切削机构及切削系统
- 国知局
- 2024-07-10 17:55:56
本发明涉及光学零件制造设备领域,特别涉及一种切削机构及切削系统。
背景技术:
1、光学零件的制造主要分为两类,以零件最终的成型结构来分。为平面(回转对称零件)。和自由曲面(非回转对称零件)。以零件的可加工性分,共两类。为塑性易加工材料和硬脆性难加工材料。对于塑性易加工的(平面和自由曲面)、以及脆性难加工平面零件。现在都有相关的加工方法能够实现。但对于脆性的自由曲面零件,目前还没有较好的加工方法在保证加工效率、形貌精度、表面质量和亚表面质量的情况下实施加工。简言之。现有的加工方法要不然做不出来,或做出来质量差无法使用。
2、平面零件结构简单,采用普通的加工方法即可得到满足要求的表面形貌和表面精度。非回转对称零件,主要指零件包含自由曲面。或零件包含微槽,微透镜、微棱镜、微反射镜阵列。由于自由曲面零件形状不规则,尺寸较小,无法通过普通的加工工艺制造,更遑论加工过程中保证其形貌精度和表面质量精度的问题了。
3、自由曲面和微阵列的传统加工方法主要有以下几种:磨削抛光工艺、增材成型工艺、铣削工艺、特种加工工艺(电子束、离子束)、光刻工艺以及快速、慢速刀具伺服工艺。以加工后的产品质量(形貌精度和表面质量精度)高低来排序,光刻工艺在微尺寸加工上精度最高,效果最好的。但是该加工工艺门槛高,装置设备复杂,成本高昂。磨削抛光工艺、增材成型工艺、铣削工艺、特种加工工艺(电子束、离子束)工艺门槛一般,装置设备一般,成本一般但是产品质量较低。而快速刀具伺服工艺能够在保证生产周期和生产成本较低的情况下,同时保证形貌精度、表面质量和亚表面质量。
4、对于传统的快速刀具伺服系统,如果被加工件材料特性好、成型性、切削性好,即传统意义上的材料较软适合切削。则该加工件加工完成后的自由曲面或是微阵列系统的产品质量会比较理想。但对于一些脆硬材料的加工件,例如硅片、融石英、碳化硅,则被加工件的成型性、切削性则不佳,在加工过程中,切削会不规则的崩碎,材料去除不连贯,导致产品质量难以控制。
5、而脆性难加工自由曲面零件,恰好就是应用在光学和国防设备中的关键光学零件。例如光刻机反射折射镜、芯片微电子透镜、导弹整流罩等。
技术实现思路
1、本发明的主要目的是提出一种切削机构及切削系统,旨在解决如何提高非平面光学零件的加工质量的技术问题。
2、为实现上述目的,本发明提出一种切削机构,其特征在于,包括:
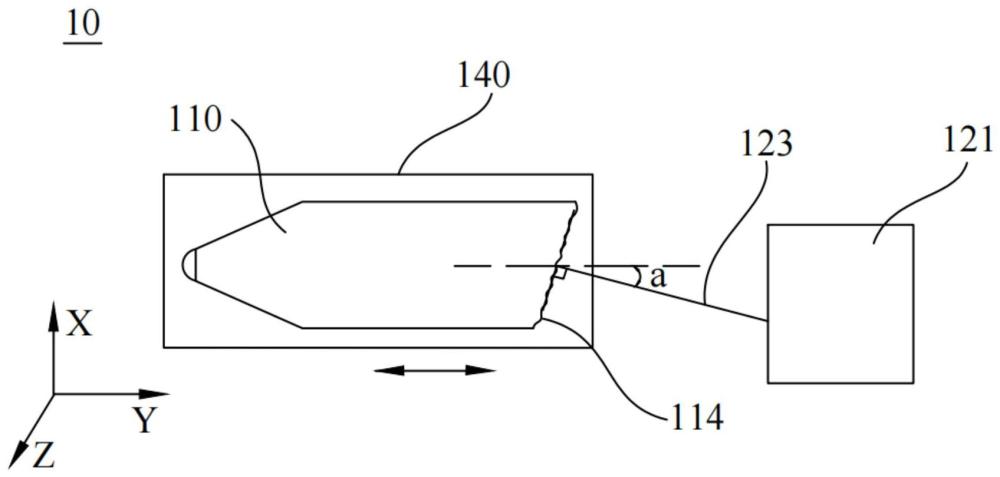
3、刀具,包括刃口,所述刀具的材料为透光材料,所述刀具包括变焦曲面,所述变焦曲面位于所述刀具背离所述刃口的一侧;
4、驱动部,连接所述刀具,所述驱动部配置成驱动所述刀具沿第一方向移动,以完成进给运动;
5、激光组件,配置成发射激光由所述变焦曲面透入所述刀具内,所述激光包括射入所述变焦曲面前的入射段,所述入射段与所述第一方向交叉,以使得所述刀具沿所述第一方向移动时所述入射段于所述变焦曲面上的入射点的位置变化;
6、其中,所述变焦曲面配置成能够对透过的所述激光进行聚焦,并使由至少两个所述入射点透过所述变焦曲面的所述激光的焦点位于所述刃口的切削点。
7、在一些实施例中,在所述刀具的移动行程内,所述变焦曲面配置成能够使由任意入射点位置透过所述变焦曲面的所述激光的焦点均位于所述刃口的切削点。
8、在一些实施例中,所述入射段与所述第一方向的夹角小于等于十五度。
9、在一些实施例中,所述刃口具有相对布置的第一端部以及第二端部,由所述第一端部指向所述第二端部的方向为第二方向;
10、所述刀具具有沿所述第二方向相对布置的第一侧壁以及第二侧壁,所述第一侧壁与所述变焦曲面具有第一交界线,所述第二侧壁与所述变焦曲面具有第二交界线,所述第一交界线至所述第二交界线的方向为第三方向;
11、所述第三方向垂直于所述入射段。
12、在一些实施例中,所述激光组件包括激光发生装置,所述激光发生装置产生的激光直接射向所述变焦曲面。
13、在一些实施例中,所述激光组件包括激光发生装置以及激光调节装置,所述激光发生装置用于产生所述激光,所述激光调节装置用于改变所述激光的路径;
14、所述激光调节装置至所述变焦曲面之间的激光段为所述入射段。
15、在一些实施例中,所述激光调节装置包括反射部,所述反射部通过反射所述激光从而改变所述激光的路径;和/或,所述激光调节装置包括折射部,所述激光穿过所述折射部后发生折射从而调整所述激光的路径。
16、在一些实施例中,所述激光调节装置包括反射部,所述反射部包括用于反射所述激光的反射镜,所述反射镜包括第一反射面,所述反射镜设于所述变焦曲面背离所述刃口的一侧,所述激光发生装置设于所述反射镜沿所述第二方向的一侧并朝所述第一反射面发射所述激光;所述刃口具有相对布置的第一端部以及第二端部,由所述第一端部指向所述第二端部的方向为第二方向;
17、或者;
18、所述激光调节装置包括反射部,所述反射部包括用于反射所述激光的全反射棱镜,所述全反射棱镜包括第二反射面,所述全反射棱镜设于所述变焦曲面背离所述刃口的一侧,所述激光发生装置设于所述全反射棱镜沿所述第二方向的一侧并朝所述第二反射面发射所述激光;所述刃口具有相对布置的第一端部以及第二端部,由所述第一端部指向所述第二端部的方向为第二方向;
19、或者;
20、所述激光调节装置包括折射部,所述折射部设于所述变焦曲面背离所述刃口的一侧,所述激光发生装置设于所述折射部背离所述变焦曲面的一侧,所述激光发生装置发射的所述激光穿过所述折射部至所述变焦曲面。
21、在一些实施例中,所述切削机构还包括控制器,所述控制器与所述驱动部耦合,所述控制器配置成用于获取控制信号,并根据所述控制信号控制所述驱动部驱动所述刀具沿第一方向移动。
22、本发明的第二方面还提供了一种切削系统,其特征在于,包括上述任一项实施例中表述的切削机构。
23、与现有技术相比,本发明的有益效果是:
24、在本发明的技术方案中,切削机构包括刀具、驱动部以及激光组件。刀具包括用于切削加工件的刃口以及变焦曲面,且该刀具的材料为透光材料。刀具连接于驱动部,该驱动部配置为能够驱动刀具沿第一方向平移。激光组件配置为能够发射激光,该激光能够由变焦曲面透入至刀具内,变焦曲面配置为能够对透过的激光进行聚焦。其中激光包括射入变焦曲面之前的入射段,该入射段与第一方向交叉并射入变焦曲面,以使刀具沿第一方向平移时入射段在变焦曲面上的入射点的位置变化。变焦曲面能够使由不同入射点的位置的激光的焦点聚焦于刃口的切削点,透出于刀具的激光对焦于加工件被切削位置,从而改变加工件被切削位置的材料性质,以便于降低切削力而提高材料去除率,减小加工损伤,提高加工质量。
25、相关技术中,虽然激光能够对焦于加工件上,使工件的材料变性以利于切削。但刀具在对加工件切削加工过程中,需渐进式地逐步对工件进行切削,此时,工件暂未被加工处仍然辐照有激光,容易导致能量的浪费,并且很容易损坏工件的外形结构。本技术中激光能够透过刀具对焦于工件表面,从而使得工件表面仅预加工处受到激光的辐照,避免了能量的浪费,并且避免了工件被激光的高温损坏。此外,本技术中刃口的切削点会随工件的加工外形的变化而变化,通过变焦曲面能够使激光穿透刀具的位置随刃口的切削点的改变而改变,以使激光的焦点对焦于加工件被切削位置处。本发明提供的切削机构有效提高了脆硬材料的加工质量。
本文地址:https://www.jishuxx.com/zhuanli/20240615/65537.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表