用于真空回潮工序的插分工具及烟片松散效果评价方法与流程
- 国知局
- 2024-07-12 11:38:48
本发明属于真空回潮工序专用工具,尤其涉及用于真空回潮工序的插分工具。
背景技术:
1、本部分的陈述仅仅是提供了与本发明相关的背景技术信息,不必然构成在先技术。
2、真空回潮工序工艺任务是增加烟片的含水率和温度,使烟片柔软,易于松散,提高烟片的耐加工性;减轻杂气,改善感官质量。松散效果是真空回潮后烟片状态的呈现,对烟片耐加工性和松散回潮工序过程稳定性发挥关键作用。
3、《卷烟工艺规范》中对真空回潮工序的质量指标项目和标准进行了明确要求,但能够真正反映真空回潮后松散效果的表征指标尚不健全,仅提供“回透率”这一指标进行评价衡量,规定的检测方法为“从真空回潮后的烟包中随机抽检若干样品,挑出未回透的烟片,称量(感量0.1kg),计算回透率。”经过多次测试评价,检测的重复性和再现性误差较大。
4、另外,由于烟包重量较大,实际执行的过程中存在检测难度大,精准性差,继而导致目前该指标行业检测执行率较低。因此,目前各卷烟企业回透率普遍存在受检测方法制约检测难度大,检测准确性差的现状。
5、运用真空回潮工序仅有的能够表征烟片松散效果的指标“回透率”调研测试,行业各卷烟企业回透率指标相对标准要求普遍偏低。目前行业对提升回透率的研究较多,有通过真空回潮周转箱增设插刀由内向外喷射蒸汽;有通过通气管运用混合蒸汽向散发在整个周转箱内的烟叶层喷射蒸汽;有通过气缸驱动的真空回潮机箱门锁紧装置,提供可靠的箱门锁紧功能提升回透率。但这些提升技术存在灵活性不足,回透质量一致性差,受真空回潮机性能设计影响大的局限性,如烟片原料特性受产地、等级、年份和部位以及打叶复烤质量影响较大,运用上述技术不能实现个性化加工,烟片回透率差异较大;如通过插刀或气管进行烟片内部蒸汽补充受设备蒸汽喷射部位影响较大,真空回潮机机型性能不同,蒸汽喷射位置各异,可借鉴推广性较小。
技术实现思路
1、为克服上述现有技术的不足,本发明提供了用于真空回潮工序的插分工具及烟片松散效果评价方法,插分强度可以通过汽针数量调整,具有灵活性、便捷性等优势。
2、为实现上述目的,本发明的一个或多个实施例提供了如下技术方案:
3、第一方面,公开了用于真空回潮工序的插分工具,包括:
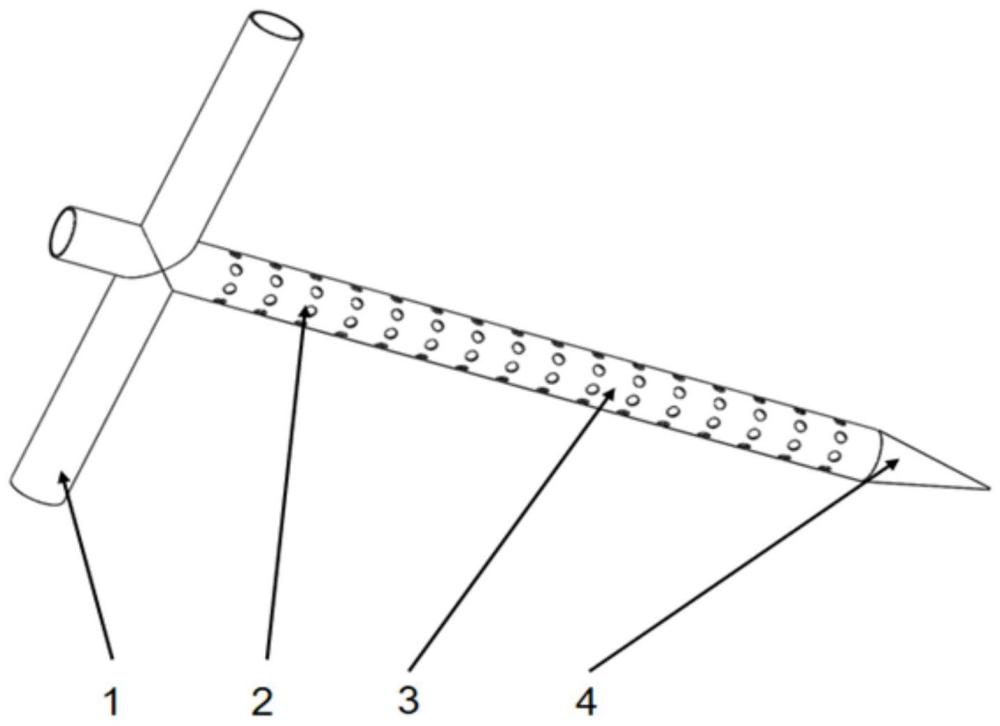
4、叉体,所述叉体的一端为叉尖,所述叉体的另一端设置有垂直于所述叉体的横杆;
5、所述叉体为中空圆柱结构,所述叉体圆柱结构的圆柱面上设置有多个透汽孔,所述叉体利用所述叉尖插入烟包内部,在真空回潮工艺的回潮过程,汽水通过所述透汽孔进入烟包内部,增加烟片含水率和包芯温度的同时,使得烟片松散。
6、作为进一步的技术方案,所述横杆、叉体、叉尖构成一体化装置或者为分体设计。
7、作为进一步的技术方案,所述插分工具的材质选取不锈钢。
8、作为进一步的技术方案,所述多个透汽孔为均匀布置或者非均匀布置在所述圆柱结构的圆柱面上。
9、第二方面,公开了用于真空回潮工序的插分工具的使用方法,包括:
10、从真空回潮烟箱上部将插分工具的叉体插入烟包紧密部位;
11、插分工具随烟包进入真空回潮机完成工艺任务后随真空回潮烟箱退出真空回潮机;
12、在等待倒料过程中将插分工具逐一取出,并观察烟片回潮质量。
13、作为进一步的技术方案,将插分工具的叉体插入烟包紧密部位,具体位置根据开包后烟包松散状态或有增加松散强度的任务需求确定。
14、作为进一步的技术方案,真空回潮烟箱使用汽针数量为1-5。
15、第三方面,公开了真空回潮松散效果评价方法,用于使用插分工具完成真空回潮工序后;包括:
16、回透率评价步骤:计算回透率时,检测样本总重减去未回透烟块总重占检测样本总重的比率;
17、松散系数评价步骤:由真空回潮前折标烟片体积与真空回潮后折算回潮前烟片体积的比值计算。
18、作为进一步的技术方案,回透率评价步骤中,检测时,包括:
19、收集真空回潮后喂料机提升带底部无法提升输送的回透烟块或烟饼,称取总重量a1;
20、松散回潮前振槽处人工选取未回透烟块或烟饼,称取总重量a2;
21、将两处选取的未回透烟块或烟饼重量求和(a1+a2),计算总重为a,代入回透率计算公式中进行回透率测算。
22、作为进一步的技术方案,松散系数评价步骤中,检测时,包括:
23、真空回潮前分别从a罐和b罐抓取烟片,放入取样盒中,每罐中抽样的每箱制作1个样本,分别称取样本烟片重量,并按标准水分折算方法计算各标准样本烟片重量,分别计算真空回潮前样本烟片密度,将平均值做为测试参考基准;
24、在设备稳定状态下,从真空回潮后分别对应a罐和b罐人工抓取烟片,放入正方体取样盒中,每罐中抽样的每箱制作1个样本,分别称取真空回潮后样本烟片重量,按水分折算公式计算真空回潮后标准样本烟片重量,并求取平均值f;
25、以真空回潮前折标密度d和真空回潮后折标重量f为基准,折算真空回潮前烟片体积e;
26、e=f/d
27、式中,e—真空回潮后折算回潮前烟片体积,f—真空回潮后折标重量,d—真空回潮前折标密度。
28、以上一个或多个技术方案存在以下有益效果:
29、本发明技术方案公开的插分工具,回潮过程中,汽水通过透汽孔进入烟包内部,增加烟片含水率和包芯温度的同时切实提升烟片松散效果,还能提升工序加工能力,切实发挥降本增效的作用。为全面推进生产过程精细化控制提供有力技术支撑。
30、本发明技术方案将回透率和松散系数做为能够科学有效反映真空回潮松散效果的表征指标。将回透率评价方法和松散系数评价方法做为科学、适宜、真实的评价真空回潮松散效果有效方法。该方法检测误差小,可操作性强,创新性实现了对烟片状态的检测和表征,突破解决了真空回潮工序工艺任务中松散质量由定性要求向定量要求的技术限制。
31、本发明附加方面的优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本发明的实践了解到。
技术特征:1.用于真空回潮工序的插分工具,其特征是,包括:
2.如权利要求1所述的用于真空回潮工序的插分工具,其特征是,所述横杆、叉体、叉尖构成一体化装置或者为分体设计。
3.如权利要求1所述的用于真空回潮工序的插分工具,其特征是,所述插分工具的材质选取不锈钢。
4.如权利要求1所述的用于真空回潮工序的插分工具,其特征是,所述多个透汽孔为均匀布置或者非均匀布置在所述圆柱结构的圆柱面上。
5.如权利要求1所述的用于真空回潮工序的插分工具,其特征是,透汽孔自上而下设计为16排,单排分布6孔,直径为32mm;
6.权利要求1-5任一所述的用于真空回潮工序的插分工具的使用方法,其特征是,包括:
7.如权利要求6所述的用于真空回潮工序的插分工具的使用方法,其特征是,将插分工具的叉体插入烟包紧密部位,具体位置根据开包后烟包松散状态或有增加松散强度的任务需求确定;
8.真空回潮松散效果评价方法,其特征是,用于使用权利要求1-5任一所述的插分工具完成真空回潮工序后;包括:
9.如权利要求8所述的真空回潮松散效果评价方法,其特征是,回透率评价步骤中,检测时,包括:
10.如权利要求8所述的真空回潮松散效果评价方法,其特征是,松散系数评价步骤中,检测时,包括:
技术总结本发明提出了用于真空回潮工序的插分工具及烟片松散效果评价方法,所述工具包括:叉体,所述叉体的一端为叉尖,所述叉体的另一端设置有垂直于所述叉体的横杆;所述叉体为中空圆柱结构,所述叉体圆柱结构的圆柱面上设置有多个透汽孔,所述叉体利用所述叉尖插入烟包内部,在真空回潮工艺的回潮过程,汽水通过所述透汽孔进入烟包内部,增加烟片含水率和包芯温度的同时,使得烟片松散。技术研发人员:吴宁,张钦峰,孟庆华,许振留,王伟,邢东东,张小宏,邓来宏,马伟,郇雪,蔡传淇,杨静,潘玲,张莎莎,孙浩,毕思强,吴兆建,孙强,房俊清受保护的技术使用者:山东中烟工业有限责任公司技术研发日:技术公布日:2024/3/11本文地址:https://www.jishuxx.com/zhuanli/20240614/94167.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。