具有减少的蠕变趋势的用于吸烟制品的区段的过滤材料的制作方法
- 国知局
- 2024-07-12 11:29:37
发明领域本发明涉及一种用于吸烟制品的过滤材料、由所述过滤材料制造的用于吸烟制品的区段和由所述过滤材料制造的吸烟制品,其中过滤材料具有一种结构,该结构提供了关于由所述过滤材料制造的区段的蠕变趋势的有利特性。
背景技术:
0、技术背景
1、吸烟制品通常是杆状制品,其由彼此相邻设置的至少两个杆状区段组成。一个区段含有能够在加热时形成气溶胶的材料,并且至少一个另外的区段用于影响气溶胶的性能。
2、吸烟制品可以是过过滤嘴香烟,其中第一区段含有气溶胶形成材料,特别是烟草,并且其中另外的区段被设计成过滤器并且起到过滤气溶胶的作用。在这点上,气溶胶通过气溶胶形成材料的燃烧而产生,并且过滤器主要用于过滤气溶胶并且为过过滤嘴香烟提供限定的抽吸阻力。
3、然而,吸烟制品也可以是熟知的加热烟草产品,其中气溶胶形成材料仅被加热而不燃烧。这意味着减少了气溶胶中对健康有害的物质的种类和数量。这种吸烟制品还由至少两个区段,但更经常是更多个区段,特别是四个区段组成。一个区段含有气溶胶形成材料,其通常包括烟草、再造烟草、通过其它方法制备的烟草或尼古丁和甘油或丙二醇。此外,在加热烟草产品中的任选的区段有时用于转移气溶胶、冷却气溶胶或过滤气溶胶。
4、区段通常用包装材料包封。通常,纸被用作包装材料。
5、除非下文明确说明或从上下文直接显而易见,否则“区段(segment)”应理解为是指不含有气溶胶形成材料的吸烟制品的区段,而是例如用于转移、冷却或过滤气溶胶的区段。
6、在现有技术中,已知由醋酸纤维素或聚丙交酯组成此类区段。因为醋酸纤维素和聚丙交酯在环境中仅非常缓慢地进行生物降解,所以在工业中存在着从生物降解相当好的其它材料制造吸烟制品的区段的兴趣。在现有技术中,已知由纸制造用于吸烟制品的区段,特别是过滤区段。然而,这种区段通常容易生物降解,但也存在缺点。例如,纸制的过滤区段通常具有高过滤效率,因此产生的气溶胶较干燥,与常见的醋酸纤维素过滤区段的香烟相比,其气溶胶的口感会变差。此外,它们对酚类物质的过滤效率通常比醋酸纤维素低。制造对消费者来说在抽吸阻力、过滤效率和硬度方面都可接受的纸质区段也被证明是困难的。为了降低过滤效率,通常较少使用纸,并且区段变软且抽吸阻力过低。
7、因此,在工业上存在着对具有可利用的能够制造具有良好的抗变形性的用于吸烟制品的区段,而不会在过滤效率、抽吸阻力或生物降解性方面产生特别的缺点的过滤材料的兴趣。
8、在同一发明人的未预先公开的国际专利申请pct/ep2019/085125中,描述了一种水力缠结的过滤材料,其可以用作根据本发明的用于过滤材料的起始点。
技术实现思路
1、本发明的目的是提供用于吸烟制品的过滤材料,所述过滤材料能够产生区段,其具有类似的良好生物降解性,相较于现有技术中已知的区段,在抗变形性方面具有优越性。
2、该目的通过根据权利要求1所述的过滤材料、根据权利要求27所述的过滤材料的制造方法、根据权利要求16所述的吸烟制品的区段、根据权利要求22所述的区段的制造方法以及根据权利要求23所述的吸烟制品来实现。在从属权利要求中提供了有利的实施方案。
3、本发明人已经发现,该目的可以通过过滤材料来实现,其中过滤材料被水力缠结并包含各自相对于过滤材料的质量的至少50%且至多100%的纤维素纤维,其中过滤材料的基重至少为15g/m2且至多为60g/m2,根据iso 534:2011测量的一层过滤材料的厚度为至少25μm且至多400μm,并且其中所述过滤材料在厚度方向上具有至多10%的蠕变趋势,其中所述蠕变趋势是指根据iso 534:2011测量的在厚度测量开始后20秒内5层过滤材料的厚度的相对减少量。
4、根据本发明,通过水力缠结制造过滤材料。这种制造过程赋予了过滤材料特殊的性质,这些性质使其与其它过滤材料不同,特别是与纸不同,而且不能通过其它制造过程以相同方式获得。与纸不同,例如,纸的强度主要是由氢键造成并且纤维主要分布在纸的平面中,水力缠结的过滤材料的强度通过纤维的缠结获得。这产生了特别多孔的结构,其提供了由其制造的具有良好的抽吸阻力和过滤效率的组合的区段。然而,特别是由于多孔结构,这种区段通常过于柔软。
5、本发明人已经发现,考虑到消费者对硬度的感觉,重要的不是该区段在负荷下只产生小的变形,而是低但持续的负荷不会导致大的永久变形。这与吸烟制品,特别是过滤嘴香烟的使用有关,在这种情况下消费者会在手指之间捏住香烟的过滤区域,并且在例如用相同的手做手势时保持这个姿势,从而对过滤区域施加持续的压力。在这种情况下,吸烟制品的区段不应显著地永久变形。对于用于烟草加热系统的吸烟制品也是如此,由于在大部分电动加热装置中使用,烟草加热系统需要比过滤嘴香烟进行更多的操作。
6、吸烟制品和吸烟制品的区段的硬度通常通过短暂但高负荷下的变形来测量。根据本发明人的发现,在消费者的感知中,持续但较小负荷下的变形更为重要。
7、这个问题在使用水力缠结的过滤材料时更加特别常见,因为过滤材料的有利多孔结构对永久变形提供的抵抗力较小,特别是在吸烟制品的区段中通常存在的几层过滤材料,由于过滤材料的卷曲或起褶,几层过滤材料可以被轻松且永久地压缩和变形。发明人发现通过提供具有更大比例的过滤材料的纤维在厚度方向上取向的结构的水力缠结过滤材料可以解决这个问题。在厚度方向上取向的纤维因此稳定了过滤材料的多孔结构并允许在持续的小负荷下具有更高的抗变形性。在厚度方向上取向的纤维比例可以通过水射流的数量和压力以及水射流离开的喷嘴形状来影响。
8、根据本发明人的发现,通过该方法获得的过滤材料的结构可以通过在厚度方向上的蠕变趋势来表征,蠕变趋势描述了过滤材料在低但连续的负荷下变形的强度。蠕变趋势可以通过根据iso 534:2011的厚度测量来确定。在根据iso 534:2011测量厚度期间,将样品放置在平的支撑件上,并通过圆柱形印模以确定的、但小的力施加负荷。印模表面与支撑件之间的距离即为厚度,并且在印模放置在样品上后根据iso 534:2011确定。
9、蠕变趋势也可以使用该标准化测量方法的轻微变化来确定。在这方面,将五层样品材料放置在支撑件上并开始根据iso 534:2011的厚度测量。记录在五个层的厚度(d0)的测量开始之后直接显示的值,并且在20s之后记录五个层的厚度(d20)的另一个值。蠕变趋势c就是在这20s内厚度的相对变化并可以通过以下公式计算并表示为百分比。
10、
11、对吸烟制品的实验已经表明小于10%的蠕变趋势已经提供了消费者所感知的优点。然而,普通的水力缠结的过滤材料通常具有约15%的蠕变趋势。根据本发明,这样制造水力缠结的过滤材料,使得其在厚度方向上的蠕变趋势至多为10%。
12、根据本发明的过滤材料含有纤维素纤维。根据本发明人的发现,为了向过滤材料提供足够的强度,纤维素纤维是必要的,使得其可以被加工到区段中。根据本发明,各自相对于过滤材料的质量,过滤材料中纤维素纤维的比例为过滤材料质量的至少50%且至多100%,优选地为至少60%且至多100%,并且特别优选地为至少70%且至多95%。
13、纤维素纤维可以是浆纤维(pulp fiber)或来自再生纤维素的纤维或其混合物。
14、浆纤维优选地来源于针叶木、落叶木或其它植物,如汉麻、亚麻、黄麻、苎麻、木棉、椰子、马尼拉麻(abacá)、剑麻、竹、棉或茅草。另外,不容来源的浆纤维的混合物可用于制造水力缠结的过滤材料。特别优选地,浆纤维来源于针叶木,因为即使在小比例下,这种纤维也能为过滤材料提供良好的强度。
15、根据本发明的过滤材料可以含有来自再生纤维素的纤维。优选地,各自相对于过滤材料的质量,来自再生纤维素的纤维的比例为至少5%且至多50%,特别优选地为至少10%且至多45%,并且更特别优选地为至少15%且至多40%。
16、来自再生纤维素的纤维优选至少部分地,特别是至少70%,由粘胶纤维、莫代尔纤维、纤维、纤维或其混合物形成。这些纤维具有良好的生物降解性,并且可用于优化过滤材料的强度并且调节由其制造的区段的过滤效率。由于它们的制造过程,它们比从天然来源获得的浆纤维的变化小,并且因此与仅使用浆纤维的情况相比,它们有助于由过滤材料制造的区段的特性变化更小。然而,它们的制造需要更多的工作,并且通常它们也比浆纤维更昂贵。
17、根据本发明,过滤材料的基重为至少15g/m2且至多60g/m2,优选至少18g/m2且至多55g/m2,并且特别优选至少20g/m2且至多50g/m2。基重影响过滤材料的拉伸强度,其中较高的基重通常导致较高的强度。然而,基重不应太高,因为过滤材料不能以高速度被加工成用于吸烟制品的区段。该值是指根据iso 536:2019测量的基重。
18、根据本发明,过滤材料在厚度方向上的蠕变趋势为至多10%,优选地至少0%且至多9%,特别优选地至少0%且至多8%以及更特别优选地至少1%且至多5%。一般而言,蠕变趋势应尽可能低,但过滤材料在加工成吸烟制品的区段期间会变形,并且不应对此变形产生过大的抵抗,并且还应保持变形状态。优选的区间在这方面特别有利。
19、厚度方向上的蠕变趋势在此如先前根据iso 534:2011描述的那样确定。
20、为了获得具体特性,根据本发明的过滤材料可以含有添加剂如烷基烯酮二聚物(akd)、酸酐如烯基琥珀酸酐(asa)、聚乙烯醇、蜡、脂肪酸、淀粉、淀粉衍生物、羧甲基纤维素、藻酸盐、壳聚糖、湿强剂或调节ph的物质(例如有机或无机酸或碱)。替代的或另外地,根据本发明的过滤材料还可以含有一种或多种添加剂,所述添加剂选自柠檬酸盐如柠檬酸三钠或柠檬酸三钾、苹果酸盐、酒石酸盐、醋酸盐如醋酸钠或醋酸钾、硝酸盐、琥珀酸盐、富马酸盐、葡糖酸盐、乙醇酸盐、乳酸盐、草酸盐、水杨酸盐、α-羟基辛酸盐、磷酸盐,多磷酸盐、氯化物和碳酸氢盐及其混合物。
21、本领域技术人员能够根据他的经验来确定这种添加剂的类型和量。
22、根据本发明的过滤材料还可以包括更多的物质,这些物质更好地适配过滤材料的过滤效率与醋酸纤维素的过滤效率。在根据本发明的过滤材料的优选实施方案中,过滤材料包括选自三乙酸甘油酯、丙二醇、山梨醇、甘油、聚乙二醇、聚丙二醇、聚乙烯醇、柠檬酸三乙酯或其混合物的物质。
23、在过滤材料的优选实施方案中,纤维素纤维的至少一部分负载有填料,其中填料特别优选由矿物颗粒形成,并且特别是由碳酸钙颗粒形成。由于过滤材料的结构是非常多孔的,因此它不能保持填料,使得有利的是用填料装载纤维素纤维,并且从而将它们保持在过滤材料的结构中。填料可用于提供具有特殊性能的填料材料。
24、根据iso 534:2011测量的一层过滤材料的厚度为至少25μm且至多400μm,优选至少30μm且至多350μm,特别优选至少35μm且至多300μm。厚度影响可被填充到吸烟制品的区段中的过滤材料的量,并因此影响区段的抽吸阻力和过滤效率,但也影响过滤材料的可加工性,因为其经常被卷曲或起褶以用于制造吸烟制品的区段。对于这样的工艺步骤,过大的厚度是不利的,而在优选的和特别优选的区间中的厚度允许根据本发明的过滤材料特别良好的可加工性成为吸烟制品的区段。
25、过滤材料的机械性能对于将根据本发明的过滤材料加工成吸烟制品的区段是重要的。根据iso 1924-2:2008测量的过滤材料相对于宽度的拉伸强度优选为至少0.05kn/m且至多5kn/m,特别优选至少0.07kn/m且至多4kn/m。
26、过滤材料的断裂伸长率是重要的,因为在处理根据本发明的过滤材料以形成吸烟制品的区段期间,过滤材料经常沿运行方向被拉伸或加载,因此高断裂伸长率是有利的。因此,根据iso 1924-2:2008测量的过滤材料的断裂伸长率优选为至少0.5%且至多50%,并且特别优选为至少0.8%且至多40%。断裂伸长率主要由纤维的长度决定,其中较长的纤维导致较高的断裂伸长率,并且因此它可以在广泛范围内根据过滤材料的具体要求进行调节。
27、拉伸强度和断裂伸长率可能取决于从过滤材料中取样测量的方向。如果拉伸强度或断裂伸长率在至少一个方向上处于优选或特别优选的范围内,则各自可获得过滤材料的上述特性。
28、根据本发明的用于吸烟制品的区段可以根据现有技术中已知的方法由根据本发明的过滤材料制造。这些方法包括,例如,使过滤材料卷曲或起褶、由卷曲的或起褶的过滤材料形成连续丝束、用包装材料包封连续丝束、以及将包封的丝束切割成限定长度的各个杆。在许多情况下,这种杆的长度是随后将用于根据本发明的吸烟制品中的区段的长度的整数倍,并且因此,在制造吸烟制品之前或期间,将杆切割成具有期望长度的区段。
29、在另一方面,本发明因此涉及用于吸烟制品的区段,其包含过滤材料和包装材料,其中所述过滤材料包含各自相对于过滤材料的质量的至少50%且至多100%的纤维素纤维,其中所述过滤材料具有至少15g/m2且至多60g/m2的基重,其中根据iso 534:2011测量的一层过滤材料的厚度为至少25μm且至多400μm,并且其中所述过滤材料在厚度方向上的蠕变趋势为至多10%,其中蠕变趋势是指根据iso 534:2011测量的在开始测量厚度后20秒内5层过滤材料的厚度的相对减少量。
30、蠕变趋势也可以根据前述方法在从一个或多个相同的区段中取得的过滤材料上测定,只要展开的过滤材料的面积和形状至少足以覆盖根据iso 534:2011进行厚度测量使用的印模的整个面积。
31、根据本发明的用于吸烟制品的区段包括根据本发明的过滤材料和包装材料。
32、在根据本发明的区段的优选实施方案中,所述区段是圆柱形的,其直径为至少3mm且至多10mm,特别优选至少4mm且至多9mm,并且更特别优选至少5mm且至多8mm。这些直径对于使用根据本发明的区段是有利的。
33、在根据本发明的区段的优选实施方案中,所述区段具有至少4mm且至多40mm,特别优选至少6mm且至多35mm,并且更特别优选至少10mm且至多28mm的长度。
34、为了通过吸烟制品产生一定体积流量,区段的抽吸阻力尤其决定了需要向消费者施加何种压力差,并且因此它实质上影响消费者对吸烟制品的接受度。区段的抽吸阻力可以根据iso 6565:2015测量并且以mm水位表(mmwg)给出。为了非常好的近似,区段的抽吸阻力与区段的长度成比例,使得抽吸阻力的测量也可以在仅关于其长度不同于区段的杆上进行。可以容易地由此计算区段的抽吸阻力。
35、区段的每单位长度区段的抽吸阻力优选为至少1mmwg/mm且至多12mmwg/mm,并且特别优选至少2mmwg/mm且至多10mmwg/mm。
36、根据本发明的区段的包装材料优选地是纸或膜。
37、根据本发明的区段的包装材料优选地具有根据iso 536:2019的至少20g/m2且至多150g/m2,特别优选地至少30g/m2且至多130g/m2的基重。具有这种优选或特别优选的基重的包装材料为由其包封的根据本发明的区段提供了特别有利的硬度,并以有利的方式支持根据本发明的过滤材料的低蠕变趋势。
38、根据本发明的吸烟制品可以根据本领域已知的方法由根据本发明的区段制造。
39、根据本发明的吸烟制品包括含有气溶胶形成材料的区段、以及包含根据本发明的过滤材料和包装材料的区段。
40、因为根据本发明的区段的切面在光学上非常类似于由醋酸纤维素产生的区段的切面,所以在优选实施方案中,位于吸烟制品的嘴端附近的区段是根据本发明的区段。
41、在优选的实施方案中,吸烟制品是过滤嘴香烟,并且气溶胶形成材料包括烟草。
42、在优选的实施方案中,吸烟制品是在其预期使用期间气溶胶形成材料仅被加热而不燃烧的吸烟制品,并且气溶胶形成材料包括选自烟草、再造烟草、尼古丁、甘油、丙二醇或其混合物的材料。在此,气溶胶形成材料也可以以液体形式存在,并且位于吸烟制品中的合适容器中。
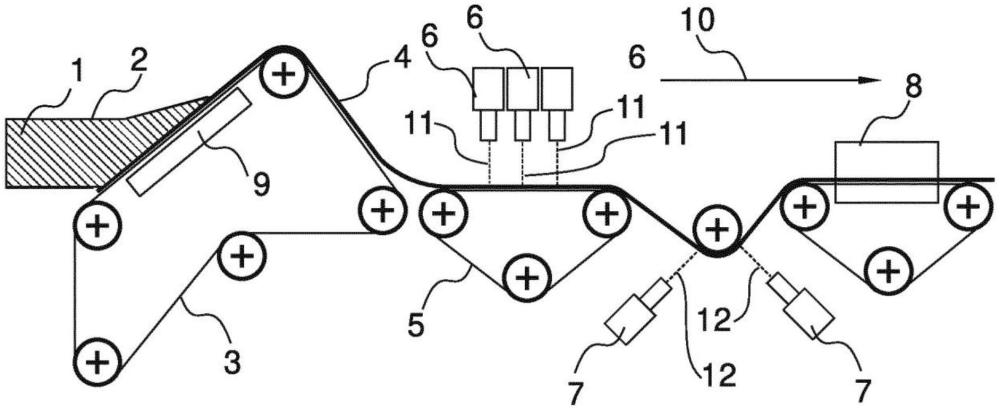
43、根据本发明的过滤材料可以根据以下根据本发明的方法制造,其包括步骤a至步骤c。
44、a-提供包含纤维素纤维的纤维幅材,
45、b-通过引导到纤维幅材上的水射流使纤维幅材水力缠结,以产生水力缠结的纤维幅材,
46、c-干燥水力缠结的纤维幅材,
47、其中在步骤a中,选择纤维素纤维的数量或比例,使得在步骤c中干燥之后,过滤材料包含相对于过滤材料的质量的至少50%且至多100%的纤维素纤维,以及
48、其中在步骤b中,选择水射流的数量、水射流的压力或水射流离开的开口的形状,使得在步骤c中干燥之后,过滤材料在厚度方向上具有至多10%的蠕变趋势,其中蠕变趋势是指根据iso 534:2011测量的在开始测量厚度后20秒内5层过滤材料的厚度的相对减少量,并且在步骤c中干燥之后,过滤材料的基重为至少15g/m2且至多60g/m2,并且根据iso534:2011测量的一层过滤材料的厚度为至少25μm且至多400μm。
49、在步骤b中引导到纤维幅材上的水射流引起纤维素纤维的缠结,其中一部分纤维在厚度方向上取向,从而有助于降低蠕变趋势。“水射流的压力”将被本领域技术人员理解为用于产生水射流的压力,例如在压力室中的压力。通常,当选择大量的水射流并在机器方向上的前一排至三排水射流在机器方向上使用相对高的压力,可以增加在厚度方向上取向的纤维比例,从而可以减少过滤材料的蠕变趋势。在特别优选的实施方案中,在步骤b中水射流离开的喷嘴的至少一部分被成形为喷嘴带中的圆孔,其中喷嘴带两侧的孔的直径不同。在该实施方案中,面向过滤材料的孔的直径大于背向过滤材料的孔的直径,并且是背向过滤材料的孔的直径的至多两倍。根据本发明人的发现,这种喷嘴形状特别适用,因为由此产生尖锐的射流,并且与较高的压力结合,对于使纤维在厚度方向上取向作出更大的贡献。
50、根据该方法制造的过滤材料应适用于吸烟制品的区段。这意味着,它特别具有所有上述与过滤材料相关且在涉及过滤材料的权利要求中限定的单个或组合的特征。
51、在根据本发明的方法的优选实施方案中,在步骤a中提供纤维幅材包括纺制多根纤维素纤维,其中纤维素纤维由再生纤维素长丝形成,并且其中在步骤c中干燥后至少90%质量的过滤材料由再生纤维素长丝形成。在该方法的特别优选的实施方案中,来自再生纤维素的长丝是长丝。
52、在根据本发明的方法的另一个优选实施方案中,在步骤a中提供纤维幅材包括以下步骤a1至步骤a4。
53、a1-提供包含纤维素纤维的水性悬浮液,
54、a2-将步骤a1的悬浮液施加于运行的丝网,
55、a3-通过运行的丝网将悬浮液脱水以形成纤维幅材,
56、a4-将步骤a3中的纤维幅材转移到支撑丝网上。
57、在根据本发明的方法的优选实施方案中,在步骤a1中的水性悬浮液分别具有至多3.0%,特别优选至多1.0%,更特别优选至多0.2%,并且特别是至多0.05%的固体含量。悬浮液的特别低的固体含量使得在步骤a3中以低密度形成纤维幅材,这对于由其制造的区段的过滤效率是有利的。
58、在根据本发明的方法的优选实施方案中,步骤a2和步骤a3中的运行的丝网在纤维幅材的运行方向上相对于水平方向向上倾斜至少3°且至多40°的角度,特别优选至少5°且至多30°的角度,更特别优选至少15°且至多25°的角度。
59、在优选实施方案中,所述方法包括以下步骤,其中在运行的丝网的两侧之间施加压力差以在步骤a3中支撑悬浮液的脱水,其中特别优选地,由真空箱或适当成形的箔产生压力差。
60、在根据本发明的方法的优选实施方案中,为了执行步骤b中的水力缠结,使用多个水射流,其中水射流横向于纤维幅材的运行方向布置成至少一排。
61、在根据本发明的方法的优选实施方案中,步骤b中的水力缠结通过引导到纤维幅材上的至少四排水射流来进行,其中特别优选地,至少两排水射流作用在纤维幅材的两侧的每一个上。
62、在根据本发明的方法的优选实施方案中,所述方法包括其中将一种或多种添加剂施加于纤维幅材的其它步骤。所述添加剂优选选自烷基烯酮二聚体(akd)、酸酐如烯基琥珀酸酐(asa)、聚乙烯醇、蜡、脂肪酸、淀粉、淀粉衍生物、羧甲基纤维素、藻酸盐、壳聚糖、湿强剂或用于调节ph的物质(例如,有机或无机酸或碱)及其混合物。替代的或另外地,可以应用一种或多种添加剂,其选自柠檬酸盐如柠檬酸三钠或柠檬酸三钾、苹果酸盐、酒石酸盐、醋酸盐如醋酸钠或醋酸钾、硝酸盐、琥珀酸盐、富马酸盐、葡糖酸盐、乙醇酸盐、乳酸盐、草酸盐、水杨酸盐、α-羟基辛酸盐、磷酸盐,多磷酸盐、氯化物和碳酸氢盐及其混合物。
63、在根据本发明的方法的优选实施方案中,添加剂或多种添加剂的施加在根据本发明的方法的步骤b与步骤c之间进行。在根据本发明的方法的另一个优选实施方案中,在步骤c之后进行添加剂或多种添加剂的施加,随后进行用于干燥纤维幅材的其它步骤。
64、在根据本发明的方法的优选实施方案中,步骤c中的干燥至少部分通过与热空气接触、通过红外辐射或通过微波辐射进行。直接与加热表面接触的干燥也是可能的,但不是优选的,因为这样可能会减少水力缠结的过滤材料的厚度。
本文地址:https://www.jishuxx.com/zhuanli/20240614/93230.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表