1.本实用新型涉及一种模板式包装袋折叠捆扎机。
背景技术:
2.本实用新型所涉及的包装袋包括塑料平口袋、垃圾袋、医用袋、食品袋等,也包括具有两个提手状态的手提购物袋。为便于存放、销售和运输,经过制袋机和冲口机生产出来的包装袋还要进行折叠,有的折叠一次,有的需要折叠两次,对于手提购物袋来说还要对两个提手进行折叠,就是将手提购物袋的两个提手分别向中间折叠并使两个提手搭在一起后,然后再折叠一次将搭在一起的两个提手包裹在里面,这种折叠方式称之为提手折叠,对两个提手进行如此折叠的机构称之为提手折叠装置。申请公布号cn113371286a公开了一种购物袋折叠机,其提手折叠装置包括推折板机构、压板机构、模板机构、升降平台机构、插板机构;申请公告号cn113060374a公开了一种背心袋折叠设备,包括夹送折耳机构(相当于推折板机构和压板机构)、袋体承接机构和袋体折叠机构等,还包括平移工作台上和定位压头。在对手提购物袋的两个提手折叠完成之后,后面的折叠称之为袋体折叠,袋体部分有的折叠一次,有的折叠两次,袋体折叠的方式跟普通平口袋的折叠和捆扎方式一致。
3.关于包装袋的捆扎的方面,申请公布号cn108910465a公开了一种自动捆扎机的皮筋输送装置,其包括振动盘、机械手和驱动机构、皮筋撑开器。所述的机械手在其驱动机构的驱动下将振动盘内的皮筋抓取到然后传递到皮筋撑开器上。授权公告号cn209567107u公开了一种包装袋捆扎机,其中就公开了一种皮筋撑开机构,包括有传动盘、摆臂、推料板,所述的皮筋撑开机构能将环形皮圈撑大成与包装袋对应的方形,其推料板(脱筋机构)可以将皮筋撑开机构上的皮筋从所述的撑料轴(相当于撑杆)上推下来套在包装袋上。
4.现有技术存在的问题主要表现在袋体折叠方面:第一,现有技术都是通过插板在预定折叠线位置将背心袋插入到夹板装置之中来实现折叠的,插板是在折叠线的位置向夹板内插折的,在插折的过程中由于受两侧夹板阻力不同的影响,折叠线的位置容易偏离插板,导致折叠出来的购物袋大小不一,不规则。第二,为避免白色污染,国家相关部门已经出台了相关法律法规,规定今后将采用生物可降解原料来生产可降解购物袋。而可降解购物袋的特点是袋体非常柔软,当包装袋被插板插入到夹板装置时,包装袋就容易在夹板装置内塌陷,出现褶皱;第三,现有技术在袋体折叠方面不利于捆扎,其存在的问题是:在捆扎的过程中是用机械手或者夹板夹住包装袋的一端,使包装袋长度的一半以上的位置悬在外面,然后将悬在外面的部分插入到撑开了的皮筋之中。这样一来悬在外面的部分不可避免的就会发生下垂弯曲,使得包装袋端面的投影面加大,这就要求必须将皮筋撑开的很大才能套上去,这将导致皮筋的破损率较高,甚至不得不加大皮筋的规格型号,增加了捆扎成本。而对于国家正在推行的生物可降解包装袋来说,由于袋体太软,悬在机械手或夹板外面的部分直接下垂幅度太大,即便是将皮筋撑开的很大也难一套上去。
5.在现有技术的提手折叠装置和捆扎装置的基础上,设计一种折叠规整,在捆扎过程中不易弯曲、保持其平直状态伸入到皮筋撑开器中实施捆扎的一种袋体折叠装置,这是
人们一直想解决而未能解决的问题。
技术实现要素:
6.本实用新型所要解决的技术问题是:设计一种模板式的袋体折叠装置,然后与现有技术的捆扎装置相结合,将制袋机和冲口装置上输送过来的包装袋进行折叠和捆扎,提供一种模板式包装袋折叠捆扎机。
7.为实现上述技术目的,本实用新型的技术方案是:一种模板式包装袋折叠捆扎机,包括机架、捆扎装置,其特征在于:在所述的机架上还设有翻折装置、折叠模板装置、脱袋装置,所述的翻折装置包括折板和翻折驱动机构,所述的折板连接在翻折驱动机构上,设置在与所述的折叠模板装置相对应的位置;所述的折叠模板装置包括支架、升降模板、托板、固定杆、驱动机构,所述的升降模板包括模板和模板升降机构,连接在所述的支架上,所述的托板设置在模板的下面,所述的固定杆连接在与模板相对应的位置,所述的驱动机构与所述的支架连接;所述的脱袋装置包括机械夹、脱袋运动机构,机械夹连接在托袋运动机构上,设置在与所述的模板相对应的位置。
8.所述的翻折装置,用于将包装袋的前面部分或者是后面部分翻折到所述的模板上。所述的翻折装置可以设置一个也可以设置两个,可以设置在所述折叠模板装置的前面也可以设置在折叠模板模板装置的后面,也可以在折叠模板装置的前面和后面都设置,用于将处在折板上面的包装袋的前部或者后部翻折到所述的模板上。
9.所述的折板是一种平板体或者由杆状体构成,在采用板状体作为折板时其上面一般需要设置让位缺口;所述的折板也可以是由杆状体构成,例如圆柱体、方状体、六角体等等,所述的杆状体可以前后方向连接在所述的翻折驱动机构上,也可以左右方向连接在翻折驱动机构上。需要说明的是:在折叠可降解包装袋或者只对包装袋进行一次折叠的情况下,因为可降解包装袋非常柔软,折板将包装袋翻折后不会反弹,在折板将包装袋翻折到所述模板上并且模板返回复位后固定杆再下压,在这种情况下即便是采用平板体的折板也无需设置让位缺口;在包装袋只需折叠一次的情况下,折板在摆动驱动机构的驱动下将包装袋翻折到所述的模板上然后返回复位后固定杆再下压,这种情况下也无需设置让位缺口。
10.所述的翻折驱动机构可以是一种摆动机构,也可以是一种直线运动机构,也可以是其它运动形式,用于驱动折板前后移动或者前后摆动。
11.作为优选的技术方案,所述的翻折驱动机构包括一种摆动气缸,摆动气缸连接在折板的一侧,折板的另一侧经过转轴转动设置在翻折座或者机架上,在摆动气缸的驱动下折板向所述折叠模板装置的方向往复摆动,将包装袋翻折到所述的折叠模板装置上。作为替代摆动气缸的方式较多,诸如:在折板上设置转轴、齿轮和摇臂,然后用气缸来拉动摇臂;也可以在折板上连接转轴和同步轮,在同步轮上安装同步带,然后再用气缸来拉动同步带,同样能实现翻板驱动机构的技术效果。
12.作为翻折驱动机构的又一种实施方式,所述的翻折驱动机构是一种直线运动机构,所述的直线运动机构包括一种电动滑台,折板连接在电动滑台的滑座上,在电动滑台的驱动下折板能够将放置到其上面的包装袋推移翻折到所述的折叠模板装置上,这种实施方式可以省略掉转轴、翻折座等。所述直线运动机构的替代方式很多,诸如:直线导轨、滑块加气缸,滑台气缸,直线模组等。
13.作为优选的技术方案,在所述翻折装置的下面还连接有升降机构。当升降机构驱动翻折装置下移后,能够避让所述折叠模板装置的前后往复移动。所述的升降机构包括导杆、气缸,也可以是一种导杆气缸、滑台气缸等等。
14.需要强调的是:在翻折装置的下面连接升降机构是为了避让折叠模板装置,如果在支架上或者其它位置设置升降机构使所述的托板或者模板抬高避开翻折装置,能够实现相同的技术效果,这种替代方式应该属于相等同的技术特征;还有一种情况是,在包装袋只折叠一次的情况下,只需一个翻折装置即可,当翻折装置设置在折叠模板装置前面的情况下,翻折装置的下面就无需连接升降机构。
15.所述的支架,是升降模板和托板的载体,能够相对于机架前后移动或者摆动,所述的支架从侧面来看包括平板式、t字型、工字型等多种结构形式。
16.所述的支架包含多种运动方式,支架可以滑动连接在机架上,能够相对于机架进行前后直线运动,也可以摆动连接在机架上,包括上下摆动或者左右摆动,其摆动机构可以采用摆动气缸或者摇臂加气缸等等。在驱动机构的驱动下能够承载着所述的模板在折叠工作位置与捆扎工作装置之间进行往复直线运动或者往复弧形运动。
17.所述的模板可以是一种长方形的板状体,也可以是一种杆状体、条状体,例如圆柱体、长方体、六角体等等,用于使其两侧压住在包装袋上面的预定折叠线上,起到压实压痕以及模具的作用。所述的板状体或者条状体可以只设置一个,也可以设置两个,在采用一条较宽的板状体作为模板时需要在模板上设置让位缺口,以方便脱袋装置的脱袋工作。模板在由两个板状体或者条状体构成时,其间隔空隙就相当于让位缺口。
18.所述的模板升降机构包括一种升降气缸,所述的升降气缸可以是普通气缸,也可以是导杆气缸、双杆气缸、滑台气缸等等,甚至摆动气缸也可以,只要能将所述的模板移动到托板的上面就可以,升降气缸的运动轨迹并不只限于上下直线运动,即便是弧形运动、摆动运动也是完全可以实现技术目的的。所述的模板连接在升降气缸的缸杆上,升降气缸的本体连接在所述的支架上,当升降气缸工作时能够驱动模板相对于下面的托板上下往复移动,使模板的前后两侧压在包装袋上面的折叠线上。所述的升降机构的替代方式较多,诸如电动缸、电动滑台、电动滑台等等,这些都是相等同的技术特征。
19.所述的托板是一种类似于长方形的板状体,也可以是由两条板状体或者杆状体构成。
20.本实用新型技术方案中所述的托板设置在模板的下面,其包含了两种具体实施方式:一种方式是托板设置在模板的下面支架位置上,所述的托板可以随支架同时前后移动,该实施方式的优点在于无论对包装袋折叠一次还是两次都可以;另一种方式是托板设置在模板下面的机架位置上,当模板随支架前后移动时托板不随模板移动,这种实施方式的缺点在于只有包装袋进行二次折叠的情况下才可以,对于较短的只折叠一次的包装袋因为缺少托板的托住固定作用,在模板前后移动的过程中容易掉落。
21.作为优选的技术方案,所述的托板连接在支架上,与所述的模板上下对应。
22.当托板是一个较宽的板状体并且设置在支架的下端时,所述的托板上还需要设设置让位缺口,当所述的托板设置在机架上时,只能对较长的方便袋进行两次折叠的情况下才可以,这种情况下托板上也无需设置让位缺口;当托板是由两条板状体构成时,两个板状体之间的空隙就形成了让位缺口。
23.所述的固定杆是一种能够上下伸缩或者翻转摆动的杆状体或者压爪等,用于将已经折叠成型了的包装袋固定在所述的模板上,防止其在移动至捆扎装置的过程中散开或者从模板上滑落。
24.所述的固定杆包括一种气缸,连接在与所述模板相对应的位置,是指气缸打开后缸杆或者缸杆上连接的压实件能够将包装袋固定在模板上,在折叠模板装置向捆扎装置的位置运动的情况下能够保持包装袋的折叠状态。所述的气缸,可以是普通气缸,也可以是双杆气缸、摆动气缸、转角气缸、杠杆气缸、电动缸等等,只要是能够将包装袋固定到模板上的构件就属于本实用新型所述固定杆的技术特征。所述的固定杆(气缸),可以设置在所述的支架上,也可以滑动设置在机架上。
25.作为优选的技术方案,所述的固定杆包括一种气缸,设置在所述的支架上。
26.所述的驱动机构,用于驱动折叠模板装置前后移动或者左右摆动,用于使折叠模板装置从与翻折装置相对应的位置运动到与捆扎装置相对应的位置。
27.作为优选的技术方案,所述的驱动机构包括导轨、滑块、气缸,导轨设置在机架的两侧,导轨上分别连接滑块,在两个滑块上连接所述的支架,在所述的支架上连接气缸,气缸的一端连接在所述的支架上,另一端连接在机架上。
28.驱动机构的替代方式较多:诸如电动缸、电动滑台、直线模组、皮带传动机构等等。
29.作为驱动机构的又一种实施方式,所述的支架经过转轴铰接在所述的机架上,在所述的转轴上连接摇臂和气缸,气缸的本体连接在机架上,当气缸工作时可拉动摇臂使转轴带动支架摆动,使所述的折叠模板装置在折叠的工作位置与捆扎的工作位置之间往复摆动,可以设置为上下摆动,也可以是左右摆动。
30.作为更进一步的改进,所述的折叠模板装置中包含两个支架、两个升降模板、两个托板,每个支架上连接一个托板和一个升降模板,在两个支架之间连接有调节机构。所述的两个支架可以都滑动连接在所述的机架上,也可以将其中的一个支架滑动连接在所述的机架上,将另一个支架经过调节机构和导轨滑块滑动连接在该支架上;固定杆可以设置两个或者多个,设置在其中的一个支架上就可以,设置在两个支架上也是可以的;驱动机构连接在其中的一个支架上就可以,该支架通过调节机构或者连接件来驱动另一个支架,实现两个支架同时移动;所述的模板升降机构可以设置两个,也可以设置一个,两个模板可以共用一个模板升降机构。所述的调节机构可以是一种丝杠副,也可以是一种电动滑台、也可以是一种电动缸;也可以在丝杠副的丝杠上设置手轮采用手工调节,也可以采用电机驱动丝杠实现自动调节。这种设计,可以方便的调整两个模板之间的距离,也同时能够调整两个托板之间的距离,能够根据包装袋的预定折叠宽度来调整两个托板和模板的宽度,以适应包装袋的多种长度规格的折叠需求。
31.作为优选的技术方案,所述的支架与所述的托板连接为“工”字型。其包含了多种实施方式:一种方式是在一个横向设置的板状体的中间位置向下连接一个纵向直立的立板,形成一个类似于t字型的结构,托板连接在t字型支架的下端,在纵向设置的立板上设置导轨,所述的模板经过滑块连接在导轨上;另一种方式是所述的支架和托板都是横向平行设置的长方形的板状体,在两个板状体的左右中间位置用导杆或者导轨连接而成,模板通过安装在中间的直线轴承或者滑块滑动连接在导杆或者导轨上。这种支架与托板的工字型连接方式,使得模板和托板形成了左右两个工作面,如果再将翻折装置、提手折叠装置、捆
扎装置相应地叠加,对称分布,就能够与双线制袋机相匹配,形成模板式双线包装袋折叠捆扎机,一次同时能够折叠捆扎两摞包装袋。
32.所述的脱袋装置,包括机械夹、脱袋运动机构,用于将折叠捆绑在折叠模板装置上的包装袋脱离出来。
33.所述的机械夹包含一种气动机械夹,诸如手指气缸、夹板气缸等等,用于夹住推离折叠在模板上的包装袋。所述的脱袋装置设置在与所述模板前后对应的位置,是指模板在向后移动后,机械夹能够夹到折叠在模板上的包装袋。
34.所述的脱袋运动机构,用于驱动所述机械夹在左右方向上移动,从而将折叠捆绑在模板上的包装袋从折叠模板装置上脱离。
35.作为优选的技术方案,所述的脱袋运动机构包括导轨、滑块、气缸,导轨设置在机架上,机械夹经过滑块滑动连接在导轨上。
36.作为脱袋运动机构的又一种实施方式,所述的脱袋运动机构是一种电动滑台,所述的机械夹连接在电动滑台的滑座上。
37.脱袋运动机构的实施方式较多,例如滑台气缸、无杆气缸、电动缸、带传动机构等等。
38.作为优选的技术方案,所述的机械夹与捆扎装置相对应。这种设计,折叠模板装置只需停留在与皮筋撑开器对应的这一个位置上,机械夹就能夹到包装袋并且能伸入到皮筋撑开器中,就能完成套皮筋捆扎和脱袋两项工作,无需折叠模板装置再向后移动一个行程,减少了工作程序,提高了工作效率。
39.作为优选的技术方案,在所述的机架上还设有提手折叠装置。对于具有两个提手状态的手提购物袋来说,通过提手折叠装置将手提购物袋进行提手折叠之后,其袋体部分的折叠与本实用新型技术方案所要实际解决的技术问题是相同的,就相当于对平口包装袋的折叠和捆扎。所以,在对袋体折叠的基础上,再设置一个提手折叠装置就能对具有两个提手状态的手提购物袋进行折叠和捆扎,一机多用。所述的提手折叠装置属于现有技术,并且实施方式较多,可以采用任意一种方式来具体实施。
40.作为优选的方案,所述的提手折叠装置包括推折板机构(折耳板)、压板机构(伸缩低压板)、梯形模板(伸缩承接板)、升降平台机构(升降工作台),还包括夹送折耳机构(平移工作台和带传动机构)、定位压头(定位气缸)。
41.作为提手折叠装置的又一种实施方式,所述的提手折叠装置包括折叠翻板、压袋弯钩、压板、压痕板、推折板机构、滑台机构等。
42.所述的捆扎装置是一种将圆形皮筋撑开后套在包装袋上的一种机械装置,一般都包括皮筋振动盘机构、皮筋撑开器、皮筋传送机构、插入运动机构。多个皮筋放置到振动盘中,经过振动盘的振动使皮筋一个一个的间歇输送出来,然后皮筋传送机构将皮筋取出传递到皮筋撑开器的四个撑杆上;所述的皮筋撑开器包括托架、四个撑杆、撑开气缸、脱筋组件等,用于将皮筋撑开撑大并能将皮筋推落在包装袋上,插入运动机构就是一种皮筋撑开器与包装袋的相对运动机构,可以是包装袋不动皮筋撑开器移动,也可以是皮筋撑开器不动而包装袋移动,还可以是皮筋撑开器和包装袋都移动。
43.作为更进一步的改进,在皮筋撑开器的后侧设有能够使机械夹左右通过的缺口,左侧或者右侧设有档杆机构。在皮筋撑开器的托架上设置缺口使机械夹闭合后能够左右通
过,这种设计可以使折叠模板装置只停留在一个位置上就能完成捆扎和脱袋工作,并且脱袋工作与捆扎装置的捆扎工作几乎同时进行,提高了工作效率;在皮筋撑开器上设置缺口后,可以先使内侧的一个机械夹夹持住包装袋的朝内的一侧,然后在脱袋运动机构的驱动下向外侧移动,插入到皮筋撑开器中,当包装袋套上皮筋并向外露出皮筋撑开器后,外侧的那个机械夹再将包装袋的外侧夹持住,然后继续移动脱离模板,这种方式是皮筋撑开器不动,可以省略掉插入运动机构。
44.所述的档杆机构包括档杆、滑块、脱筋气缸,档杆经过滑块连接到插入运动机构的导轨上,在皮筋撑开器与档杆之间连接脱筋气缸,当脱筋气缸打开时可驱动档杆推向皮筋撑开器将皮筋撑开器上的皮筋推脱下来套在包装袋上,这种设计可以在很大程度上缩小皮插入运动机构的行程,减少捆扎时间,提高捆扎工作效率。作为档杆机构的一种替代方式,可以将机械夹的夹爪加长,使机械夹的长度大于前后两个撑杆的距离,当机械夹夹持着包装袋经过皮筋撑开器的缺口时同样能够将皮筋从皮筋撑开器的撑杆上推落下来,在这种情况下所述的机械夹同时也具备了机械夹和档杆机构的双重技术特征。
45.作为优选的技术方案,所述的捆扎装置包括振动盘机构、皮筋撑开机构、皮筋传送机构。
46.需要说明的是:本实用新型是连接在制袋机和冲口装置的后面的,在完成冲切工作后,冲切装置的输送装置再继续向后移动一定距离就能将包装袋放置在预定位置,所以本实用新型无需再另外设置输送装置。现有的制袋机、冲口装置自身都具备一整套的olc可编程控制器或者单片机等自动化控制系统,也具备电磁阀、步进电机等执行构件,本实用新型可以与制袋机和冲切装置共用一套控制系统,只需叠加相应的输出点和电磁阀的数量然后编程即可,并且这都是本领域技术人员惯常的技术手段,无需创造性的劳动即可实现的。
47.本实用新型的有益效果在于:首先,这是一种模具式的折叠方式,将包装袋直接翻折到模具(模板)上,想要将包装袋折叠成多宽就将模板设置成多宽,想在哪个位置折叠就使模板将包装袋的那个位置压住,能够按照人们预定的折叠线位置进行折叠,从而折叠出来的包装袋都是从一个模子里出来的,外观大小规则一致;并且能够在模板上实施捆扎,因为有模板的支撑包装袋不会被弹性皮筋勒瘪或者勒变形。其二,本实用新型解决的问题看似主要在于折叠,但是这种折叠非常适应现有技术的皮筋捆扎装置,在将包装袋折叠在折叠模板装置上后,就相当于包装袋缠绕包裹在模板上,由于有了托板的托举和模板的支撑,折叠出来的包装袋能够保持其平直的状态插入到皮筋撑开器中,无需将皮筋撑开的太大、也无需采用较大型号的皮筋就能顺利捆扎,降低了捆扎成本。其四,对于国家倡导和推行的可降解包装袋的折叠来说,虽然可降解材料比重大、袋体软,但折叠模板装置能够将其平整的折叠起来,并且在模板的支撑下,可降解包装袋能够保持其平直的折叠状态插入到撑开了的皮筋之中,能够稳定的进行捆扎,为可降解包装袋实现自动化折叠捆扎提供了一个切实可行的实施方案,也为环保、为可降解包装袋的推广使用提供了设备和技术支持。
附图说明
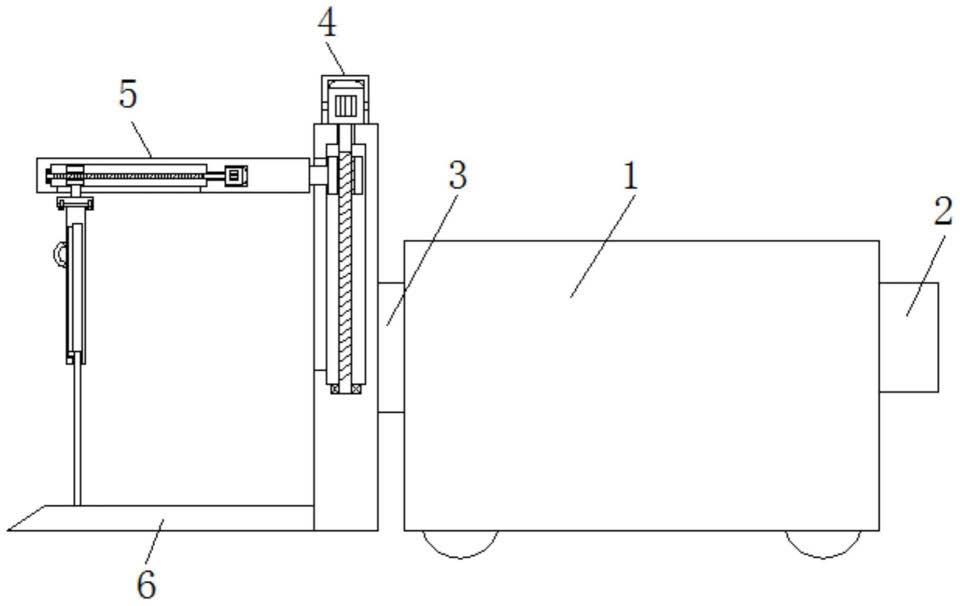
48.图1是实施例一的结构原理示意图;
49.图2是实施例一的结构原理俯视示意图;
50.图3是实施例一的折叠模板装置和翻折装置的结构原理右侧示意图;
51.图4是实施例一的捆扎装置的结构原理右侧示意图;
52.图5是实施例一前后两个模板的结构形态俯视示意图;
53.图6是实施例一前后两个托板的结构形态俯视示意图;
54.图7是手提购物袋的形态示意图;
55.图8是经过了提手折叠后的手提购物袋的形态示意图;
56.图9至图14是实施例一的工作步骤及工作原理示意图;
57.图15是实施例二的结构原理示意图;
58.图16是实施例二折叠模板装置的结构原理右侧示意图;
59.图17是实施例二两个托板的结构形态俯视示意图;
60.图18是实施例三的结构原理示意图;
61.图19是实施例三的结构原理右侧示意图;
62.图20是实施例三托板的形态和模板的形态俯视示意图。
63.图中:1-机架;2
‑‑
推板机构;21
‑‑
压板机构;22
‑‑
导轨;23
‑‑
梯形模板;24
‑‑
升降平台;25
‑‑
带传送机构;26
‑‑
平移工作台;27
‑‑
定位气缸;3
‑‑
折板;30
‑‑
折板调节机构;31
‑‑
转轴;32
‑‑
电动滑台;33
‑‑
摆动气缸;34
‑‑
横梁;35
‑‑
导杆;36
‑‑
翻折座;37
‑‑
升降气缸;4-模板;40
‑‑
圆形光轴;401
‑‑
让位缺口;41
‑‑
支架;42
‑‑
驱动气缸;421
‑‑
电动缸;43
‑‑
托板;431
‑‑
让位缺口;44
‑‑
固定杆气缸;45
‑‑
丝杠副;451
‑‑
电机;46
‑‑
导杆;461
‑‑
直线轴承;462
‑‑
导轨;463
‑‑
滑块;464
‑‑
模板座;47
‑‑
导轨;48
‑‑
滑块;49
‑‑
升降气缸;491
‑‑
双杆气缸;5
‑‑
皮筋撑开器;50
‑‑
皮筋;51
‑‑
振动盘机构;52
‑‑
导轨;53
‑‑
滑块;54
‑‑
插入气缸;55
‑‑
撑杆;56
‑‑
滑块;57
‑‑
档杆;58
‑‑
脱筋气缸;6
‑‑
机械夹;61
‑‑
导轨;62
‑‑
滑块;63
‑‑
脱袋气缸;64
‑‑
电动滑台;65
‑‑
夹板;66
‑‑
气缸;7-包装袋;71
‑‑
提手;72
‑‑
预定折叠线;73
‑‑
袋耳。
具体实施方式
64.为了全面的公开本实用新型的技术方案,下面结合附图图1至图20采用三个实施例来进行具体描述。在本实用新型的描述中,附图图1的左边就是本实用新型所述的前面,图1的右面就是本实用新型所述的后面;本实用新型所要折叠捆扎的包装袋主要包括平口袋和手提购物袋,如图7所示:手提购物袋就是在平口袋的开口处长出来了两个提手71,在两个提手71之间的下面还凸出来一个弧形的袋耳73。对于手提购物袋来说需要先将两个提手71向中间折叠一次,然后再连同两个叠在一起的两个提手71再折叠一次,形成如图8所示的状态,这就是所述的提手折叠。手提购物袋在经过提手折叠装置将提手折叠完成之后,其袋体部分的折叠与普通的平口袋的折叠方式一样,对于较长的手提购物袋其袋体部分需要折叠两次,对于较短的购物袋其袋体只需折叠一次,在包装袋上人们想要折叠的位置就是预定折叠线72的位置,预定折叠线72是一种假想的位置;在将手提购物袋的袋体部分折叠一次或者两次后形成一个长方形的条状体,然后在折叠成条状体的包装袋7的中间套上一个圆形的皮筋50实现对包装袋7的捆扎。
65.实施例一,如图1至图14所示,实施例一包括左右两组提手折叠装置,折叠捆扎的包装袋是一种手提购物袋。如图1、图2所示:在机架1的前部安装提手折叠装置。提手折叠装置包括推板机构2、压板机构21、导轨22、梯形模板23、升降平台24、带传送机构25、平移工作台26、定位气缸27(相当于定位压头)等等。因为提手折叠装置属于现有技术,公众可以从公
开号为cn113371286a或者从cn113060374a的发明申请中具体了解。本实用新型实际需要解决的技术问题主要是翻折装置、折叠模板装置、脱袋装置,所以下面只对上述创新点进行具体的描述。
66.如图1、图2、图3、图4所示:在机架1的前后中部位置安装两个翻折装置,翻折装置包括折板3、摆动气缸33、转轴31、翻折座36,设置一个长方形的板状体作为折板3,在折板3上设置让位缺口,在折板3的一侧两端分别连接在一段转轴31的下侧,将转轴31的两端转动安装在翻折座36或者滑座上,在翻折座36或者滑座的一侧安装摆动机构,摆动机构是一种摆动气缸33,使摆动气缸33的动力输出轴与转轴31的一端连接,当摆动气缸33工作时能够驱动转轴31使折板3前后往复摆动,这样就形成了一个翻折装置;将其中的一个翻折装置经过滑座滑动连接在提手折叠装置的升降平台24的后面的导轨22上,在翻折装置的下面后侧连接一个折板调节机构30,折板调节机构包括丝杠副和电机,当电机转动时可驱动丝杠旋转使翻折装置沿着导轨22前后往复移动;将另一个翻折装置设置在折叠模板装置的后面,当前后两个翻折装置上的折板3在摆动或者是平移时能够将折板3上面的包装袋翻折到模板4上,这就是本实用新型技术方案中所述的设置在与所述的折叠模板装置相对应的位置;在翻折装置的下面还连接有升降机构,如图3所示:在折叠模板装置的后面左右方向安装一个横梁34,在横梁34上连接所述的升降机构,升降机构包括升降气缸37、导杆35,升降气缸37安装在横梁34的中间位置,在升降气缸37的两侧位置分别经过直线轴承滑动安装两条导杆35,将两个导杆35的上端和升降气缸37的缸杆安装在翻折座36上,当升降气缸37工作时可驱动翻折座36及折板3、摆动气缸33上下移动,当移动至上止点时折板3的高度要稍微高出于模板4下落后上表面的高度,当移动至下止点后翻折装置能够不妨碍折叠模板装置的前后移动;在两个翻折装置之间安装折叠模板装置,折叠模板装置中包含两个支架41、两个模板4、两个托板43,还包括两个固定杆气缸44、两个升降气缸49,在两个支架41之间连接有调节机构;所述的支架41与所述的托板43之间通过两条导杆46连接为一个类似于“工”字型;在每个支架41的左右中间位置安装一个升降气缸49,在升降气缸49的左右两侧下面固定安装两条导杆46的上端,在两条导杆46的两侧支架位置上分别安装一个固定杆气缸44,在支架上每个固定杆气缸44的两侧与提手折叠装置的推板2和压板21上面的让位缺口前后对应的位置上分别安装一个定位气缸27;设置两个板状体的模板4,分别滑动安装在前后两个支架上,前后两个模板4的结构关系及形态从俯视的角度来看如图5所示:在每个模板4的上下对应于两个导杆46的位置上分别安装一个直线轴承461,将两个模板4经过两个直线轴承461分别滑动安装在前后两个支架41上的两个导杆46上,将升降气缸49的缸杆连接到模板4的两个直线轴承461之间,在两条导杆46的下端固定安装前面的托板43,两个托板43可以做成一种长条状的板状体,将两个托板43分别固定安装在前后两个支架41上面的两个导杆46的下端,前后两个托板43的结构关系及形态从俯视的角度来看如图6所示;在机架1的上部左右两侧分别安装一条导轨47,将两个支架41的两端经过滑块48滑动连接在两条导轨47上;在两个支架41上转动安装一个丝杠副45,丝杠副45上连接一个电机451,当电机451转动时能够驱动丝杠旋转使两个支架41之间的相对位置发生变化;在后面的支架41上连接驱动气缸42的缸杆,驱动气缸42的缸体安装在机架1上,当驱动气缸42工作时可驱动两个支架41及其模板4、托板43等一起前后往复移动,可以往复移动于翻折装置的前面与捆扎装置之间;在翻折装置的后面两侧分别安装一个捆扎装置,所述的捆扎装置包括振动盘机构51、皮
筋撑开器5、插入机构、脱筋机构、插入机构,脱筋机构是一种档杆机构;在翻折装置的后方左右方向安装导轨52,在导轨52上的左右两侧位置经过滑块53滑动安装两个皮筋撑开器5,在每个皮筋撑开器5的托架的后侧设置一个能够让机械夹6左右通过的缺口;在皮筋撑开器5上连接一条气缸即插入气缸54,皮筋撑开器5经过滑块53滑动安装在导轨52上,导轨52左右安装在机架1上,当插入气缸54工作时可驱动两个皮筋撑开器5沿着导轨52分别左右往复移动;所述的皮筋撑开器包括4个撑杆55,以及多个撑开气缸等,因其属于现有技术,在此不再具体描述;在两个皮筋撑开器的左侧或者右侧分别安装一个档杆机构,档杆机构包括档杆57、脱筋气缸58、滑块56;在导轨52的两个皮筋撑开器5之间的位置上安装两个滑块56,在每个滑块56上安装一个档杆57,档杆57的上下高度要低于上下两个撑杆55的距离,档杆57的前后长度要大于前后两个撑杆55的距离,档杆57的前面向下连接在滑块56上,在两个滑块53上分别安装一个脱筋气缸58,使脱筋气缸58的缸杆与滑块56连接,如图4所示;振动盘机构包含皮筋传送机构,因皮筋捆扎装置属于现有技术,可进一步参考申请公布号为cn108910465a和授权公告号为cn209567107u的实用新型专利;脱袋装置包括机械夹6和脱袋运动机构,脱袋运动机构包括导轨61、滑块62、脱袋气缸63,将导轨61左右安装在机架的后部,在导轨61上安装4个滑块62,在每两个滑块62上经过连接件分别连接机械夹6,在每个连接件上分别连接脱袋气缸63,使4个机械夹6都与左右两侧的皮筋撑开器5相对应,即4个机械夹6在其夹爪处于闭合状态的时候都能从皮筋撑开器5的后侧缺口处左右通过,每个机械夹6的夹爪的前端都设置有凸起的凸台,凸台与两个模板之间的间隔空隙相对应;当折叠模板装置向后移动至与左右两个皮筋撑开器5相对应的位置时,使脱袋装置的机械夹6都能夹到折叠在模板4上的包装袋,这就是本实用新型技术方案中所述的机械夹连接在脱袋运动机构上,设置在与所述折叠模板装置相对应的位置。
67.具体工作过程如下:在开机前应该首先根据包装袋的长度和折叠次数及折叠宽度来调节折叠翻板装置,通过电机451驱动丝杠副45转动使两个支架41之间的相对位置移动,使两个模板4的外侧之间的距离等于两条预定折叠线72之间的距离,想将包装袋7折叠成多宽就将两个模板4的总宽度调整成与之适应的宽度;然后再通过安装在折叠模板装置前面的那个翻折装置上的折板调节机构30将该翻折装置的前后位置调整至与前面的模板4和托板43的前侧相适应的位置。当左右两摞具有两个提手状态的手提购物袋(包装袋)7被放置到左右两组提手折叠装置上后,其提手71都处在推板机构2上,其袋体部分处在升降平台24上,形成如图9所示的状态;然后提手折叠装置开始对手提购物袋的提手进行折叠,对于提手折叠装置的工作过程和原理可参照公布号为cn1113060374a,在此不再赘述;当提手折叠装置将两摞手提购物袋的提手折叠完成后,升降平台24下落,带传送机构25打开,驱动平移工作台26沿着导轨22向后移动,在移动至压板21的后侧与安装在支架41上面的定位气缸27上下对应的位置时停止,此时包装袋7的前面的那条预定折叠线72(请参考图8)与前面支架41上的模板4的前侧上下对应,后面的那条预定折叠线72与后面支架上的模板4的后侧上下对应;之后,左右两组4个定位气缸27一起打开,四个定位气缸27的缸杆分别从压板21的让位缺口中将两摞手提购物袋的后侧压住固定在后面的折板3上,然后带传送机构25反转驱动提手折叠装置向前返回复位,此时两摞手提购物袋7被放置到前后两个翻折装置和前后两个托板43上,此时,手提购物袋的两个提手71已经向左右中间折叠后又在前后方向上折叠了一次,折叠形成如图8所示的状态,其后面的折叠方式这就与普通的包装袋(平口袋)是
基本上是一致的;之后,两个升降气缸49都打开驱动两个模板4同时向下移动,前边的模板4的前侧压在包装袋7的前面的那条预定折叠线72上,后面的那个模板4的后侧压在后面的那条预定折叠线72上,形成如图10所示的状态,并且能够压着手提购物袋的袋耳73的一部分(参照图8),使得后面的折板3翻折的时候已经折叠好了的提手不至于散开;之后,前面的翻折装置的折板3在摆动气缸33的驱动下向后翻折,将折板3上面的包装袋部分翻折到模板4上,然后后面的那个翻折装置的折板3也在摆动气缸33的驱动下将包装袋7的后部翻折到模板4及前一个折板3的上面,然后左右两个固定杆气缸44都同时打开,其缸杆向下伸出后能透过折板3上面的让位缺口分别将两摞包装袋7固定在模板4上;之后,后面的那个翻折装置的折板3在摆动气缸的驱动下回转复位,形成如图11所述的状态;之后,升降机构的升降气缸37打开,驱动后面的那个翻折装置向下移动至不影响托板43向后移动的位置;之后,驱动气缸42打开驱动两个支架41连同两个模板4、托板43、固定杆气缸44等一起向后移动,在向后移动的过程中使得前面的那个折板3从包装袋7中被抽出来,然后该折板3向前摆动复位;当折叠模板装置在移动至模板4与后面左右两侧的皮筋撑开器5左右对应的位置时停止,此时振动盘机构51已经将单个的圆形皮筋输出并传递到皮筋撑开器5的四个撑杆55上,并且已经撑开成较大的方形(略),形成如图12所示的状态,从右侧的视角来看,形成如图13所示的状态;此时,两个托板43、模板4、固定杆气缸44分别夹持着一个折叠好了的包装袋7与后面脱袋装置的四个机械夹6相对应,并且机械夹6的夹爪凸起的地方与前后两个模板4的间隔空隙相对应,之后处在左右中间的两个机械夹6先打开,分别将左右两个折叠成形的包装袋7的向内的一侧夹住,然后左右两个固定杆气缸44都释放,缸杆都向上抬起复位;两个升降气缸49在电磁阀的控制下不再向气缸内供气,并且使进气口和排气口都处于向外部敞开状态,使升降气缸49不再将模板4向下施压,模板4与托板43之间的夹紧力很小,包装袋7便于从模板4上脱离;之后,左右两个插入气缸54都同时打开,驱动两个皮筋撑开器5同时向中间移动,使左右两个包装袋7的一部分都分别插入到皮筋撑开器5之中,然后处在两端的左右两个机械夹6都同时打开分别夹住包装袋7的伸出于皮筋撑开器5外面的另一端,形成如图14所示的状态;之后,左右两个脱袋气缸63同时打开,驱动左边的两个机械夹6和右面的两个机械手6分别向左右两侧方向移动,并且从皮筋撑开器5的缺口中通过,在左右两个包装袋7接近一半的位置插入到皮筋撑开器5时,分别安装在两个滑块53上的脱筋气缸58都打开拉动滑块56使档杆57从皮筋撑开器5内将皮筋50从撑杆55上推脱掉,使皮筋50回弹到包装袋7的中段实现对包装袋7的捆扎;此时,两个包装袋7已经分别被机械夹6向两侧推出脱离托板43和模板4,然后驱动气缸42释放驱动折叠模板装置向前移动复位,升降气缸37释放驱动后面的那个翻折装置向上移动复位,然后左右两个脱袋气缸63都同时释放复位,两个插入气缸54也同时释放驱动两个皮筋撑开器5向两侧移动复位,两个脱筋气缸58也释放复位,此时两个被折叠捆扎好了的包装袋都从皮筋撑开器5中抽出;待四个机械夹6都释放松开后左右两个折叠并捆扎好了的包装袋7掉落下来,至此,左右双工作面的包装袋的折叠和捆扎工作完成。
68.实施例二,实施例二与实施例一的主要不同之处在于:如图15所示,实施例二的驱动机构是一种电动缸421,电动缸421的行程可以调节,可以实现多个行程,能够调节折叠模板装置与前面的翻折装置的前后对应位置,所以在前面的翻折装置中可以省略掉实施例一的折板调节机构;实施例三的模板是一种圆形光轴40,属于杆状体或者条状体;实施例二折
叠捆扎的是一种平口袋,无需提手折叠装置。
69.在折叠模板装置的两侧安装翻折装置,前面的翻折装置直接安装在机架上,后面的翻折装置其翻折驱动机构是一种电动滑台32,将电动滑台32安装在升降机构上,在电动滑台的滑座上安装折板3,使折板3的高度要高于圆形光轴40压在包装袋上后的高度,要高出于包装袋厚度的两倍左右;折叠模板装置包含两个支架41、两个托板43、两个模板由两条圆形光轴40构成,升降机构是一种双杆气缸491;两个支架41分别由一个长方形的横板与立板连接而成,立板的上端连接在横板的中间位置的一侧,在支架立板的下端连接托板43的左右中间一侧(如图17所示),支架41与托板43从侧视的角度来看就形成一个工字型结构,如图16所示;在每个支架41的立板上分别安装一个双杆气缸491,在每个双杆气缸491的缸杆座的下面安装一条圆形光轴40;将两个支架41经过滑块前后滑动安装在两条导轨47上,在两个支架41上安装丝杠副45和电机451,在支架41上连接电动缸421,电动缸421的缸体安装在机架1上,如图15所示;在折叠模板装置的后面两侧位置分别安装一个皮筋撑开器5,在与托板43向后对应的位置上安装两个电动滑台64,在每个电动滑台64的滑座上安装上下两个夹板66,在每个夹板65的中间分别安装一个气缸66,使气缸66的缸杆能够穿过夹板65。
70.实施例二的具体工作过程如下:当左右两摞包装袋被放置到前后两个折板3和两个托板43上后;两个双杆气缸491同时打开驱动两条圆形光轴40同时下移,两条圆形光轴40一前一后分别压在手提购物袋的两条预定折叠线72上;之后,后面的那个翻折装置的电动滑台32打开驱动折板3将其上面的包装袋翻折到圆形光轴40的上面,随后,前面翻折装置的摆动气缸也打开,驱动折板3向后摆动,将其上面的包装袋部分翻折到前面的那个圆形光轴40的上面;之后两个固定杆气缸44都打开使缸杆向下伸出透过折板3的让位缺口将包装袋固定在圆形光轴40上;之后,电动滑台32回转驱动折板3向后缩回复位,升降机构释放驱动电动滑台32及折板3向下移动至不影响折叠模板装置向后移动的位置;之后,电动缸421驱动折叠模板装置及已经折叠在两条圆形光轴40上面的左右两个包装袋7向后移动到与两侧的两个皮筋撑开器5左右相对应的位置;之后,左右两个皮筋撑开器5同时向中间移动,在移动至包装袋的左右中间位置时托筋机构将皮筋推脱后捆扎到包装袋上,然后两个皮筋撑开器5分别向两侧返回复位;之后,电动缸421继续转动驱动折叠模板装置再向后移动一段距离,使托板43、捆扎在两条圆形光轴40上的包装袋7处在上下两个夹板65之间;之后,气缸66都同时打开,缸杆伸出后将包装袋夹住在两个托板43之间的空隙和两个圆形光轴40之间的空隙位置;之后,左右两个电动滑台64驱动两组夹板65分别向左和向右移动,将左右两个捆扎好了的包装袋从前后两条圆形光轴40以及两个长条状的托板43上脱离出来,完成包装袋的折叠和捆扎工作。在实施例二中,因为夹板65无需穿过皮筋撑开器5,所以皮筋撑开器上无需设置缺口。
71.实施例三,实施例三与实施例一的不同之处主要在于:如图18、图19、图20所示,支架41和托板43及模板4只设置一个,托板的左右两侧设有让位缺口431,模板4的两侧也设有让位缺口401,模板4安装在模板座464上,模板座464上安装滑块463,在支架41的立板上安装两条导轨462,模板座464通过滑块463滑动安装在两条导轨462上;可以只对包装袋进行一次折叠,也可以折叠两次,在对包装袋进行两次折叠的时候,模板4的宽度和托板43的宽度都不能调整,只适合折叠固定型号的包装袋;在只需折叠一次的情况下,可以在前面安装一个翻折装置,无需升降机构。实施例三的折叠、捆扎和脱袋工作程序与实施例一相同,在
此不再重复描述。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。