PCB切削方法、系统及设备与流程
- 国知局
- 2024-07-08 10:52:19
本技术属于pcb生产,尤其涉及一种pcb切削方法、系统及设备。
背景技术:
1、在pcb(印刷电路板)加工过程中,通常利用切削工具和设备对pcb进行切削加工,以便将其切割成所需的形状和尺寸。在切削过程中,刀具会因为磨损而逐渐失去切削能力,导致加工质量下降。为了保持加工的精度和质量,需要对刀具进行补偿。刀具补偿的主要目的是根据刀具磨损情况,调整加工参数,使切削过程中的刀具位置和切削力得到合适的补偿,以保持加工的精度和表面质量,这样可以延长刀具的使用寿命,减少加工成本,并且提高加工的稳定性和可靠性。因此,对刀具进行补偿是切削加工过程中非常重要的一环。
2、目前在许多情况下,刀具的补偿仍然是通过人工进行手动补偿来实现的。这种方法需要操作员根据实际情况来调整刀具的位置或者切削参数,以保持加工的精度和质量。这种方法不仅费时费力,还增加人为因素对加工精度的影响,从而对切削质量有一定的影响。
技术实现思路
1、本技术实施例提供了一种pcb切削方法、系统及设备,可以解决通过人工对刀具进行手动补偿,费时费力,影响切削质量的问题。
2、第一方面,本技术实施例提供了一种pcb切削方法,包括:
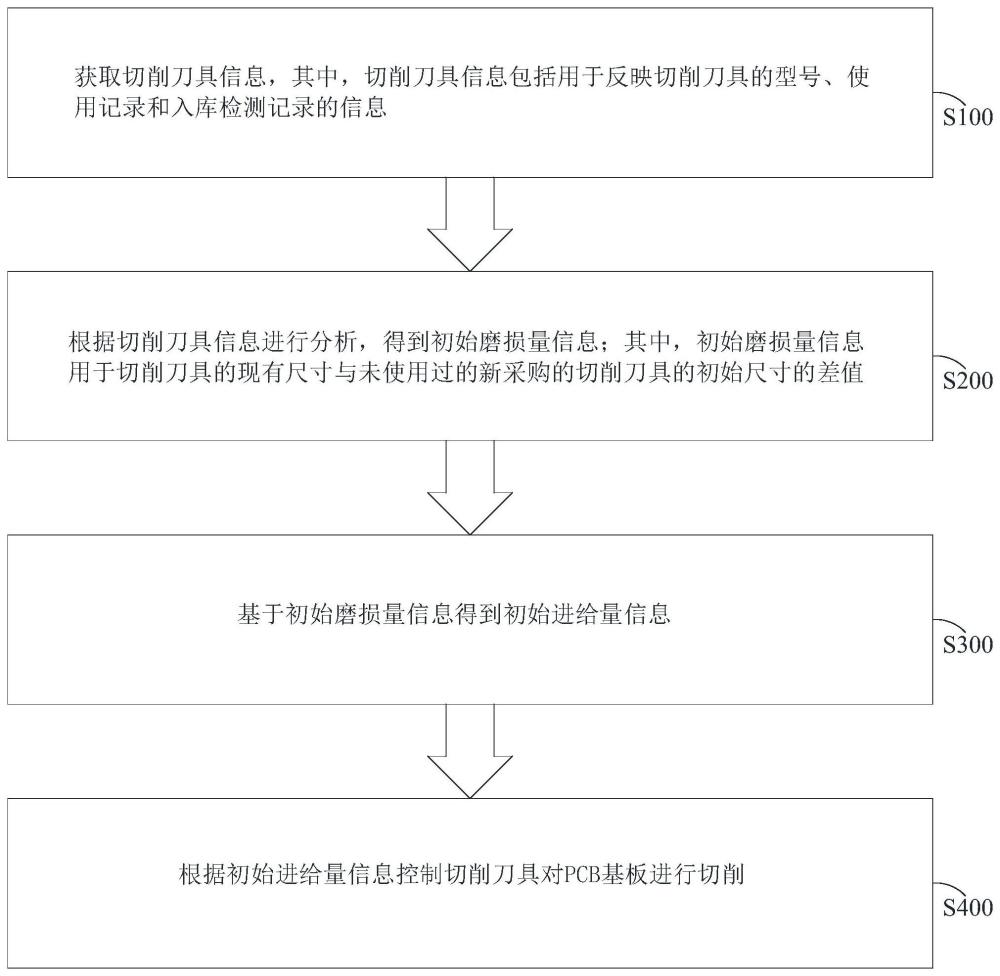
3、获取切削刀具信息,其中,所述切削刀具信息包括用于反映切削刀具的型号、使用记录和入库检测记录的信息;
4、根据所述切削刀具信息进行分析,得到初始磨损量信息;其中,所述初始磨损量信息用于反映切削刀具的现有尺寸与未使用过的新采购的切削刀具的初始尺寸的差值;
5、基于所述初始磨损量信息得到初始进给量信息;
6、根据所述初始进给量信息控制所述切削刀具对pcb基板进行切削。
7、本技术实施例中上述的技术方案,至少具有如下技术效果:
8、本技术提供的pcb切削方法,通过获取反映切削刀具的型号、使用记录和入库检测记录的切削刀具信息,再根据切削刀具信息进行分析,得到用于反映切削刀具的现有尺寸与未使用过的新采购的切削刀具的初始尺寸的差值的初始磨损量信息,能够知道切削刀具在切削前的磨损情况,为切削做好准备;基于初始磨损量信息得到初始进给量信息后,根据初始进给量信息调整切削刀具的进给补偿,并控制切削刀具对pcb基板进行切削,从而达到根据切削刀具的磨损情况,对切削刀具进行自动补偿,以达到提高生产效率和保证pcb切削质量的效果。
9、在第一方面的一种可能的实现方式中,所述获取切削刀具信息包括:
10、获取pcb基板信息和生产信息;其中,所述pcb基板信息包括需要进行切削的pcb基板的材料信息;所述生产信息反映需要切削所述pcb基板的数量;
11、根据所述材料信息进行分析,得到对应的切削刀具组信息;
12、基于所述切削刀具组信息和所述生产信息得到切削刀具选用信息;
13、基于所述切削刀具选用信息得到切削刀具信息。
14、在第一方面的一种可能的实现方式中,所述根据所述切削刀具信息进行分析,得到初始磨损量信息,包括:
15、获取所述切削刀具的采购验收信息;其中,所述采购验收信息包括反映所述切削刀具刚采购至工装库中进行验收的初始尺寸信息;
16、基于所述切削刀具信息反映的入库检测记录得到所述切削刀具上一次使用后的磨削尺寸信息;
17、根据所述初始尺寸信息和所述磨削尺寸信息得到初始磨损量信息。
18、在第一方面的一种可能的实现方式中,所述pcb基板信息还包括需要进行切削的pcb基板的型号信息,所述型号信息包括用于反映所述pcb基板需要切削至适合的尺寸大小的信息;所述基于所述初始磨损量信息得到初始进给量信息,包括:
19、基于所述初始磨损量信息得到初始补偿量信息;
20、根据所述型号信息进行分析,得到切削位置信息;其中,所述切削位置信息反映所述切削刀具对所述pcb基板进行切削需要到达的位置;
21、基于所述初始补偿量信息和所述切削位置信息得到初始进给量信息。
22、在第一方面的一种可能的实现方式中,所述pcb切削方法,还包括:
23、获取刀具图像信息;其中,所述刀具图像信息包括用于反映切削刀具在进行切削后回到准备位置时的尺寸图像信息,所述尺寸图像信息用于反映切削刀具的尺寸;
24、根据所述尺寸图像信息进行分析,得到刀具尺寸信息;
25、基于所述刀具尺寸信息和所述磨削尺寸信息得到第一磨损量信息;其中,所述第一磨损量信息用于反映所述切削刀具在进行切削后磨损的量;
26、基于所述第一磨损量信息和所述初始进给量信息得到第一进给量信息;
27、根据所述第一进给量信息控制所述切削刀具对pcb基板进行切削;
28、其中,所述基于所述第一磨损量信息和所述初始进给量信息得到第一进给量信息,包括:
29、基于所述第一磨损量信息得到第一补偿量信息;
30、根据所述第一补偿量信息和所述初始进给量信息得到第一进给量信息。
31、在第一方面的一种可能的实现方式中,所述刀具图像信息还包括反映切削刀具在进行切削后回到准备位置时的表面图像信息,所述表面图像信息包括反映切削刀具表面附着pcb材料的情况的信息,所述pcb切削方法,还包括:
32、根据所述表面图像信息进行分析,得到pcb材料影响值,根据所述材料信息得到对应的影响阈值;其中,所述pcb材料影响值用于反映切削刀具表面附着的pcb材料对切削的影响程度;
33、将所述pcb材料影响值与所述影响阈值进行比对;
34、若所述pcb材料影响值小于所述影响阈值,则控制所述切削刀具对pcb基板继续进行切削。
35、在第一方面的一种可能的实现方式中,,所述pcb切削方法,还包括:
36、若所述pcb材料影响值大于或等于所述影响阈值,则控制清理装置对切削刀具表面进行清理,并获取清理图像信息;
37、根据所述清理图像信息得到清洁度值信息;
38、当所述清洁度值信息大于预设清洁度后,控制所述切削刀具对pcb基板继续进行切削。
39、在第一方面的一种可能的实现方式中,所述根据所述表面图像信息进行分析,得到pcb材料影响值,包括:
40、根据所述表面图像信息进行分析,得到pcb数量值和pcb大小值;其中,所述pcb数量值用于反映附着于切削刀具表面的pcb材料的数量,所述pcb大小值用于反映附着于切削刀具表面的最大的pcb材料的体积大小;
41、根据所述材料信息得到数量阈值和大小阈值;
42、将所述pcb数量值与所述数量阈值进行比对,将所述pcb大小值与所述大小阈值进行比对;
43、若所述pcb数量值大于或等于所述数量阈值,且所述pcb大小值大于或等于所述大小阈值时,确认所述数量阈值为影响阈值,且与所述数量阈值对应的所述pcb数量值为pcb材料影响值,或确认大小阈值为影响阈值,且与所述大小阈值对应的所述pcb大小值为pcb材料影响值;
44、若所述pcb数量值小于所述数量阈值,且所述pcb大小值大于或等于所述大小阈值时,确认所述大小阈值为影响阈值,所述pcb大小值为pcb材料影响值;
45、若所述pcb数量值大于或等于所述数量阈值,且所述pcb大小值小于所述大小阈值时,确认所述数量阈值为影响阈值,所述pcb数量值为pcb材料影响值。
46、第二方面,本技术实施例提供了一种pcb切削系统,包括:
47、获取模块,用于获取切削刀具信息,其中,所述切削刀具信息包括用于反映切削刀具的型号、使用记录和入库检测记录的信息;
48、第一分析模块,用于根据所述切削刀具信息进行分析,得到初始磨损量信息;其中,所述初始磨损量信息用于反映切削刀具的现有尺寸与未使用过的新采购的切削刀具的初始尺寸的差值;
49、第二分析模块,用于基于所述初始磨损量信息得到初始进给量信息;
50、控制模块,用于根据所述初始进给量信息控制所述切削刀具对pcb基板进行切削。
51、第三方面,本技术实施例提供了一种pcb切削设备,包括pcb切削装置、清理装置和控制装置,所述pcb切削装置和清理装置与所述控制装置电连接;所述控制装置包括存储器、处理器以及存储在所述存储器中并可在所述处理器上运行的计算机程序,所述处理器执行所述计算机程序时实现上述第一方面中任一项所述的方法。
52、第四方面,本技术实施例提供了一种计算机可读存储介质,所述计算机可读存储介质存储有计算机程序,所述计算机程序被处理器执行时实现上述第一方面中任一项所述的方法。
53、第五方面,本技术实施例提供了一种计算机程序产品,当计算机程序产品在终端设备上运行时,使得终端设备执行上述第一方面中任一项所述的pcb切削方法。
54、可以理解的是,上述第二方面至第五方面的有益效果可以参见上述第一方面中的相关描述,在此不再赘述。
本文地址:https://www.jishuxx.com/zhuanli/20240617/50710.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表