1.本发明涉及聚酰胺46复丝(又称:聚己二酰丁二胺,尼龙46)。
背景技术:
2.使用脂肪族聚酰胺制造的复丝与由其他原材料形成的复丝相比,是具备高强度且高伸度等优异特性的高强度聚酰胺复丝。
3.作为高强度聚酰胺复丝的用途之一,可列举产业用的带束帘线(belt cord)。尤其是,聚酰胺66在聚酰胺中为高熔点、高强度、且廉价,因此大量被用于带束帘线用途。相对于该聚酰胺66,聚酰胺46进而为高熔点且具备高的耐热性,因此热尺寸稳定性优异,所以是适合于带束帘线的原材料,且公开有通过改善纺丝、拉伸条件来提高强度的技术(专利文献1)。或者,也公开有提高热尺寸稳定性的技术(专利文献2、专利文献3),迄今为止存在的是使作为带束帘线的聚酰胺46的特性进一步变高的发明。然而,迄今为止,关于聚酰胺46复丝,虽报告有若干提高强度或热尺寸稳定性的技术,但几乎并未公开提高伸缩性的技术,进而,迄今为止,完全没有公开具有热尺寸稳定性且提高伸缩性的、即兼顾热尺寸稳定性与伸缩性的技术。
4.关于伸缩性,除了带束帘线以外,例如对于缝合线也是有用的特性,尤其是,如果可发挥高温下的伸缩性,则于各用途中的应用范围扩大。作为对聚酰胺复丝赋予伸缩性的方法,例如公开有于鞘丝中使用半拉伸丝的聚酰胺复丝、且与芯丝的聚酰胺复丝进行塔丝隆(taslan)加工的方法(专利文献4)。但是,此种现有的伸缩性显现技术中,会成为损及强度的原丝设计,难以应用于需要高强度的产业用途中。
5.即,在现有技术中,并未提供一种具备高强度、高的热尺寸稳定性及优异的伸缩性这些全部性能的聚酰胺46复丝。
6.[现有技术文献]
[0007]
[专利文献]
[0008]
[专利文献1]日本专利特开昭59-88910号公报
[0009]
[专利文献2]日本专利特开昭59-76914号公报
[0010]
[专利文献3]日本专利特开平1-168914号公报
[0011]
[专利文献4]日本专利特开2002-249943号公报
技术实现要素:
[0012]
[发明所要解决的课题]
[0013]
本发明的目的在于解决前述问题,提供一种具备高强度、高的热尺寸稳定性及优异的伸缩性这些全部性能的聚酰胺46复丝。
[0014]
[解决课题的手段]
[0015]
为了达成前述目的,本发明的聚酰胺单丝具有以下结构。
[0016]
即,一种聚酰胺46复丝,其特征在于,强度为6.0cn/dtex~9.0cn/dtex,伸度
(elongation)为15%~30%,在120℃下热处理24小时后、在室温环境下进行10次拉拽后的伸长率(elongation rate)(e’10)小于2.5%,对该热处理纤维在室温环境下进行1次拉拽后的伸长率(e’1)与进行10次拉拽后的伸长率(e’10)之差(e’10-e’1)小于0.60%。
[0017]
再者,在室温环境下进行1次拉拽后的伸长率(e1)与在室温环境下进行10次拉拽后的伸长率(e10)之差(e10-e1)小于0.70%、120℃下的热收缩率为0.5%~2.0%、硫酸相对粘度为3.0~5.0、总纤度为300~2300dtex均是优选的条件。
[0018]
另外,本发明的聚酰胺46复丝是通过如下方式而制造:将聚酰胺46熔融纺丝并将纺出的未拉伸丝进行多段拉伸,且多段拉伸至少包含第一段拉伸及最终拉伸,在该最终拉伸中,以拉伸倍率为1.00~1.10进行拉伸。进而,聚酰胺46复丝是通过如下方式而制造:于进行熔融纺丝时,熔融是在真空下进行。
[0019]
[发明效果]
[0020]
根据本发明,如以下所说明那样,可提供一种高强度、且同时具有高的热尺寸稳定性与优异的伸缩性的聚酰胺46复丝。
附图说明
[0021]
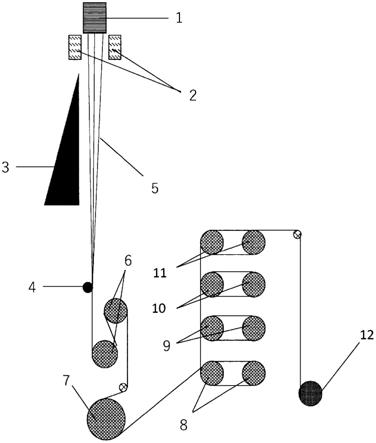
图1是本发明的聚酰胺46复丝的制造步骤(省略熔融步骤)的概略图。
具体实施方式
[0022]
以下,对本发明的聚酰胺46复丝进行说明。
[0023]
为了达成前述目的,本发明的聚酰胺46复丝包含聚酰胺树脂。作为聚酰胺树脂,优选主成分为聚酰胺46的聚酰胺树脂。其中,更优选在从总质量中去除后述的添加剂而得的质量中、98质量%以上使用由聚酰胺46形成的聚酰胺树脂,进而优选为仅由聚酰胺46构成。也能够将聚酰胺46与其他聚酰胺共聚来使用,共聚中使用的聚酰胺可使用聚酰胺6、聚酰胺66、聚酰胺610、聚酰胺612。另外,也可为聚酰胺46与其他聚酰胺的混合物。通过使用熔点高的聚酰胺46作为主成分,可制造耐热性高的复丝。
[0024]
在聚酰胺树脂中,优选以250ppm~7000ppm、更优选为500ppm~5000ppm添加现有已知的无机铜盐及有机铜盐或铜金属单质等铜化合物、胺化合物、巯基化合物、磷系化合物、受阻酚化合物等耐热剂。这些可单独使用一种,也可并用多种。在这些耐热剂小于250ppm时,对聚合物的热劣化的抑制有限,在高温下长丝(filament)的强伸度会降低。另一方面,如果加入超过7000ppm的耐热剂,则有会损及纤维的强伸度的倾向。
[0025]
作为本发明的聚酰胺46复丝的原料的聚酰胺46的硫酸相对粘度优选为3.0~5.0,更优选为3.5~5.0。如果为超出前述范围的硫酸相对粘度,则加剧可纺性(spinnability)的恶化,有会经常发生拉伸时的断丝及细毛产生的倾向。另外,如果为小于3.5的硫酸相对粘度,则聚酰胺的分子链短,因此无法显现出所述用途所需的伸缩性以及热尺寸稳定性。硫酸相对粘度是指利用实施例一栏中记载的方法来测定的值。
[0026]
本发明的聚酰胺46复丝的纤度优选为300~2300dtex,更优选为400~1700dtex。在纤度小于200dtex时,由于纤度过细,因而于熔融纺丝后的复丝的热拉伸时产生细毛的可能性变高。另外,在纤度超过2300dtex的情况下,不仅难以作为例如缝合线来使用,而且有时因纺丝时的均匀冷却性恶化而原丝质量会降低,从而带束强力、耐久性会降低。
[0027]
本发明的聚酰胺46复丝的单纤维的根数优选为30根~350根,进而优选为50根~250根。如果根数少于该根数范围,则单纤维纤度变粗,熔融纺丝时的冷却效率会变低,并且有会失去复丝的柔软性的倾向。另外,通过根数多于该根数范围,而单纤维纤度变细,有成为容易生成细毛的状况的倾向。
[0028]
本发明的聚酰胺46复丝的强度必须为6.0cn/dtex~9.0cn/dtex,更优选为7.0cn/dtex~9.0cn/dtex。进行研究而明白了的是:该强度范围也是在许多的制品中使用时对聚酰胺复丝所要求的特性,是为了获得兼顾热尺寸稳定性与伸缩性的聚酰胺46复丝所必需的范围。再者,强度是指利用实施例一栏中记载的方法来测定的值。
[0029]
本发明的聚酰胺46复丝的伸度(断裂伸长率)必须为15%~30%,更优选为18%~30%。如果为所述范围,则于对带束施加负荷时,能够通过伸缩来吸收冲击,可维持带束的耐久性。再者,伸度是指利用实施例一栏中记载的方法来测定的值。
[0030]
本发明的聚酰胺46复丝的单纤维的剖面形状并无特别限定。以圆形剖面为代表,可采用扁平、多边、y型、x型等异形、中空等多种形状的剖面。也可为多种剖面形状的混纤。
[0031]
本发明的聚酰胺46复丝优选在室温环境下进行1次拉拽后的伸长率(e1)与在室温环境下进行10次拉拽后的伸长率(e10)之差(e10-e1)小于0.70%。更优选小于0.60%。如果超出该范围,则于作为带束帘线使用时,迟滞损失(hysteresis loss)变大,每当使用时间变长时,带束的张力便会降低,因此有时会成为不适合于中长期使用的制品。将重复拉拽试验以及伸长率的计算方法记载于实施例一栏中。
[0032]
对在120℃下处理24小时后的纤维在室温环境下进行10次拉拽后的伸长率(e’10)必须小于2.5%,更优选小于2.0%。进而,对该热处理纤维在室温环境下进行1次拉拽后的伸长率(e’1)与进行10次拉拽后的伸长率(e’10)之差(e’10-e’1)必须小于0.60%,更优选小于0.50%。在使用带束时,根据所施加的负荷或摩擦、使用环境,带束乃至帘线的温度变成高温。因此,如果这些的伸长率之差高而超出所述值,则在室温到高温的温度范围中,会产生与使用经过相随的带束张力降低。将120℃下的24小时处理、重复拉拽试验以及伸长率的计算方法记载于实施例一栏中。
[0033]
另外,本发明的聚酰胺46复丝的120℃下的热收缩率优选为0.5%~2.0%,进而优选为0.5%~1.7%。如果低于该热收缩率,则对于由带束驱动时的摩擦引起的温度上升,并未产生张力,因此有时复丝会失去伸缩性。另外,如果超出该热收缩范围,则有时会损及热尺寸稳定性。
[0034]
以下,对本发明的聚酰胺46复丝的制造方法的一形态进行说明。
[0035]
本发明的聚酰胺46复丝优选为通过熔融纺丝来制造,如上所述,熔融纺丝中使用的尼龙46树脂的硫酸相对粘度优选为3.0~5.0,更优选为3.5~5.0。如果为所述范围,则可于可纺性良好的状态下稳定地获得高强度的尼龙46复丝。
[0036]
将本发明的聚酰胺46复丝的制造方法的一形态的概略示于图1中(熔融步骤省略了图示)。
[0037]
利用挤出(extruder)型纺丝机将所述聚酰胺46树脂熔融、混练并纺出,熔融优选在真空环境下进行。作为真空环境下,挤出机的树脂供给口处的压力优选小于5kpa,进而优选小于3kpa。聚酰胺46与熔融时增粘、生成高分子量体的其他脂肪族聚酰胺不同,具有熔融时分解而生成低分子量体的性质。分解机理可大致分为热分解与氧化分解、水解,通过在真
空下进行熔融来排除水或空气中的氧气,且分解机理被限制于仅热分解,因此能够抑制树脂的分解。通过抑制熔融时的分解,可将构成复丝的树脂的分子量维持得高,可形成高结晶化的聚酰胺46复丝,进而可制造兼顾了伸缩性以及热尺寸稳定性的制品。
[0038]
纺丝温度是设定为比聚合物的熔点高10℃~50℃的温度,并从具有多个、优选为30~350、更优选为50~250的孔的模口1进行熔融纺丝,优选利用加热筒2将距纺丝模口的正下方为5cm~300cm的范围包围,使熔融纺出后的丝条于相对于熔点而为-30℃~ 30℃的高温环境中通过。通过的高温环境更优选为熔点-15℃~ 15℃。并不立即使纺出丝条冷却,而是使其于由所述加热筒包围的高温环境中通过并缓慢冷却,由此,可缓和经熔融纺丝的聚酰胺46分子的取向,提高单纤维间的分子取向均匀性,因此,能够实现聚酰胺46长丝的高强度化。另一方面,如果不于高温环境中通过而是立即冷却,则未拉伸丝的取向提高,且单纤维间的取向度偏差变大。如果对所述未拉伸丝进行热拉伸,则结果有无法获得高强度聚酰胺46复丝的可能性。
[0039]
对于通过所述步骤而得的未拉伸丝条,利用交叉流(cross-flow)冷却装置3吹附10℃~80℃、优选为10℃~50℃的风,进行冷却固化。在冷却风小于10℃的情况下,需要大型的冷却装置,因此不优选。另外,在冷却风超过80℃的情况下,需要风量,单纤维摆动变大,因此,产生单纤维彼此的碰撞等,成为制丝性恶化的原因。
[0040]
关于经冷却固化的未拉伸丝,优选之后进行多段拉伸,尤其是进行2段拉伸或3段拉伸。关于3段拉伸的情况,具体例示于图1,首先,利用供油装置4对冷却、固化后的未拉伸丝赋予油剂,并利用牵引辊(1fr)6牵引。牵引辊通常是不加热的。之后,按照给丝辊(2fr)7、第一拉伸辊(1dr)8、第二拉伸辊(2dr)9、第三拉伸辊(3dr)10、以及松弛辊(rr)11的顺序,卷绕丝条,进行热处理及拉伸处理,并卷取至卷线机(winder)12。2fr的表面优选设为镜面,1dr、2dr、3dr、rr的表面优选设为梨皮状(粗糙状)。
[0041]
在2fr与1dr之间,进行第一段拉伸,2fr的温度(辊的表面温度)为30℃~50℃,将1dr的温度设为100℃~225℃。第二段拉伸于1dr与2dr之间进行,2dr的温度(辊的表面温度)设为150℃~230℃。第三段拉伸于2dr与3dr之间进行,3dr的温度(辊的表面温度)设为180℃~240℃。
[0042]
此处,在本发明的聚酰胺46复丝的制造中,重要的是第三段拉伸步骤、即最终拉伸步骤的拉伸倍率为1.00~1.10,进而优选拉伸倍率为1.00~1.05。通过进行该条件下的拉伸,不仅可提高结晶化度,也可维持非结晶部的取向性。因此,可提供一种发挥高强度、热尺寸稳定性、高伸缩性的复丝。在拉伸倍率大于所述范围的情况下,分子链非结晶部的取向性变高,因此热尺寸稳定性会恶化,细毛的产生变显著,此时,有损及强度的倾向。在拉伸倍率低于1.00倍的情况下,张力降低,因此丝摆动大,有时难以制丝。
[0043]
如此,可获得本发明的聚酰胺46复丝。
[0044]
实施例
[0045]
[硫酸相对粘度]
[0046]
将试样1g溶解于98%硫酸100ml中,使用奥斯特瓦尔德(ostwald)粘度计,在25℃下进行测定。使用测定次数为2次的平均值。
[0047]
[复丝的纤度]
[0048]
通过日本工业标准jis l1090(1999)进行测定。
[0049]
[纤维的强度、伸度]
[0050]
将利用日本工业标准jis l1013(1999)的方法测定的拉拽强度及伸长率设为强度及伸度。使用
オリエンテック
公司制造的
テンシロン
拉拽试验机,在测试长度250mm、拉拽速度300mm/min的条件下进行测定。对各样品进行3次测定,求出其平均值。
[0051]
[室温环境下重复拉拽试验后伸长率]
[0052]
将如下动作重复进行指定次数,所述动作是于25℃环境下,利用
オリエンテック
公司制造的
テンシロン
拉拽试验机的夹头夹住测试长度250mm的纤维,以300mm/分钟的速度进行拉伸直至2.0cn/dtex的负荷,之后,以300mm/分钟的速度返回到原来的夹头间隔。将于该重复拉拽试验中通过指定次数的返回动作而显示出0.1cn/dtex的负荷时的伸度设为重复拉拽试验后伸长率。即,拉拽1次、返回到原来的夹头间隔时显示出0.1cn/dtex的负荷时的伸度为e1,进而将拉拽并返回的动作重复进行9次、最后返回到原来的夹头间隔时显示出0.1cn/dtex的负荷时的伸度为e10。
[0053]
[120℃/24小时处理]
[0054]
在25℃环境下,将测试长度250mm的纤维夹于
エー
·
アンド
·
デイ
公司制造的
テンシロン
拉拽试验机rtg-1250的夹头,设置
エー
·
アンド
·
デイ
公司制造的高低温环境槽tlf-3r/f/g-s,进行120℃/24小时处理。
[0055]
[120℃/24小时处理后的室温环境下重复拉拽试验后伸长率]
[0056]
从高低温环境槽中取出丝,在25℃环境下,利用
エー
·
アンド
·
デイ
公司制造的
テンシロン
拉拽试验机rtg-1250与[室温环境下重复拉拽试验后伸长率]同样地对测试长度250mm的纤维重复进行拉拽,进行伸长率的计算。
[0057]
[120℃热收缩率]
[0058]
测定使用lenzing instrument公司制造的tst2于120℃下对测试长度250mm的纤维处理2分钟时的处理前后的纤维收缩率({(处理前的长度-处理后的长度)/处理前的长度}
×
100(%))。
[0059]
[制丝性]
[0060]
将聚酰胺46熔融纺丝,将纺出的未拉伸丝进行多段拉伸,在至少通过第一段拉伸步骤及最终拉伸步骤进行拉伸的步骤中,如下述那样评价按照下述实施例、比较例进行制造时的制丝断开、细毛量。所谓制丝断开,是指于制造过程中丝断开而无法制造的状态。
[0061]
a:1小时内的制丝断开小于0.1次,1万米内的细毛小于1个。
[0062]
b:1小时内的制丝断开为0.1次以上或者1万米的细毛为1个以上。
[0063]
c:频繁发生制丝断开,不能采集原丝。
[0064]
(实施例1)
[0065]
(聚酰胺46复丝的制造方法)
[0066]
使用图1所示的制造步骤。
[0067]
使用挤出型纺丝机,在真空下,以305℃将硫酸相对粘度为3.9的聚酰胺46树脂(「stanyl」(注册商标),熔点292℃)熔融。关于熔融聚合物,利用齿轮泵(gear pump)以总纤度成为940dtex的方式进行计量后,在纺丝组件(pack)中利用20μ的金属无纺布过滤器进行过滤,并从136孔(hole)圆孔的模口中纺出。在距模口面为3cm之下,设置加热筒长15cm的加热筒,并以筒内环境温度成为300℃的方式进行加热,使纺出丝条于300℃的环境下通过。所谓
筒内环境温度,是指于加热筒长的中央部,距离内壁1cm的部分的空气温度。
[0068]
在加热筒的正下方安装从一方向吹附风的单流型烟筒(uniflow type chimney),对通过加热筒后的丝条,以35m/分钟的速度吹附20℃的冷风,进行冷却固化,之后,利用供油装置对丝条赋予油剂。
[0069]
将赋予油剂后的未拉伸丝条卷绕至以表面速度600m/分钟的速度旋转的1fr并牵引后,以综合拉伸倍率4.70倍进行拉伸。关于牵引丝条,暂不进行卷取,而是连续地于牵引辊与2fr之间施加5%的伸展(strech)后,继而,以旋转速度比3.27倍进行第一段拉伸,接着,以旋转速度比1.30倍进行第二段拉伸,最后以旋转速度比1.05倍进行第三段的最终拉伸,进而以2600m/分钟的速度卷取。1fr、2fr的辊表面经镜面精加工,1dr、2dr、3dr、rr经梨皮状精加工,另外,关于各辊温度,1fr不加热,2fr设为80℃,1dr设为175℃,2dr设为180℃,3dr设为230℃,rr设为150℃。通过所述熔融纺丝、拉伸而获得尼龙46复丝(表1)。
[0070]
对所获得的纤维物性进行评价,并示于表2中。
[0071]
(实施例2)
[0072]
在尼龙46复丝的纺丝时将第三段拉伸倍率(最终拉伸倍率)设为1.00倍,除此以外,与实施例1同样地进行。
[0073]
(实施例3)
[0074]
在熔融纺丝时,利用齿轮泵以纤度为1400dtex的方式对熔融聚合物进行计量,模口使用204孔圆孔的模口,除此以外,与实施例1同样地进行。
[0075]
(实施例4)
[0076]
在熔融纺丝时,利用齿轮泵以纤度为470dtex的方式对熔融聚合物进行计量,模口使用72孔圆孔的模口,并以综合拉伸倍率4.20倍进行拉伸,除此以外,与实施例1同样地进行。
[0077]
(实施例5)
[0078]
进行2段拉伸,并将最终拉伸倍率设为1.08倍,除此以外,与实施例1同样地进行。
[0079]
(比较例1)
[0080]
将最终拉伸倍率设为1.25倍,除此以外,与实施例1同样地进行。
[0081]
(比较例2)
[0082]
将最终拉伸倍率设为0.90倍,除此以外,与实施例1同样地进行。
[0083]
(比较例3)
[0084]
在常压下实施利用挤出型纺丝机进行的熔融纺丝,除此以外,与实施例1同样地进行。
[0085]
(比较例4)
[0086]
在熔融纺丝时,利用齿轮泵以纤度为235dtex的方式对熔融聚合物进行计量,除此以外,与实施例4同样地进行。
[0087]
(比较例5)
[0088]
使用挤出机型纺丝机,在真空下、以280℃对硫酸相对粘度为3.7的聚酰胺66聚合物进行熔融纺丝,除此以外,与实施例1同样地进行。
[0089]
(比较例6)
[0090]
使用挤出机型纺丝机,在真空下、以260℃对硫酸相对粘度为3.7的聚酰胺6聚合物
进行熔融纺丝,除此以外,与实施例1同样地进行。
[0091]
[0092][0093]
将这些实施例1~实施例5及比较例1~比较例6中的制造条件示于表1中,并将对所获得的聚酰胺46复丝的物性进行评价而得的结果示于表2中。
[0094]
如表2明示那样,本发明的聚酰胺46复丝为高强度,且热尺寸稳定性高,并发挥有优势的伸缩性。
[0095]
另一方面,作为现有技术的比较例5、比较例6的复丝虽为高强度,但伸缩性低,在制成带束帘线或缝合线时不能维持张力。
[0096]
另外,如比较例3那样,因于常压下进行熔融而聚合物会分解,无法获得高强度的复丝,而且,由于结晶化度低,因此对伸缩性不利。
[0097]
进而,如比较例1那样,在制造高强度的聚酰胺46复丝时,如果最终拉伸步骤中的拉伸倍率超过1.1,则未显现出结晶化,热尺寸稳定性或伸缩性会恶化。另一方面,在比较例2中,由于最终拉伸步骤中的拉伸倍率不足1.0,因此频繁发生断丝,难以采集原丝。
[0098]
产业上的可利用性
[0099]
本发明的聚酰胺46复丝由于强度高,因此不仅耐久力高,而且进而为高耐热,热尺寸稳定性高,伸缩性也优异,所以而在作为带束帘线使用的情况下,该带束无需自动张紧器(autotensioner),可减低带束驱动部整体的成本。另外,发挥聚酰胺46复丝的高强度且伸缩性高的优点,也能够作为运动用途等的衣料用缝合线来使用。
[0100]
附图符号说明
[0101]
1:纺丝模口
[0102]
2:加热筒
[0103]
3:交叉流冷却装置
[0104]
4:供油装置
[0105]
5:丝条
[0106]
6:牵引辊(1fr)
[0107]
7:给丝辊(2fr)
[0108]
8:第一拉伸辊(1dr)
[0109]
9:第二拉伸辊(2dr)
[0110]
10:第三拉伸辊(3dr)
[0111]
11:松弛辊(rr)
[0112]
12:卷线机
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
