技术特征:
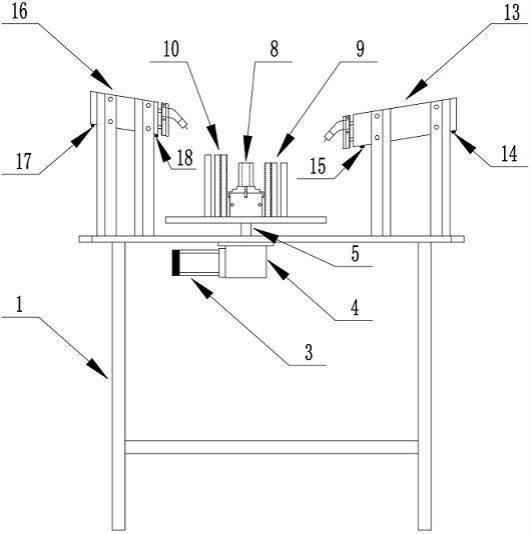
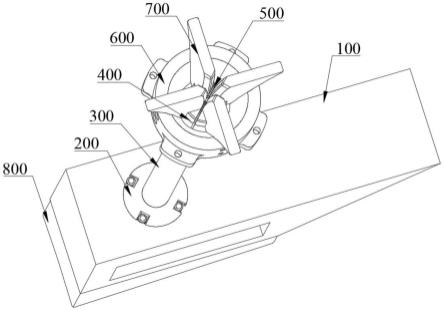
1.一种用于轴类两面圆形焊缝自动焊接装置,包括:工作台支架(1)、工作台(2)、伺服电机(3)、减速机(4)、输出轴轴套(5)、转台(6)、三爪自定心卡盘(7)、平板支撑筒(8)、a面平板支撑柱(9)、b面平板支撑柱(10)、a面焊枪(11)、b面焊枪(12)、a面双轴气缸(13)、a面双轴气缸底部磁性限位开关(14)、a面双轴气缸顶部磁性限位开关(15)、b面双轴气缸(16)、b面双轴气缸底部磁性限位开关(17)、b面双轴气缸顶部磁性限位开关(18)、控制箱(19);其特征在于:工作台(2)固接在工作台支架(1)上,伺服电机(3)与减速机(4)用螺钉组装固定在一起,通过螺钉将减速机(4)外壳上自带的法兰固定在工作台(2)上,减速机(4)的输出轴通过工作台(2)预留的圆孔向上伸出,输出轴轴套(5)套装在减速机(4)的输出轴上,输出轴轴套(5)内部的键槽与减速机(4)的输出轴通过减速机(4)输出轴配置的平键形成紧密配合连接,输出轴轴套(5)圆心与转台(6)圆心对齐后同圆心并焊接在一起,三爪自定心卡盘(7)圆心与转台(6)圆心对齐后同圆心并用螺钉固定在转台(6)上,转台(6)右半面安装有四个a面平板支撑柱(9),转台(6)左半面安装有四个b面平板支撑柱(10),平板支撑筒8居中落在三爪自定心卡盘(7)上;a面双轴气缸(13)通过螺钉固定在两根角钢上,并将角钢焊接在工作台(2)右上角,b面双轴气缸(16)通过螺钉固定在两根角钢上,并将角钢焊接在工作台(2)左上角,同时a面焊枪(11)、b面焊枪(12)分别通过压板安装在a面双轴气缸(13)和b面双轴气缸(16)活塞杆的顶部;a面双轴气缸底部磁性限位开关(14)、a面双轴气缸顶部磁性限位开关(15)分别安装在a面双轴气缸(13)缸体的底部和顶部,b面双轴气缸底部磁性限位开关(17)、b面双轴气缸顶部磁性限位开关(18)分别安装在b面双轴气缸(16)的底部和顶部;伺服电机(3)、a面双轴气缸底部磁性限位开关(14)、a面双轴气缸顶部磁性限位开关(15)、b面双轴气缸底部磁性限位开关(17)和b面双轴气缸顶部磁性限位开关(18)的接线都连接到控制箱(19)内,并与控制箱(19)相应的控制单元相连接。2.根据权利要求1所述的一种用于轴类两面圆形焊缝自动焊接装置,其特征在于:所述伺服电机(3)由伺服电机驱动器控制,伺服电机驱动器由控制箱(19)的伺服电机控制器控制,伺服电机控制器由plc控制器控制。3.根据权利要求1所述的一种用于轴类两面圆形焊缝自动焊接装置,其特征在于:所述转台(6)由垂直于工作台(2)长边的直径将其分为a面,即右半面, b面,即左半面;a面、b面围绕三爪自定心卡盘(7)各有四个螺纹孔,用来安装四个a面平板支撑柱(9)和四个b面平板支撑柱(10)。4.根据权利要求1所述的一种用于轴类两面圆形焊缝自动焊接装置,其特征在于:所述控制箱(19)包括:a面焊接指示灯(19.1)、b面焊接指示灯(19.2)、焊接完成指示灯(19.3)、伺服电机控制器面板(19.4)、选择开关(19.5)、急停按钮(19.6)、启动按钮(19.7)、停止按钮(19.8);a面焊接指示灯(19.1)、b面焊接指示灯(19.2)和焊接完成指示灯(19.3)安装在控制箱(19)的上方,伺服电机控制器面板(19.4)安装在控制箱(19)的中间,选择开关(19.5)、急停按钮(19.6)、启动按钮(19.7)和停止按钮(19.8)安装在控制箱(19)的下方。5.如权利要求1所述的一种用于轴类两面圆形焊缝自动焊接装置,其特征在于:具体焊接方法如下:【1】将控制箱(19)上的选择开关(19.5)旋转至左侧,a面焊接指示灯(19.1)点亮,b面焊接指示灯(19.2)熄灭,此时将a 面焊接信号传送给plc控制器;【2】将过渡轴(c)放在三爪自定心卡盘(7)的中央并夹紧,首先将平板支撑筒(8)套在过
渡轴(c)上,其次将平板上的圆孔穿过过渡轴(c),放置在四个a面平板支撑柱(9)上,最后将轴套套在过渡轴(c)上。6.【3】按下控制箱(19)上的启动按钮(19.7),plc控制器由检测到的a 面焊接信号控制a面双轴气缸(13)伸出,a面双轴气缸(13)活塞杆伸出到位后,a面双轴气缸顶部磁性限位开关(15)检测到活塞杆位置信号后并反馈给plc控制器,之后plc控制器控制a面焊枪(11)得电开始焊接;a面焊枪(11)焊接0.5秒后,转台(6)开始以设定好的方向和速度匀速旋转;【4】转台(6)精准的旋转一周后停止,此时伺服电机控制器反馈给plc控制器焊接完成信号,plc控制器控制a面焊枪(11)失电结束焊接,延时0.5秒后plc控制器控制a面双轴气缸(13)活塞杆缩回到位,a面双轴气缸(13)底部磁性限位开关(14)检测到位置信号后反馈给plc控制器复位a面双轴气缸(13)缩回指令,与此同时控制箱(19)上的焊接完成指示灯(19.3)点亮,表示焊接完成;【5】将控制箱(19)上的选择开关(19.5)旋转至右侧,b面焊接指示灯(19.2)点亮,a面焊接指示灯(19.1)熄灭,此时将b 面焊接信号传送给plc控制器;【6】a面焊接完成后,此时轴套(d)和过渡板(e)已经焊接在一起,整体垂直向上将其取出,翻转到另一面,即b面,将其套装在过渡轴(c)上,放置在四个b面平板支撑柱(10)上;【7】按下控制箱(19)上的启动按钮(19.7),plc控制器由检测到的b 面焊接信号控制b面双轴气缸(16)伸出,b面双轴气缸(16)活塞杆伸出到位后,b面双轴气缸(16)顶部磁性限位开关(18)检测到活塞杆位置信号后,并反馈给plc控制器,之后plc控制器控制b面焊枪(12)得电开始焊接;b面焊枪(12)焊接0.5秒后,转台(6)开始以设定好的方向和速度匀速旋转,此时控制箱(19)上的焊接完成指示灯(19.3)由点亮状态变为熄灭状态;【8】转台(6)精准的旋转一周后停止,此时伺服电机控制器反馈给plc控制器焊接完成信号,plc控制器控制b面焊枪(12)失电结束焊接,延时0.5秒后plc控制器控制b面双轴气缸(16)活塞杆缩回到位,b面双轴气缸底部磁性限位开关(17)检测到位置信号后反馈给plc控制器复位b面双轴气缸(16)缩回指令,与此同时控制箱(19)上的焊接完成指示灯(19.3)由熄灭状态变为点亮状态,表示焊接完成。
技术总结
一种用于轴类两面圆形焊缝自动焊接装置及操作方法,该装置将过渡轴、平板与轴套固定安装在转台上,转台是利用伺服电机控制旋转的,可实现精准的速度与位置控制。同时工作台上安装有两个双轴气缸,每个双轴气缸上各安装一把焊枪和两个磁性限位开关。通过PLC控制器检测外部的选择开关位置,确定过渡轴、平板与轴套安装在转台上的位置,控制不同双轴气缸的伸出,当双轴气缸伸出到位时,其磁性限位开关将位置信号反馈给PLC控制器,PLC控制器控制焊枪得电,同时伺服电机带动转台匀速旋转,转台旋转一周后停止,同时焊枪失电双轴气缸缩回,从而实现过渡轴与平板、轴套及平板的两面圆形焊缝自动焊接功能,试验表明取得了良好的使用效果。效果。效果。
技术研发人员:焦龙 邓永杰 王英豪 梅雪松 高聪 于铮 刘军 冯乐海 杨博
受保护的技术使用者:一拖(洛阳)福莱格车身有限公司
技术研发日:2022.09.05
技术公布日:2022/11/29
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。