一种用于卷接机组的铲丝刀装置的制作方法
- 国知局
- 2024-07-12 11:52:45
本技术属于卷烟制造,具体涉及一种用于卷接机组的铲丝刀装置。
背景技术:
1、zj118卷接机组是上海卷烟厂中华系列双中支牌号的卷烟设备,zj118卷接机组中铲丝刀装置的工作原理为:在烟条卷制机se的烟枪入口处,布带拉着卷烟纸进入烟枪成形通道,与此同时,吸丝仓出口处的铲丝刀将烟丝供给机ve输送出的吸附在吸丝带上且符合工艺要求的烟丝束,在压丝轮的共同作用下从吸丝带上铲下,并在相对应位置处烟枪外形的共同作用下使烟丝束外形由矩形转变成圆形,卷烟纸托着铲下的烟丝束一起进入烟舌和烟枪完成下一工序。
2、而zj118卷接机组中的现有铲丝刀对中华系列的中支烟丝卷烟制品的适用性较差,所生产出的卷烟制品的指标不高,原因在于:吸丝带上吸附的烟丝束经压丝轮压缩后,铲丝刀在压丝轮的8点钟位置将吸丝带上的烟丝束铲下,并由卷烟纸托着铲下的烟丝束一起进入烟舌和烟枪,即铲下的烟丝束在压丝轮的8点钟位置落入烟枪,由于中支烟的烟丝束直径小且烟丝密度小,烟丝结构为纯烟丝且具有比标准烟丝窄的特点,添充值相对比较差,吸丝带上的烟丝束在压丝轮的8点钟位置处被铲丝刀铲下后,由于此处空间较大,铲下的烟丝束容易位移,进而破坏平准后的烟丝束外形,造成烟支点燃端部落丝过多和烟支内空头过多的质量缺陷,其中烟支内烟丝分布不均匀且烟支点燃端部紧头处烟丝量不足是引起烟支内空头的主要原因之一。
技术实现思路
1、鉴于上述现有技术的缺陷,本实用新型提供一种用于卷接机组的铲丝刀装置,能减少铲下的烟丝束发生的位移,进而能减少对平准后的烟丝束外形的破坏,从而能降低烟支点燃端部落丝过多和烟支内空头过多的质量缺陷。
2、本实用新型解决其技术问题所采用的技术方案是:
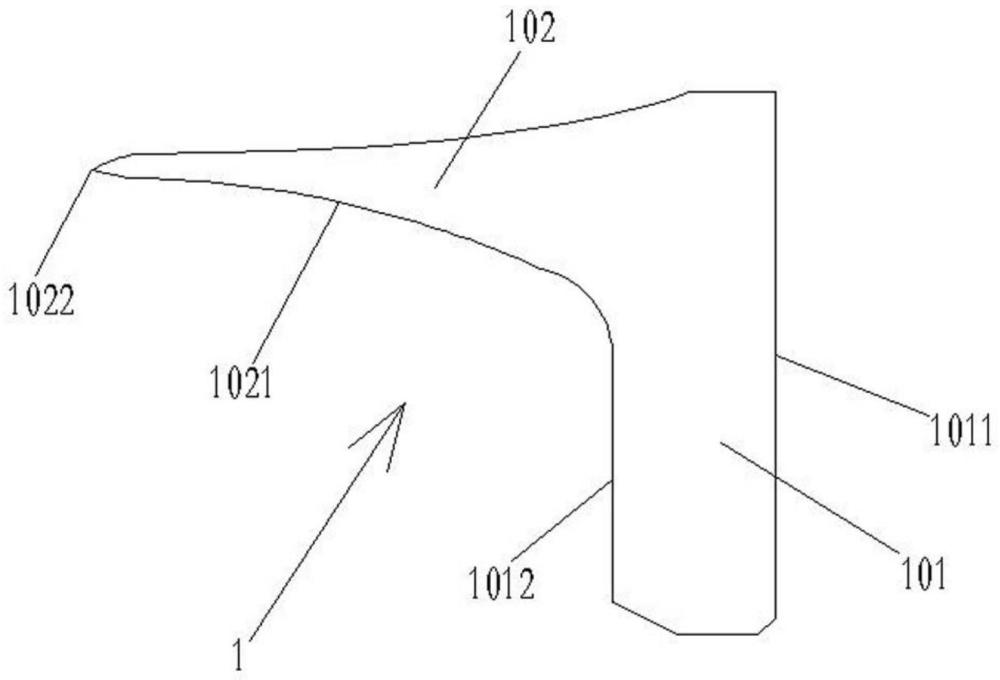
3、一种用于卷接机组的铲丝刀装置,包括铲丝刀本体,所述铲丝刀本体包括铲丝刀安装部和铲丝刀工作部,所述铲丝刀安装部用于与烟条卷制机的烟舌固定连接,所述铲丝刀工作部的内表面称为铲丝刀工作部内表面,所述铲丝刀工作部内表面呈圆弧形并与压丝轮圆周面的形状相适配,所述压丝轮圆周面上缠绕有外表面吸附烟丝束的吸丝带,所述铲丝刀工作部内表面的末端形成铲丝端,所述铲丝端与压丝轮7点钟位置处的吸丝带抵触,用于铲下吸丝带上的烟丝束。
4、进一步地,所述铲丝刀安装部上与烟舌相接触的一侧表面为竖直的外表面,并称为铲丝刀安装部外表面,所述铲丝刀安装部上与铲丝刀工作部内表面相连接的一侧表面为竖直的内表面,并称为铲丝刀安装部内表面,且所述铲丝刀安装部内表面与铲丝刀工作部内表面平滑过渡,所述铲丝端处于远离铲丝刀安装部的位置处。
5、进一步地,所述铲丝刀本体的左右水平长度为20.6mm,所述铲丝刀安装部外表面与铲丝刀安装部内表面之间的水平间距为4.9mm,所述铲丝刀工作部的左右水平长度为15.7mm。
6、进一步地,所述铲丝刀安装部通过螺栓固定于烟舌上。
7、进一步地,所述铲丝刀安装部和铲丝刀工作部一体成型。
8、进一步地,所述铲丝刀工作部的材质为38crmoal。
9、进一步地,所述铲丝刀安装部和铲丝刀工作部的材质均为38crmoal。
10、相对于现有技术,本实用新型的有益效果为:
11、本实用新型的用于卷接机组的铲丝刀装置,包括铲丝刀本体,铲丝刀本体包括铲丝刀安装部和铲丝刀工作部,铲丝刀安装部用于与烟条卷制机的烟舌固定连接,铲丝刀工作部的内表面称为铲丝刀工作部内表面,铲丝刀工作部内表面呈圆弧形并与压丝轮圆周面的形状相适配,压丝轮圆周面上缠绕有外表面吸附烟丝束的吸丝带,铲丝刀工作部内表面的末端形成铲丝端,铲丝端与压丝轮7点钟位置处的吸丝带抵触,用于铲下吸丝带上的烟丝束;由于铲丝刀工作部内表面呈圆弧形并与压丝轮圆周面的形状相适配,这样能延长铲丝刀工作部的长度并完全规避压丝轮,使得铲丝刀工作部内表面的末端所形成的铲丝端能与压丝轮7点钟位置处的吸丝带抵触,以铲下吸丝带上的烟丝束,而压丝轮7点钟位置处的空间比原来压丝轮8点钟位置处的空间缩小20%左右,这样能减少铲下的用于生产中支烟的直径小且烟丝密度小的烟丝束在此处发生的位移,进而能减少对平准后的烟丝束外形的破坏,从而能降低烟支点燃端部落丝过多和烟支内空头过多的质量缺陷,具体地,能稳定烟支点燃端部紧头处的烟丝量并增大烟支点燃端部紧头处的烟丝密度,提高烟支点燃端部处烟丝之间的相互作用力,使烟丝不容易从烟支点燃端部紧头处脱离,降低烟支点燃端部落丝过多的质量缺陷,另外由于能减少烟丝束在此处发生的位移,因而能使得烟支内烟丝分布更加均匀,且结合烟支点燃端部紧头处稳定的烟丝量,这样能降低烟支内空头的质量缺陷。
12、本实用新型中,铲丝刀工作部的材质为38crmoal;由于38crmoal是高级氮化钢,因此铲丝刀工作部具有高耐磨性、高疲劳强度和高强度的特点,这样更有利于防止吸丝带上的烟丝束经过铲丝刀工作部的铲丝端时由于摩擦力的原因而产生位移。
技术特征:1.一种用于卷接机组的铲丝刀装置,其特征在于:包括铲丝刀本体(1),所述铲丝刀本体(1)包括铲丝刀安装部(101)和铲丝刀工作部(102),所述铲丝刀安装部(101)用于与烟条卷制机的烟舌(2)固定连接,所述铲丝刀工作部(102)的内表面称为铲丝刀工作部内表面(1021),所述铲丝刀工作部内表面(1021)呈圆弧形并与压丝轮(4)圆周面的形状相适配,所述压丝轮(4)圆周面上缠绕有外表面吸附烟丝束的吸丝带(3),所述铲丝刀工作部内表面(1021)的末端形成铲丝端(1022),所述铲丝端(1022)与压丝轮(4)的7点钟位置处的吸丝带(3)抵触,用于铲下吸丝带(3)上的烟丝束。
2.根据权利要求1所述的一种用于卷接机组的铲丝刀装置,其特征在于:所述铲丝刀安装部(101)上与烟舌(2)相接触的一侧表面为竖直的外表面,并称为铲丝刀安装部外表面(1011),所述铲丝刀安装部(101)上与铲丝刀工作部内表面(1021)相连接的一侧表面为竖直的内表面,并称为铲丝刀安装部内表面(1012),且所述铲丝刀安装部内表面(1012)与铲丝刀工作部内表面(1021)平滑过渡,所述铲丝端(1022)处于远离铲丝刀安装部(101)的位置处。
3.根据权利要求2所述的一种用于卷接机组的铲丝刀装置,其特征在于:所述铲丝刀本体(1)的左右水平长度为20.6mm,所述铲丝刀安装部外表面(1011)与铲丝刀安装部内表面(1012)之间的水平间距为4.9mm,所述铲丝刀工作部(102)的左右水平长度为15.7mm。
4.根据权利要求1所述的一种用于卷接机组的铲丝刀装置,其特征在于:所述铲丝刀安装部(101)通过螺栓(6)固定于烟舌(2)上。
5.根据权利要求1所述的一种用于卷接机组的铲丝刀装置,其特征在于:所述铲丝刀安装部(101)和铲丝刀工作部(102)一体成型。
6.根据权利要求1所述的一种用于卷接机组的铲丝刀装置,其特征在于:所述铲丝刀工作部(102)的材质为38crmoal。
7.根据权利要求1所述的一种用于卷接机组的铲丝刀装置,其特征在于:所述铲丝刀安装部(101)和铲丝刀工作部(102)的材质均为38crmoal。
技术总结本技术公开了一种用于卷接机组的铲丝刀装置,包括铲丝刀本体,所述铲丝刀本体包括铲丝刀安装部和铲丝刀工作部,所述铲丝刀安装部用于与烟条卷制机的烟舌固定连接,所述铲丝刀工作部的内表面称为铲丝刀工作部内表面,所述铲丝刀工作部内表面呈圆弧形并与压丝轮圆周面的形状相适配,所述压丝轮圆周面上缠绕有外表面吸附烟丝束的吸丝带,所述铲丝刀工作部内表面的末端形成铲丝端,所述铲丝端与压丝轮7点钟位置处的吸丝带抵触,用于铲下吸丝带上的烟丝束。本技术能减少铲下的烟丝束发生的位移,进而能减少对平准后的烟丝束外形的破坏,从而能降低烟支点燃端部落丝过多和烟支内空头过多的质量缺陷。技术研发人员:陈辉,王培,刘玮,陈轶,曹杰,张雷,奚翀,陈振栋,陈卫无,夏志刚受保护的技术使用者:上海烟草集团有限责任公司技术研发日:20230906技术公布日:2024/4/29本文地址:https://www.jishuxx.com/zhuanli/20240614/95532.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。