一种外螺旋槽道的芯轴滤棒成型设备及工艺的制作方法
- 国知局
- 2024-07-12 11:30:53
本申请主要涉及烟用滤棒制造设备,特别是涉及一种外螺旋槽道的芯轴滤棒成型设备及工艺。
背景技术:
1、烟用滤棒主要用于烟支的滤嘴结构中,现有的烟用滤棒通常为圆形滤棒;目前也有异形图样结构的中空圆形滤棒,该中空滤棒的截面主要包含异形图样的直空腔结构,空腔烟道为直通道,随着人们的需求逐渐提高,烟支设计中对香烟滤棒的多样化及独特性设计也成为研发的重点,基于此,新的滤棒设计及配套的滤棒成型设备及工艺成为了本领域人员重点。
技术实现思路
1、为解决上述技术问题,本发明提供一种外螺旋槽道的芯轴滤棒成型设备及工艺。
2、本发明提供的技术方案如下:
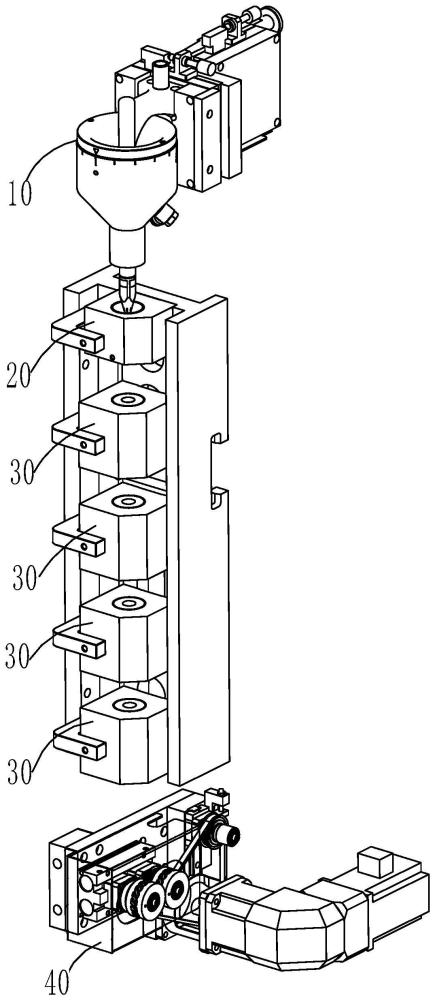
3、一种外螺旋槽道的芯轴滤棒成型设备,包括依次布置的送丝器、热成型单元、冷成型单元和外螺旋槽成型单元;
4、所述热成型单元和冷成型单元均具有成型模腔;
5、所述送丝器用于输出丝束;
6、所述热成型单元用于将送丝器输来的丝束加热预成型以得到预成型丝束;
7、所述冷成型单元用于将所述预成型丝束冷却定形,以得到预成型丝束滤棒;
8、所述外螺旋槽成型单元用于对预成型丝束滤棒外周滚压,以得到具有外螺旋槽道的芯轴滤棒。
9、进一步地,所述外螺旋槽成型单元包括安装板座,以及布置于安装板座上的第一辊刀件、第二辊刀件和驱动模组;
10、所述第一辊刀件包括同轴设置的第一辊刀和第一传动轮;
11、所述第二辊刀件包括同轴设置的第二辊刀和第二传动轮;
12、第一辊刀和第二辊刀相对设置,且两者间形成有与滤棒相适配的滚压口;
13、所述驱动模组包括旋转动力件和主动轮,主动轮设置于旋动动力件的输出端轴;主动轮、第一传动轮和第二传动轮间设置传动带连接;驱动模组用于驱动第一辊刀件和第二辊刀件转动。
14、进一步地,所述外螺旋槽成型单元还包括移动模组,所述安装板座部署于移动模组。
15、进一步地,所述第一辊刀包括第一滚轮,第一滚轮沿其圆周方向设有第一辊刀槽;第二辊刀包括第二滚轮,第二滚轮沿其圆周方向设有第二辊刀槽。可以理解的是,第一辊刀件与第二辊刀件相对设置于安装板座,第一滚轮上的第一辊刀槽道与第二滚轮上的第二辊刀槽道相对应。
16、进一步地,本申请的滤棒成型设备还包括用于将滚压出外螺旋槽道的芯轴滤棒表面包覆成型纸的包覆设备;所述包覆设备布置于外螺旋槽成型单元出口侧。更优选的,还包括用于提供所述包覆设备成型纸的供纸辊轮。
17、进一步地,本申请的滤棒成型设备还包括分切单元,所述分切单元对接于包覆设备的出口侧,用于将包覆成型纸后的具有外螺旋槽道的芯轴滤棒分切成所需规格长度的目标滤棒。
18、进一步地,所述送丝器为负压型送丝器;所述热成型单元连接有热蒸汽源;冷成型单元连接有冷干气源。
19、本申请还提供一种外螺旋槽道的芯轴滤棒成型工艺,包括上述的外螺旋槽道的芯轴滤棒成型设备,包括开松、送丝、蒸汽热成型、冷气成型和外螺旋槽道滚压步骤;
20、具体的,通过开松机单元进行丝束开松,并供给丝束至送丝器;
21、通过送丝器将丝束引入至热成型单元预成型,得到预成型丝束;
22、通过冷成型单元将所述预成型丝束冷却定形,得到预成型丝束滤棒;
23、通过外螺旋槽成型单元对预成型丝束滤棒外周滚压,得到具有外螺旋槽道的芯轴滤棒。
24、进一步地,还包括成型纸包覆步骤;
25、具体的,通过包覆设备在滚压有外螺旋槽道的滤棒表面包覆成型纸。
26、进一步地,还包括滤棒分切步骤,
27、具体的,通过分切单元将包覆成型纸后的滤棒分切成所需目标规格的滤棒。
28、有益效果:
29、本申请提供的一种外螺旋槽道的芯轴滤棒成型设备,包括依次布置的送丝器、热成型单元、冷成型单元和外螺旋槽成型单元;依靠设计的外螺旋槽成型单元将冷成型单元冷却定形得到的预成型丝束滤棒滚压外螺旋槽,得到具有外螺旋槽道的芯轴滤棒。较于现有的直通道中空滤棒,烟支抽吸过程中烟气顺沿滤棒内螺旋槽道行进,形成新的抽吸感觉。
技术特征:1.一种外螺旋槽道的芯轴滤棒成型设备,其特征在于,包括依次布置的送丝器、热成型单元、冷成型单元和外螺旋槽成型单元;
2.如权利要求1所述的外螺旋槽道的芯轴滤棒成型设备,其特征在于,所述外螺旋槽成型单元包括安装板座,以及布置于安装板座上的第一辊刀件、第二辊刀件和驱动模组;
3.如权利要求2所述的外螺旋槽道的芯轴滤棒成型设备,其特征在于,所述外螺旋槽成型单元还包括移动模组,所述安装板座部署于移动模组。
4.如权利要求2所述的外螺旋槽道的芯轴滤棒成型设备,其特征在于,所述第一辊刀包括第一滚轮,第一滚轮沿其圆周方向设有第一辊刀槽;第二辊刀包括第二滚轮,第二滚轮沿其圆周方向设有第二辊刀槽。
5.如权利要求2所述的外螺旋槽道的芯轴滤棒成型设备,其特征在于,还包括用于将滚压出外螺旋槽道的芯轴滤棒表面包覆成型纸的包覆设备;所述包覆设备布置于外螺旋槽成型单元出口侧。
6.如权利要求5所述的外螺旋槽道的芯轴滤棒成型设备,其特征在于,还包括分切单元,所述分切单元对接于包覆设备的出口侧,用于将包覆成型纸后的具有外螺旋槽道的芯轴滤棒分切成所需规格长度的目标滤棒。
7.如权利要求1-6任意一项所述的外螺旋槽道的芯轴滤棒成型设备,其特征在于,所述送丝器为负压型送丝器;所述热成型单元连接有热蒸汽源;冷成型单元连接有冷干气源。
8.一种外螺旋槽道的芯轴滤棒成型工艺,包括如权利要求1-7任意一项所述的外螺旋槽道的芯轴滤棒成型设备,其特征在于,包括开松、送丝、蒸汽热成型、冷气成型和外螺旋槽道滚压步骤;
9.如权利要求8所述的外螺旋槽道的芯轴滤棒成型工艺,其特征在于,还包括成型纸包覆步骤;
10.如权利要求9所述的外螺旋槽道的芯轴滤棒成型工艺,其特征在于,还包括滤棒分切步骤,
技术总结本申请涉及烟用滤棒制造技术领域,具体涉及一种外螺旋槽道的芯轴滤棒成型设备及工艺,该外螺旋槽道的芯轴滤棒成型设备包括依次布置的送丝器、热成型单元、冷成型单元和外螺旋槽成型单元;依靠设计的外螺旋槽成型单元将冷成型单元冷却定形得到的预成型丝束滤棒滚压外螺旋槽,得到具有外螺旋槽道的芯轴滤棒。较于现有的直通道中空滤棒,烟支抽吸过程中烟气顺沿滤棒内螺旋槽道行进,形成新的抽吸感觉。技术研发人员:欧阳纲,刘强,盛况,陈从鑫,李立新受保护的技术使用者:湖北中烟工业有限责任公司技术研发日:技术公布日:2024/2/1本文地址:https://www.jishuxx.com/zhuanli/20240614/93361.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表