;导丝部为弧形;焊枪部包括固定连接于导丝部出口的枪管和固定于枪管末端的焊嘴;焊丝由送丝机进入导丝部后,由导丝部改变前进方向,经枪
管和焊嘴送至焊缝处;
39.焊剂托持机构固定于罐壁上;包括折弯铝板,折弯铝板包括与罐壁固定连接的腹板和用于布放焊剂的翼板。
40.更具体地,本实施例中:
41.弧形排轮送丝机构,如图1和图2所示,机身部由送丝机2和焊丝矫直器1构成,焊丝经焊丝矫直器1矫直后进入送丝机2,可以保证焊丝送丝顺畅。
42.导丝部主要为导丝轮安装基板3,以及安装在导丝轮安装基板3上的两排导丝轮4,导丝轮安装基板3呈现90
°
弧形,导丝轮4沿弧形设置,因而焊丝在导丝轮4和导丝轮安装基板3的作用下,其在导丝部出口处的前进方向与进入导丝部时的前进方向间隔90
°
。每一排导丝轮4的中心连接线即为焊丝的前进路线,其起点、终点分别与送丝机2出口中心、枪管6的进口中心相重合,并分别与送丝机2的送丝路径及枪管6中心线光滑过渡。通过弧形的设置,能够改变焊丝的前进方向,进而缩短直线传送的距离,使整体机构更为紧凑,适合于狭小空间内的使用。在导丝部靠近出口的位置处有矫直轮组,其包括丝压紧轮41、第一固定轮42和第二固定轮43,其中第一固定轮42和第二固定轮43设置于弧形导丝轮安装基板3的内侧,丝压紧轮41设置于弧形导丝轮安装基板3的外侧,三者的圆心连接类似于等边三角形。丝压紧轮41还通过第一六角螺母10及第一弹簧垫圈11与固定安装于导丝轮安装基板3内部的拉紧轴8和调节轴9相连接,通过调节轴9在拉紧轴8上的运动以改变丝压紧轮41的位置和角度,从而可以调整至能够使焊丝矫直的位置和姿态。
43.焊枪部由导电板5、枪管6和焊嘴7构成,导电板5套设在枪管6的外围,焊丝经矫直轮组矫直后由枪管6伸入焊嘴7,随后由焊嘴7伸出至焊缝处。由于弧形导丝部为焊丝的前进提供了一段移动距离,因而本实施例的焊枪部采用短柄焊枪,即枪管6为短柄,可以进一步节省占用空间,以满足狭小空间的使用。
44.由于采用上述的弧形排轮送丝机构会向下占用了原有焊剂托持机构的位置,且原有焊剂托持机构具有上下及前后调节装置,不适用于此狭小空间,因而本实施例还提供了一种焊剂托持机构。
45.一种焊剂托持机构,该焊剂托持机构固定于罐壁上,如图3-图5所示,包括折弯铝板21;折弯铝板21包括与罐壁固定连接的腹板和用于布放焊剂的翼板。
46.更具体地,该焊剂托持机构中:
47.腹板上固定设置有若干个用于固定折弯铝板21于罐壁上的磁铁22,这些磁铁22为耐高温磁铁(适用于150-300℃),适用于横焊操作。磁铁22通过开槽沉头螺钉23、第二弹簧垫圈24、平垫圈25、第二六角螺母26和耐高温防火阻燃胶29固定于折弯铝板21的腹板上。在腹板的上端与罐壁之间粘设硅胶发泡自粘条27,通过硅胶发泡自粘条27将两者之间的缝隙填满,防止焊剂由缝隙中掉落。
48.为使焊剂托持机构能够适应于多种直径的罐体,因而在翼板上开槽以形成若干齿板,随后再通过耐高温胶带28将齿板粘接以遮断开槽,使焊剂能够布放于耐高温胶带28上而不发生掉落。为进一步防止焊剂掉落,在翼板自由端还设置了挡边。
49.通过该实施例中的弧形排轮送丝机构和焊剂托持机构的配合使用,可以在狭小空间内实现焊丝送丝与焊剂托持。
50.本实用新型的工作原理为:
51.焊丝经送丝机2、导丝部、枪管6和焊嘴7送至焊缝处,其中的导丝部设置为弧形,可以改变焊丝的前进方向,减小送丝截面宽度尺寸,使结构紧凑,以适用于狭小空间;并搭配多部分的矫直机构,使焊丝能够顺畅的运动。
52.为配合弧形排轮送丝机构,焊剂托持机构采用固定于罐壁上的设计。其腹板通过磁铁22固定于罐壁上,而翼板开槽以适应于罐体内侧或外侧面的使用,并在翼板上通过耐高温胶带28进行粘接,遮挡开槽部分,防止焊剂掉落。
53.上述的对实施例的描述是为便于该技术领域的普通技术人员能理解和使用实用新型。熟悉本领域技术的人员显然可以容易地对这些实施例做出各种修改,并把在此说明的一般原理应用到其他实施例中而不必经过创造性的劳动。因此,本实用新型不限于上述实施例,本领域技术人员根据本实用新型的揭示,不脱离本实用新型范畴所做出的改进和修改都应该在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。