一种基于“梳子”型器件定向钢纤维增强超高性能混凝土的成型装置及其使用方法
- 国知局
- 2024-07-10 18:02:32
本发明属于混凝土领域,具体涉及一种基于“梳子”型器件定向钢纤维增强超高性能混凝土的成型装置及其使用方法。
背景技术:
1、超高性能混凝土具有超高强度、韧性和致密度,以及优异的耐久性,被广泛应用于民用工程和军事工程等。钢纤维的存在可提高超高性能混凝土的抗裂性、抗拉强度、韧性和抗冲击性能等。然而钢纤维在基体内随机分布,仅有一小部分与拉应力方向相同的钢纤维发挥了增强作用。为提高钢纤维在拉应力方向的排列,有研究提出使用倾角为30°的溜槽从梁的一端浇注uhpc浆体,并让其流动。该浇筑方式会使浆体剪切流动,纤维取向随流动距离的增加而改善。然而,这种浇筑方法依赖于模板几何形状和浆体在模板中的流动距离。
技术实现思路
1、本发明是为了解决现有方法在浇筑过程中对模板几何形状和浆体流动距离的依赖的问题,提出一种基于“梳子”型器件定向钢纤维增强超高性能混凝土的成型装置及其使用方法。
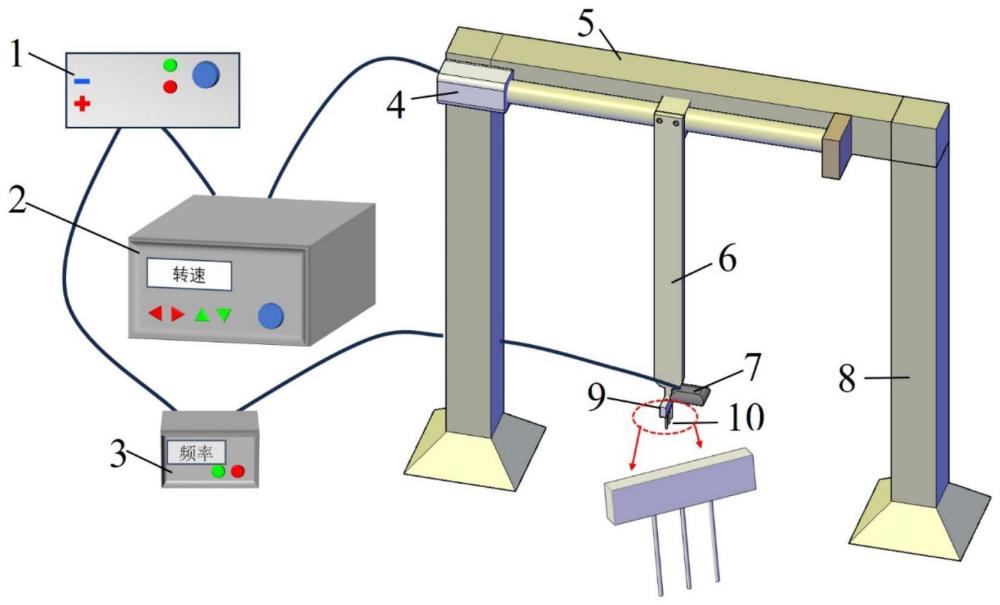
2、本发明的一种基于“梳子”型器件定向钢纤维增强超高性能混凝土的成型装置,所述的装置包括直流电源、第一控制器、第二控制器、电机、滑台、连接件、击震器、架子和“梳子”型器件;
3、所述“梳子”型器件是由不锈钢薄板与钢针焊接而成,并与连接件连接;所述击震器由第二控制器控制震动频率,并与“梳子”型器件紧贴;所述滑台起到支撑作用,连接件通过传动轴在电机带动下移动;所述第一控制器通过控制电机的正转、反转和转速,经传动轴控制连接件移动方向和速度,进而控制“梳子”型器件的移动方向和速度;所述电机与第一控制器相连;所述直流电源为第一控制第一控制器和第二控制器提供电力。
4、进一步地,所述的不锈钢薄板的底部焊接有多个钢针。
5、进一步地,所述击震器的振动频率为0.1-100hz。
6、进一步地,所述的不锈钢薄板的厚度为0.8-1mm。
7、进一步地,所述的钢针长度60mm、直径为1.4mm、针与针间距13-15mm。
8、进一步地,所述的钢针数量大于等于3。
9、进一步地,所述的“梳子”型器件移动方式为往返式,移动速度为0.1-20mm/s。
10、本发明的一种基于“梳子”型器件定向钢纤维增强超高性能混凝土的成型装置的使用方法,所述的方法如下:
11、将“梳子”型器件的钢针插入到混凝土拌合物中,打开第二控制器,调整击震器的振动频率,使得在钢针在击震器的振动作用下,振动,通过钢针使混凝土拌合物剪切变稀;打开第一控制器控制电机使“梳子”型器件移动,使得钢针调直超高性能混凝土拌合物中的钢纤维,得到定向钢纤维增强超高性能混凝土。
12、进一步地,所述的定向钢纤维增强超高性能混凝土的厚度为4-6mm。
13、进一步地,所述的“梳子”型器件往返式移动,移动速度为0.1-20mm/s。
14、进一步地,所述击震器的振动频率为0.1-100hz。
15、进一步地,所述“梳子”型器件的针间距为13-15mm。
16、本发明包含以下有益效果:
17、本发明利用“梳子”型器件中针的推力调直超高性能混凝土中的钢纤维,可以提高钢纤维的定向和分布效果以及增强增韧,适用于各种钢纤维增强水泥基材料。与磁场诱导钢纤维相比,不需要磁化钢纤维,操作简便;与流动诱导钢纤维相比,避免出口堵塞的风险。且该装置工作原理简单,可显著提高超高性能混凝土承受极限破坏荷载的能力,还能在满足工程需要的同时,减少纤维的使用量,降低生产成本。
技术特征:1.一种基于“梳子”型器件定向钢纤维增强超高性能混凝土的成型装置,其特征在于所述的装置包括直流电源(1)、第一控制器(2)、第二控制器(3)、电机(4)、滑台(5)、连接件(6)、击震器(7)、架子(8)和“梳子”型器件;
2.根据权利要求1所述的一种基于“梳子”型器件定向钢纤维增强超高性能混凝土的成型装置,其特征在于所述的不锈钢薄板(9)的底部焊接有多个钢针(10)。
3.根据权利要求1所述的一种基于“梳子”型器件定向钢纤维增强超高性能混凝土的成型装置,其特征在于所述击震器(7)的振动频率为0.1-100hz。
4.根据权利要求1所述的一种基于“梳子”型器件定向钢纤维增强超高性能混凝土的成型装置,其特征在于所述的不锈钢薄板(9)的厚度为0.8-1mm。
5.根据权利要求1所述的一种基于“梳子”型器件定向钢纤维增强超高性能混凝土的成型装置,其特征在于所述的钢针(10)长度60mm、直径为1.4mm、针与针间距13-15mm。
6.根据权利要求1所述的一种基于“梳子”型器件定向钢纤维增强超高性能混凝土的成型装置,其特征在于所述的“梳子”型器件移动方式为往返式,移动速度为0.1-20mm/s。
7.如权利要求1所述的一种基于“梳子”型器件定向钢纤维增强超高性能混凝土的成型装置的使用方法,其特征在于所述的方法如下:
8.根据权利要求7所述的一种基于“梳子”型器件定向钢纤维增强超高性能混凝土的成型装置的使用方法,其特征在于所述的定向钢纤维增强超高性能混凝土的厚度为4-6mm。
9.根据权利要求7所述的一种基于“梳子”型器件定向钢纤维增强超高性能混凝土的成型装置的使用方法,其特征在于所述的“梳子”型器件往返式移动,移动速度为0.1-20mm/s。
10.根据权利要求7所述的一种基于“梳子”型器件定向钢纤维增强超高性能混凝土的成型装置的使用方法,其特征在于所述击震器(7)的振动频率为0.1-100hz。
技术总结一种基于“梳子”型器件定向钢纤维增强超高性能混凝土的成型装置及其使用方法,本发明涉及一种定向钢纤维增强超高性能混凝土的成型装置及其使用方法。本发明拟解决现有浇筑方法在定向过程中对模板几何形状和浆体在模板中的流动距离依赖的问题。一种基于“梳子”型器件定向钢纤维增强超高性能混凝土的成型装置由直流电源、第一控制器、第二控制器、电机、滑台、连接件、击震器、架子和“梳子”型器件组成。本发明利用“梳子”型器件中钢针的推力对混凝土中的钢纤维进行调直,可以在满足工程需要的同时,降低钢纤维的使用量和生产成本,具有很大的应用前景。且本发明适用于各种超高性能混凝土的成型。技术研发人员:钟晶,阮文强受保护的技术使用者:哈尔滨工业大学技术研发日:技术公布日:2024/6/5本文地址:https://www.jishuxx.com/zhuanli/20240615/65981.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表