一种适用于不同大小头雾化管的载具的制作方法
- 国知局
- 2024-07-12 12:03:11
本发明涉及雾化器生产设备,具体涉及一种适用于不同大小头雾化管的载具。
背景技术:
1、电子烟是一种以可充电锂聚合物电池供电驱动的雾化器,透过加热油舱中的烟油产生“蒸汽”供用户吸食,有着与卷烟类似的外观、烟雾、味道和感觉。电子烟雾化器是电子烟一个独立的部分,它是烟油盛放和加热的装置,电子烟雾化器里面的发热丝通电后产生热能,加热雾化仓里面的烟油使其雾化。
2、电子烟一般包括有管状的主体、咪头、吸油棉布、电热丝、固定套和电池等组成;其中吸油棉是需要卷成管状结构,并且电热丝包裹在吸油棉布内后装入到固定套内,实现对吸油棉布和电热丝固定。
3、传统生产方式是将吸油棉布卷成管状,再将电热丝网被包裹在吸油面布内后装入到固定套内,主要是依靠人工手动完成,工作量大。目前行业中有采用自动化设备组装,通过自动化将电热丝网和棉布卷成管锥后,在将电热丝网套到棉布内,最有夹持装入到固定套内。
4、如公告号为cn216906868u的中国专利文献公开了一种电子烟发热片包棉进管自动化设备,其中公开了电子烟中包含的一个零部件加工流程示意图:取棉条,再取发热片,将发热片按照预定位置叠放在棉条上;再将辅助棒与发热片、棉条压合成型为组合件,将组合件推装入开口管,将伸出开口管多余的棉条切除,至此,这些零件组装成为成品。包括:棉条上料组件、发热片上料组件、辅助棒上料压合组件、夹持机构、开口管上料组件、推进管组件、剪切组件;所述棉条上料组件用于输送棉条至所述夹持机构;所述发热片上料件用于输送发热片至所述夹持机构夹持固定的棉条上端面;所述辅助棒上料压合组件用于输送辅助棒至压合工位,将辅助棒与所述夹持机构夹持固定的发热片、棉条压合成型为组件;所述开口管上料组件用于输送开口管至所述夹持机构;所述推棉进管组件用于将组合件推装入开口管;所述剪切组件用于将伸出开口管多余棉条切除。
5、由于上述棉条是在插入开口管后,再将棉条的没有包住辅助棒的多余节段漏出被切除,因此上述开口管必须为开口状,棉条才能插入开口管以及供多余节段从开口漏出。然而实际改良中,所谓开口管不一定为开口状,而是把棉条多余节段切除后再插入管内,因此此处将原来的开口管定义为金属管。
6、针对棉条、发热片、辅助棒和金属管的组装,现有的装配载具结构复杂,约束了生产效率且成本高。目前申请人的组装方式为,先把发热片放在棉条上,然后把辅助棒放在发热片上,把棉条和发热片弯曲对折包住辅助棒,把棉条的没有包住辅助棒的多余节段剪切掉,这样棉条留下部分呈大致筒状,发热片的两根导丝延伸出棉条外,此处把辅助棒及其外的发热片、棉条(已经把多余节段切除)定义为预制芯。下一步工序是需要将预制芯插入金属管中,完成发热芯的组装,对于等径的金属管,只需要将预制芯放在孔内,棉条被箍紧,直接将预制芯推入金属管即可。在生产过程中发现,有的金属管并非等径管,而是包含依次的第一管段和第二管段,第二管段的直径大于第二管段的直径,预制芯从直径较大段的第二管段端口插入。然而预制芯经过第二管段时,棉条容易蓬松而导致卡在第二管段中无法继续插入第一管段,或者棉条强行挤入第一管段容易产生形变,影响生产质量。
技术实现思路
1、针对现有技术存在上述技术问题,本发明提供一种适用于不同大小头雾化管的载具。
2、为实现上述目的,本发明提供以下技术方案:
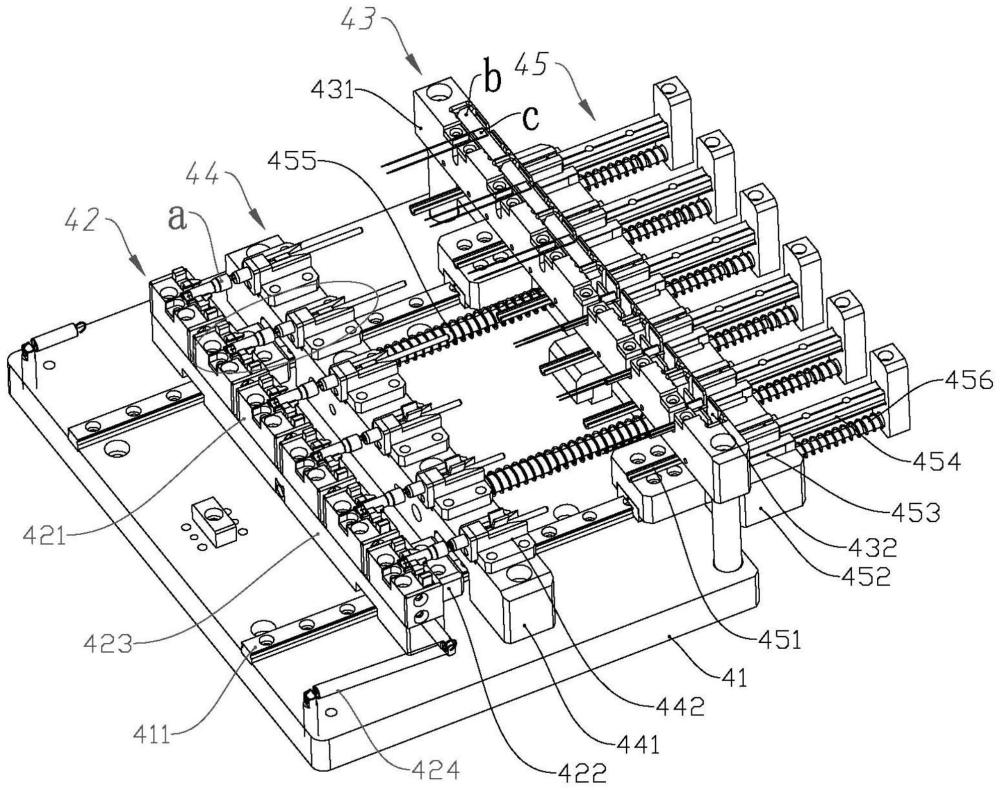
3、提供一种适用于不同大小头雾化管的载具,包括夹管模组、中转模组和推芯模组,夹管模组包括用于夹持金属管的多个夹管座,被夹持的金属管包含第一管段和第二管段,第二管段的内径大于第一管段的内径;
4、中转模组包括与多个夹管座一一对齐的多个中转座,各个中转座分别设置有轴线横置的中转孔,以供棉条及发热片弯曲包住辅助棒这样的半成品插入;中转座的侧部设置有切棉辅助平面,从而令中转孔侧部呈开口状,以供棉条的没有包住辅助棒的多余节段穿出被切除;中转座的朝向夹管座的端部设置有径差填补座,径差填补座延伸有填补管,填补管与中转孔相同轴布置,填补管、中转孔和金属管的第一管段这三者的内径差在预设值范围内;夹管座与中转座可相互靠近或远离,以使夹管座上的金属管的第二管段套在填补管外;
5、推芯模组包括与中转孔一一对齐的多条推芯杆,推芯杆能够避让辅助棒而分别穿过中转孔和填补管,以使得多余节段被切除后的棉条及其包住的发热片、辅助管进入金属管的第一管段。
6、作为进一步可选方案,还包括内芯组装模组,其包括叠芯座,叠芯座设置有多个叠芯槽,叠芯槽的两端设有用于支撑平放棉条及置于棉条之上的发热片的托棉部,叠芯槽设置有用于支撑平放棉条中部的两个托棉凸起,两个托棉凸起沿棉条长度方向间隔分布,叠芯槽的底部对应两个托棉凸起之间位置设有弧形开口朝上的整形槽,整形槽横向贯穿叠芯座设置以供辅助棒朝下嵌入;托棉凸起的两侧壁与叠芯槽的内壁之间留有让位间距;
7、作为进一步可选方案,叠芯座的顶部设置有磁铁,其用于磁吸定位发热片的导丝。
8、作为进一步可选方案,夹管座包括夹管固定块、夹管定位块和两个夹管滑块,夹管定位块固定于夹管固定块且设置有适配被夹持金属管之外径的托管槽,两个夹管滑块能够相向或相背地滑动地安装在夹管固定块上,夹管固定块设置有对夹管滑块施力的夹管弹簧,以使得两块夹管滑块弹性地共同夹持金属管。
9、作为进一步可选方案,两个夹管滑块的滑动方向为横向,夹管滑块的顶部设置有松夹斜面,外力对松夹斜面施加下压力能够克服夹管弹簧作用力而驱动两个夹管滑块相背运动。
10、作为进一步可选方案,推芯杆呈非整环状,其内径大于辅助棒直径,其外径小于中转孔以及金属管的内径。
11、作为进一步可选方案,中转孔包括朝靠近夹管座方向依次的导入锥段和箍棉直段,导入锥段的敞口朝向推芯杆。
12、作为进一步可选方案,还包括载具底座,载具底座固定有中转基座,多个中转座并列地安装在中转基座上;
13、载具底座设置有插管滑轨,插管滑轨适配有夹管滑座,夹管滑座设置有夹管基座,多个夹管座并列地固定在夹管基座上;夹管基座与中转基座并列布置;
14、推芯模组还包括适配在插管滑轨上的推芯滑座,推芯滑座和夹管滑座分别位于中转基座的两侧,推芯杆可滑动地安装在推芯滑座上。
15、作为进一步可选方案,夹管基座连接有第一复位弹簧,以使夹管基座保持远离中转基座的趋势;
16、推芯滑座连接有第二复位弹簧,以使推芯滑座保持远离中转基座的趋势;
17、推芯杆连接有第三复位弹簧,以使推芯杆保持远离中转座的趋势。
18、作为进一步可选方案,推芯滑座固定有衔接滑座,衔接滑座连接有衔接滑轨,推芯杆与衔接滑轨相固定连接。
19、本发明的有益效果:
20、本发明的一种适用于不同大小头雾化管的载具,使用时,把多条金属管夹持于夹管座,金属管直径较大的第二管段朝向填补管。多余节段被切除后的棉条及其包住的发热片、辅助管穿设在中转孔。夹管座靠近中转座,使金属管的直径较大的第二管段套在填补管之外,推芯杆顶着棉条的端部将辅助棒及包覆在其外的发热片和棉条推进金属管的第一管段中,即完成组装。
21、与现有技术相比,可在同一个载具完成雾化管的组装,结构合理灵活,提高了生产效率,降低生产成本。更为重要的是,针对包含不等经的大小头金属管,设置了填补管,中转孔与金属管的内径较小的第一管段经由填补管接驳,填补了金属管的内径较大的第二管段的内径差,使得中转座中的棉条经过金属管内径较大的管段时不会蓬松,保障了雾化管的生产质量。
本文地址:https://www.jishuxx.com/zhuanli/20240614/96736.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表