PCB钻针及用于加工该PCB钻针的砂轮的制作方法
- 国知局
- 2024-07-05 17:49:54
本技术涉及pcb钻针领域,尤其涉及pcb钻针及用于加工该pcb钻针的砂轮。
背景技术:
1、印刷电路板和ic载板的生产中需用到钻针加工出小孔,而钻针的结构设计直接影响钻孔质量。如图1所示,钻针的一端设有钻尖结构01,钻尖结构01包括两呈对角布置的主切削刃011,钻尖结构01还包括两呈对角布置的副切削刃012,两主切削刃011之间连接横刃013,横刃013与中心线014相交,主切削刃011、中心线014和横刃013共同限位围出前刀面015,副切削刃012、中心线014和横刃013共同限定围出后刀面016。针体设有沿针体的轴向螺旋延伸的主排屑槽017和副排屑槽018,针体还设有设于主排屑槽017与副排屑槽018之间并沿针体的轴向螺旋延伸的边刀019,边刀019与前刀面015和后刀面016交接形成第一边020和第二边021,副排屑槽018与后刀面016交接形成第三边022,第三边022与副切削刃012相连,第三边022逐渐沿径向向外伸出而与第二边021连接,第一边020和第二边021的长度之和为边刀019的宽度。钻针高速旋转时,边刀019与孔壁之间相互摩擦,导致温度快速上升,边刀019的宽度越大,边刀019与孔壁的接触面积越大,升温越快且温度越高,若控温处理不当,影响钻孔质量,导致孔粗、钉头、灯芯等孔壁品质问题出现。
2、因此,亟需提供边刀宽度小的pcb钻针以及用于加工该pcb钻针的砂轮的来克服上述缺陷。
技术实现思路
1、本实用新型的目的在于提供边刀宽度小的pcb钻针。
2、本实用新型的另一目的在于提供砂轮,该砂轮用于加工边刀宽度小的pcb钻针。
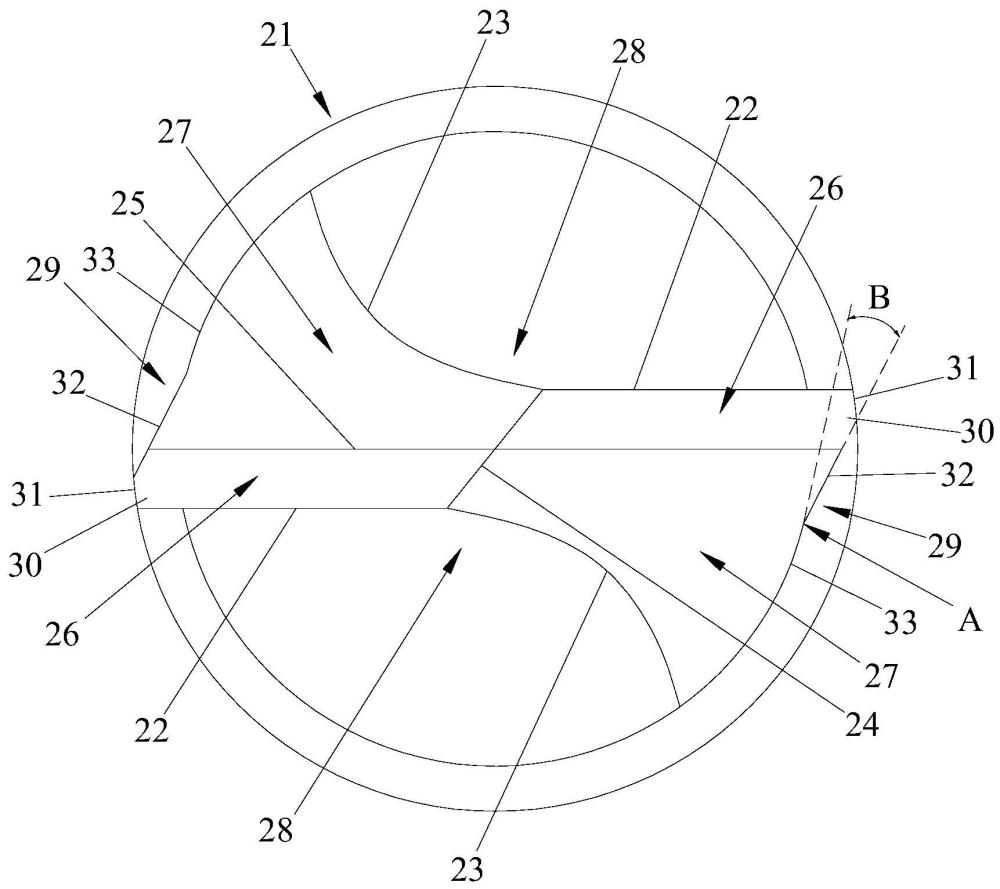
3、为实现上述目的,本实用新型的提供一种pcb钻针,其包括针柄和连接于针柄的针体,针体远离于针柄的一端设有钻尖结构,钻尖结构包括两呈对角布置的主切削刃,钻尖结构还包括两呈对角布置的副切削刃,两主切削刃之间连接横刃,横刃与中心线相交,主切削刃、中心线和横刃共同限定围出前刀面,副切削刃、中心线与横刃共同限定围出后刀面,针体设有沿针体的轴向螺旋延伸的主排屑槽和副排屑槽,针体还设有设于主排屑槽与副排屑槽之间并沿针体的轴向螺旋延伸的边刀,边刀与前刀面交接形成第一边,副排屑槽与前刀面和后刀面交接形成第二边,副排屑槽还与后刀面交接形成第三边,第二边连接于第一边与第三边,第二边与第三边连接处形成交接点,过交接点且与第三边相切的切线与第二边之间的夹角范围为15°-25°。
4、较佳地,第三边为圆弧边。
5、较佳地,第二边为直边或圆弧边。
6、较佳地,边刀的宽度为针体的横截面直径的2%-5%。
7、较佳地,副排屑槽的螺旋角与主排屑槽的螺旋角相等。
8、较佳地,副排屑槽的螺旋角范围为35°-45°。
9、与现有技术相比,本实用新型中,设置副排屑槽与前刀面和后刀面交接形成第二边,并且设置过交接点且与第三边相切的切线与第二边的夹角的范围为15°-25°,让第二边“内收”,第一边的长度即为边刀的宽度,第二边的长度不再作为影响边刀的宽度的因素,从而大大减小边刀的宽度,减少边刀与孔壁的接触面积,降低钻孔过程中的摩擦热,减少对钻孔质量的影响,降低孔粗、钉头、灯芯等孔壁品质问题。
10、为实现上述的另一目的,本实用新型还提供了一种砂轮,该砂轮用于对上述的pcb钻针进行加工,该砂轮具有第一磨削面、第二磨削面、第三磨削面和避空斜面,第一磨削面与砂轮的中心轴线相交,第一磨削面用于磨削边刀,第三磨削面与砂轮的中心轴线平行,第三磨削面用于磨削副排屑槽所在的结构以控制副排屑槽的深度,第二磨削面分别连接于第一磨削面和第三磨削面,第二磨削面呈倾斜布置,第二磨削面与避空斜面朝不同的方向倾斜,第二磨削面用于磨削第二边以控制边刀的宽度。
11、较佳地,第二磨削面的倾斜角度范围为12°-25°。
12、较佳地,避空斜面的倾斜角度范围为15°-45°。
13、较佳地,第一磨削面与中心轴线之间形成的夹角范围为85°-88°。
14、与现有技术相比,本实用新型所提供的砂轮对pcb钻针进行加工,设置的第二磨削面对第二边进行磨削,让第二边内收,从而减小边刀的宽度。
技术特征:1.一种pcb钻针,其特征在于:包括针柄和连接于针柄的针体,所述针体远离于针柄的一端设有钻尖结构,所述钻尖结构包括两呈对角布置的主切削刃,所述钻尖结构还包括两呈对角布置的副切削刃,两所述主切削刃之间连接横刃,所述横刃与中心线相交,所述主切削刃、中心线和横刃共同限定围出前刀面,所述副切削刃、中心线与横刃共同限定围出后刀面,所述针体设有沿所述针体的轴向螺旋延伸的主排屑槽和副排屑槽,所述针体还设有设于所述主排屑槽与副排屑槽之间并沿针体的轴向螺旋延伸的边刀,所述边刀与所述前刀面交接形成第一边,所述副排屑槽与前刀面和后刀面交接形成第二边,所述副排屑槽还与所述后刀面交接形成第三边,所述第二边连接于所述第一边与所述第三边,所述第二边与所述第三边连接处形成交接点,过所述交接点且与所述第三边相切的切线与所述第二边之间的夹角范围为15°-25°。
2.根据权利要求1所述的pcb钻针,其特征在于,所述第三边为圆弧边。
3.根据权利要求1所述的pcb钻针,其特征在于,所述第二边为直边或圆弧边。
4.根据权利要求1所述的pcb钻针,其特征在于,所述边刀的宽度为所述针体的横截面直径的2%-5%。
5.根据权利要求1所述的pcb钻针,其特征在于,所述副排屑槽的螺旋角与所述主排屑槽的螺旋角相等。
6.根据权利要求1所述的pcb钻针,其特征在于,所述副排屑槽的螺旋角范围为35°-45°。
7.一种砂轮,其特征在于,所述砂轮用于对如权利要求1-6任一项所述的pcb钻针进行加工,所述砂轮具有第一磨削面、第二磨削面、第三磨削面和避空斜面,所述第一磨削面与所述砂轮的中心轴线相交,所述第一磨削面用于磨削边刀,所述第三磨削面与所述砂轮的中心轴线平行,所述第三磨削面用于磨削副排屑槽所在的结构以控制副排屑槽的深度,所述第二磨削面分别连接于所述第一磨削面和所述第三磨削面,所述第二磨削面呈倾斜布置,所述第二磨削面与所述避空斜面朝不同的方向倾斜,所述第二磨削面用于磨削第二边以控制边刀的宽度。
8.根据权利要求7所述的砂轮,其特征在于,所述第二磨削面的倾斜角度范围为12°-25°。
9.根据权利要求7所述的砂轮,其特征在于,所述避空斜面的倾斜角度范围为15°-45°。
10.根据权利要求7所述的砂轮,其特征在于,所述第一磨削面与中心轴线之间形成的夹角范围为85°-88°。
技术总结本技术公开了一种PCB钻针和用于加工该PCB钻针的砂轮。本技术的PCB钻针包括针柄和连接于针柄的针体,针体远离于针柄的一端设有钻尖结构,钻尖结构包括两呈对角布置的主切削刃,钻尖结构还包括两呈对角布置的副切削刃,两主切削刃之间连接横刃,横刃与中心线相交,针体设有设于主排屑槽与副排屑槽之间并沿针体的轴向螺旋延伸的边刀,边刀与前刀面交接形成第一边,副排屑槽与前刀面和后刀面交接形成第二边,副排屑槽还与后刀面交接形成第三边,第二边连接于第一边与第三边,第二边与第三边连接处形成交接点,过交接点且与第三边相切的切线与第二边之间的夹角范围为15°‑25°。本技术的PCB钻针具有边刀宽度小的优点。技术研发人员:田国杰,王俊锋,王馨,李红晓,王崇,谭芒飞,张丽,邓文品受保护的技术使用者:南阳鼎泰高科有限公司技术研发日:20230727技术公布日:2024/6/2本文地址:https://www.jishuxx.com/zhuanli/20240617/49281.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表