切磨一体机的制作方法
- 国知局
- 2024-07-10 18:02:42
本技术涉及对如硅棒等硬脆材料工件的加工设备,具体提供一种切磨一体机。
背景技术:
1、对硬脆材料的工件(以硅棒为例)进行加工的设备通常包括截断机、开方机、磨床和切片机,其中,截断机主要用于将较长的硅棒切为长度较短的硅棒(如通常为横截面为圆形的硅棒,简称圆棒),开方机主要用于通过如线切割等方式将圆棒切为横截面为矩形(如正方形)的硅棒(简称方棒,如该阶段的方棒未经过磨削加工,通常可以称作毛棒),磨床主要用于通过磨削作业使得毛棒的表面精度达标(如该阶段的方棒经磨削加工之后,表面精度达标,通常可以称作成品棒),切片机主要用于将成品棒通过如多线切割(线网切割)的方式获得待用的薄硅片。
2、其中,伴随着相关行业(如光伏行业)的发展,除了前述的方棒,还出现了对应于半棒的硅片产品的需求。如半棒通常是在方棒或者成品方棒的基础上通过沿其长度方向进行中剖操作得到的。与前述的方棒类似,在进行中剖之后,在对半棒进行多线切割作业之前也需要针对半棒进行相应的磨削作业。不过,目前针对方棒-半棒-硅片的设备通常在一定程度上存在如需要多台设备、环节之前的衔接程度有待改善、加工效率低等问题。具体而言,如存在的问题包括但不限于:在对中剖作业后的硅棒进行倒角磨削作业时,磨削效率较低,且与中剖作业之间的衔接性尚存一定的提升空间。因此,本领域技术人员需要一种新的方案来获得对应于半棒的硅片。
技术实现思路
1、为了至少一定程度地解决上述技术问题,提出本实用新型。具体而言,如何优化能够获得半棒的设备,是本实用新型要解决的技术问题。如优化的方面可以包括但不限于提高倒角磨削效率、提升不同功能环节的衔接性等。
2、有鉴于此,本实用新型提供了一种切磨一体机,该切磨一体机包括:剖切组件,其能够对待加工件进行剖切作业从而产生两个工件;以及磨削组件,其能够对待加工件或者经所述剖切组件剖切作业后的待加工件进行磨削作业;所述磨削组件包括:两套倒角磨削组件,至少一套所述倒角磨削组件包括两个倒角磨削组件,所述两个倒角磨削组件至少能够对对应于剖切作业产生的两个工件中的其中一个的剖切面的两个棱边进行磨削作业。
3、通过这样的构成,能够谋求通过切磨一体机实现针对待加工件的剖切和磨削作业。并且,通过磨削组件与剖切作业的配合提高了切磨一体机的作业效率,如可以通过两套倒角磨削组件对中剖产生的两个工件进行倒角加工,提高了切磨一体机的作业效率。
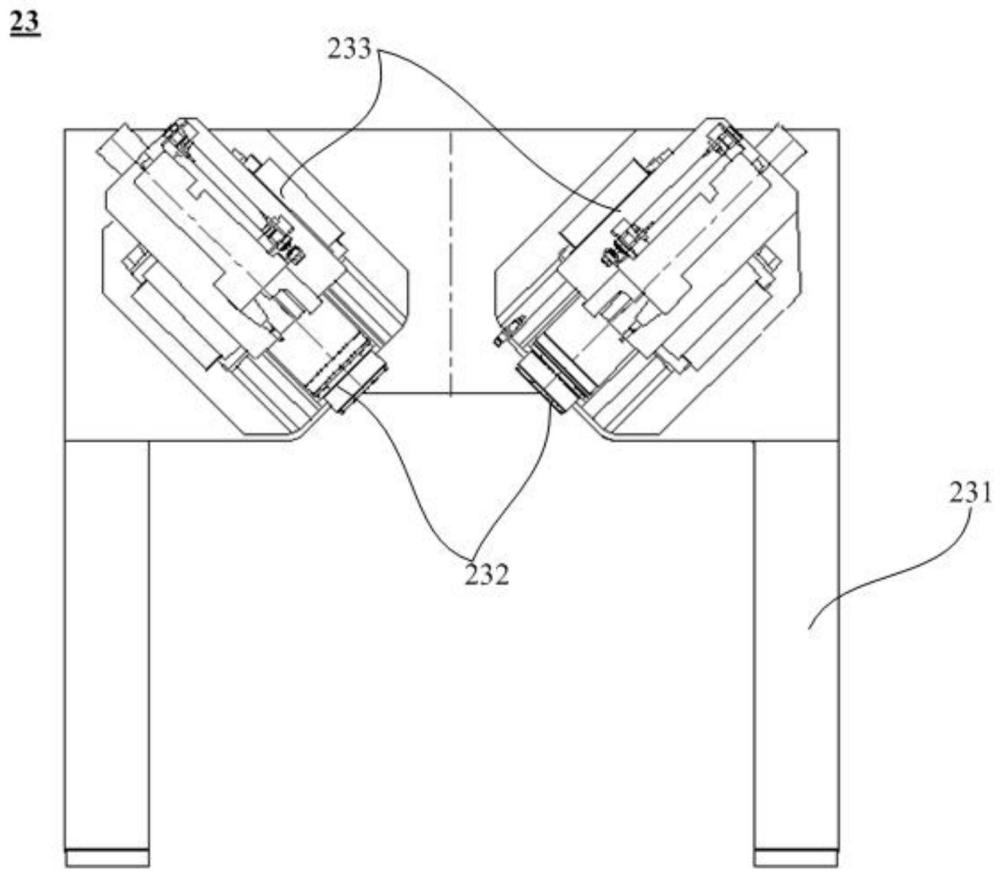
4、对于上述切磨一体机,在一种可能的实施方式中,所述倒角磨削组件包括倒角磨削基体,同一套所述倒角磨削组件的两个倒角磨削组件均设置于所述倒角磨削基体面向所述工件的侧部。
5、对于上述切磨一体机,在一种可能的实施方式中,所述倒角磨削组件包括倒角磨削磨头组件、倒角磨削进给组件以及倒角磨削导向组件,所述倒角磨削磨头组件能够借助于所述倒角磨削进给组件沿所述倒角磨削导向组件以倾斜运动的方式靠近工件。
6、通过这样的构成,给出了倒角磨削磨头组件的进给方式。
7、对于上述切磨一体机,在一种可能的实施方式中,所述两个倒角磨削组件的运动方向与水平面之间的夹角相同;并且/或者所述两个倒角磨削组件的运动方向彼此垂直;并且/或者所述两个倒角磨削组件对称设置于所述倒角磨削基体。
8、通过这样的构成,给出了倒角磨削组件的具体进给方式。
9、对于上述切磨一体机,在一种可能的实施方式中,所述磨削组件包括:平面磨削组件,其至少能够对对应于剖切作业产生的剖切面进行磨削作业。
10、对于上述切磨一体机,在一种可能的实施方式中,所述平面磨削组件包括粗磨砂轮以及精磨砂轮,所述粗磨砂轮和所述精磨砂轮集成设置于同一工位,所述平面磨削组件沿待加工件的长度方向位于所述倒角磨削组件和待加工件之间。
11、通过这样的构成,给出了平面磨削组件和倒角磨削组件构成磨削组件的可能的布置方式。
12、对于上述切磨一体机,在一种可能的实施方式中,所述平面磨削组件包括复合轴组件,所述复合轴组件包括:第一传动轴,其为筒状结构,所述筒状结构与所述粗磨砂轮和所述精磨砂轮中的其中之一连接;以及第二传动轴,其以可伸缩的方式设置于所述筒状结构内,所述第二传动轴与所述粗磨砂轮和所述精磨砂轮中的另一个连接。
13、通过这样的构成,给出了粗磨砂轮和精磨砂轮的一种可能的集成方式,
14、对于上述切磨一体机,在一种可能的实施方式中,所述平面磨削组件包括复合轴传动组件,所述第二传动轴借助于所述复合轴传动组件以可伸缩的方式设置于所述筒状结构内。
15、通过这样的构成,给出了伸缩运动的可能的实现方式。
16、对于上述切磨一体机,在一种可能的实施方式中,所述磨削组件包括:倒角磨削组件,其至少能够对对应于剖切作业产生的剖切面的两个棱边进行磨削作业。
17、对于上述切磨一体机,在一种可能的实施方式中,所述磨削组件包括台面组件,所述台面组件包括:台面部分;以及台面驱动部件,其能够驱动所述台面部分沿待加工件的长度方向运动,从而使得所述平面磨削组件和/或所述倒角磨削组件对放置于所述台面部分的待加工件进行磨削作业。
18、通过这样的构成,给出了台面组件的一种可能的结构形式。
19、对于上述切磨一体机,在一种可能的实施方式中,所述切磨一体机包括:上下料组件,其包括:上料组件,其能够将待加工件送达对应于所述剖切组件和/或所述磨削组件的位置;下料组件,能够将经剖切作业和/或磨削作业的待加工件移出所述切磨一体机;其中,对应于所述上料组件的上料路径和对应于所述下料组件的下料路径之间彼此平行和/或方向相反。
20、在将上料路径和下料路径以彼此平行且方向相反的方式设置的情形下,能够使得剖切作业/磨削作业与上料作业之间的衔接关系以及使得剖切作业/磨削作业与下料作业之间的衔接关系之间尽可能地产生较少的干涉,并因此有望使得切磨一体机的结构更为紧凑。
21、可以理解的是,上料组件可以是将待加工件直接送达对应于剖切组件和/或磨削组件的位置可以是间接送达。(同理,下料组件可以是将待加工件从对应于剖切组件和/或磨削组件的位置直接或者间接地移出切磨一体机剖切组件和/或磨削组件的位置。示例性地,以上料组件为例,上料组件将待加工件送达一个中间位置之后,引入一个中间部件(如机械手等),中间部件将待加工件从中间位置送达对应于剖切组件和/或磨削组件的位置。
22、对于上述切磨一体机,在一种可能的实施方式中,所述切磨一体机包括中转机构,所述上料组件能够经所述中转机构将待加工件送达对应于所述剖切组件和/或所述磨削组件的位置;并且/或者所述下料组件能够经与所述中转机构的协作将经剖切作业和/或磨削作业的待加工件移出所述切磨一体机。
23、通过这样的构成,能够谋求将待加工件可靠地送入/移出切磨一体机。
24、可以理解的是,本领域技术人员可以根据实际需求确定中转机构的结构形式、运动方式以及基于此形成的中转路径等。示例性地,中转机构包括可多维自由运动的机械手等,中转路径可以是直线、曲线、折线等。
25、对于上述切磨一体机,在一种可能的实施方式中,所述剖切组件包括:载料台组件;切割机头组件,其能够对放置于所述载料台组件上的待加工件进行剖切作业。
26、通过这样的构成,给出了中剖组件的一种可能的结构形式。
27、对于上述切磨一体机,在一种可能的实施方式中,所述载料台组件包括载料台基体,所述载料台基体包括第一载料台基体和第二载料台基体,所述第一载料台基体和第二载料台基体之间具有间隙,以便:通过切割机头组件的切割线以沿间隙移动的方式对待加工件进行剖切作业。
28、通过这样的构成,给出剖切作业的一种可能的实现方式。
29、对于上述切磨一体机,在一种可能的实施方式中,所述载料台组件包括载料台基准台,待加工件的侧部能够抵接至所述载料台基准台,其中,所述载料台基准台配置有调节机构,所述载料台基准台能够借助于所述调节机构沿待加工件的宽度方向靠近/远离所述间隙。
30、通过这样的构成,能够谋求保证待加工件的位置可靠性并兼容不同规格的待加工件。如调节机构可以是实现伸缩运动的任意合理的结构。
31、对于上述切磨一体机,在一种可能的实施方式中,所述切割机头组件包括切割机头基体,所述切割机头基体设置有切割轮组件、张力轮组件以及环绕于二者之间的、能够对待加工件进行剖切作业的环形切割线。
32、通过这样的构成,给出了切割机头组件的一种可能的结构形式,如与多导轮的结构相比,简化了切割机头组件的结构。
33、对于上述切磨一体机,在一种可能的实施方式中,所述切割机头组件包括切割机头调整组件,所述切割机头基体能够借助于所述切割机头调整组件沿待加工件的宽度方向靠近/远离所述间隙。
34、通过这样的构成,能够谋求保证剖切作业的可靠性。如与前述的调节机构类似,切割机头调整组件可以是实现伸缩运动的任意合理的结构。
35、对于上述切磨一体机,在一种可能的实施方式中,所述剖切组件包括剖切进给组件,所述切割机头组件借助于所述剖切进给组件以沿所述间隙运动的方式对待加工件进行剖切作业。
36、通过这样的构成,给出了剖切组件的一种可能的结构形式。
37、对于上述切磨一体机,在一种可能的实施方式中,所述剖切组件为能够对待加工件进行中剖作业的中剖组件。
38、通过这样的构成,给出了切磨一体机的剖切组件的一种具体的剖切形式。
39、如对于本实用新型的切磨一体机而言,在基于上述方案的优选实施例中,切磨一体机能够具备如下技术效果的至少一部分:
40、1.本实用新型的切磨一体机可兼容多种规格的待加工件的剖切及磨削过程,设备结构紧凑,并且能够实现自动上下料作业。
41、2.本实用新型的切磨一体机剖切工位与磨削工位采用相对独立的加工方式,可同时进行中剖和磨削操作,节省节拍。
42、3.本设备剖切工位采用竖直加工以及横向可调的方式,可降低不同尺寸规格硅棒重量产生的切割误差,剖切精度较高。
43、4.本设置设计双磨削工位,双工位独立控制磨削,节省节拍;且不受剖切误差影响,磨削精度较高;本设备倒角磨削独立控制,可降低磨削误差。
本文地址:https://www.jishuxx.com/zhuanli/20240615/65998.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表