一种Y型分叉管柱及其加工方法与流程
- 国知局
- 2024-07-10 18:26:47
本发明涉及钢结构竖向结构节点设计、复杂钢结构节点领域,具体的说是一种y型分叉管柱及其加工方法。
背景技术:
1、目前随着钢结构的快速发展,对建筑立面造型要求越来越高,钢结构分叉柱可以贴合建筑表面做成多种形式,同时得益于分叉柱优秀的竖向空间扩展能力,有效的提高了空间的利用率,被越来越多应用到大型公共建筑中。
2、现有分叉柱连接节点主要采用以下两种形式:
3、1、采用两管相贯或设置插板,两管与插板焊接来实现柱截面的分叉转换,采用相贯焊缝的形式连接,受制于连接形式,节点传力路径不明确造成柱截面选择过大导致资源浪费,同时节点受力主要依靠焊缝连接,当节点受力较大,相贯焊缝长度较长时,对焊缝质量要求高。
4、2、采用铸钢件方案解决柱分叉位置异形件制作问题,在柱截面及板厚较小时,铸钢件经济效益高,但当节点受力较大时,考虑铸钢件力学性能较差,铸钢板厚常按设计值2倍取值,造价高昂,同时较传统钢板制作时间翻倍,经济效益差,有时难以满足现场工期。
技术实现思路
1、本发明旨在克服现有技术的缺陷,提供一种y型分叉管柱及其加工方法,解决节点连接工艺差、节点传力路径不明确、制作成本高的问题。
2、为了解决上述技术问题,本发明是这样实现的:
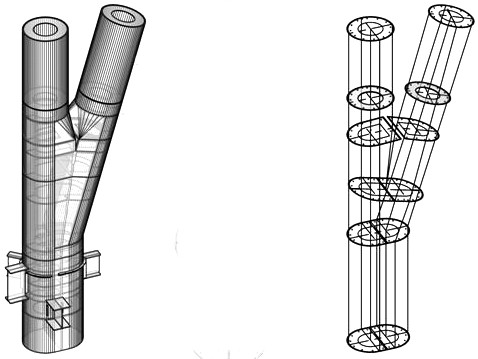
3、一种y型分叉管柱,其特征在于:其整体为y型,从下至上依次包括下部椭圆柱、分叉扩大过渡段、一柱分两柱节点、天圆地方转换节点及上部标准圆管柱;由下至上经过上述不同截面变换,从底部的椭圆柱分为两个标准圆管柱。
4、所述的一种y型分叉管柱,其特征在于:y型分叉管柱由钢板拼接而成,各个截面两个标准圆管柱的圆心与椭圆柱的两个焦点始终重合,上部两个圆管柱的荷载清晰得传递至下部椭圆柱。
5、所述的一种y型分叉管柱,其特征在于:所述的分叉扩大过渡段,它是柱分叉的起点,整体由管柱壁板及内部加劲支撑组成,内部加劲支撑包括竖向隔板、设于竖向隔板两侧的环向劲板以及连接环形劲板的竖向劲板;分叉扩大过渡段的底部转角处还设有内环板额外加劲板。
6、所述的一种y型分叉管柱,其特征在于:所述的一柱分两柱节点,截面由椭圆形截面转换为两个马鞍形截面,包括位于中间分隔的y型钢板焊接件、设于y型钢板焊接件两侧的环形加劲板以及设于环形加劲板外部的柱壁板。
7、所述的一种y型分叉管柱,其特征在于:所述的y型钢钢板焊接件由4块钢板焊接而成,其中第一钢板p1有两块,组成y型,第一钢板p1与第三钢板p3板厚相同,第二钢板p2的板厚为第一钢板p1的两倍,第一钢板p1与第二钢板p2、第三钢板p3与第二钢板p2采用等强焊接连接,第三钢板p3与下部分叉扩大过渡段竖向隔板等强焊接连接。
8、所述的一种y型分叉管柱,其特征在于:所述的天圆地方转换节点,截面由马鞍形截面转换为标准圆形截面,节点下部由一半天圆地方板和半圆壁板完成柱截面的转换,上部为整圆壁板,内部设置环向加劲板及竖向加劲板稳定节点。
9、所述的一种y型分叉管柱,其特征在于:所述的天圆地方板由两块弧板及三块平板等强焊接而成。
10、所述的一种y型分叉管柱的加工方法,其特征在于它包括如下步骤:
11、一、制作分叉管柱拼装胎架,根据圆管柱外径的直径r下料半圆样板,样板厚度宜取管柱壁厚的0.5倍且不小于14mm,宽度不小于200mm,半圆样板加工误差控制在1mm内,管柱拼装胎架由两端的横梁、竖向立杆、半圆样板及连接系杆组成,胎架各部件间采用焊接连接,根据管柱长度来调整半圆样板的数量,注意样板设置位置错开管柱横向对接焊缝;
12、二、制作一柱分两柱及天圆地方转换节点,组合节点分为a、b两大部分分开预制,再整体组装焊接,便于控制整体尺寸:
13、a部分制作:
14、步骤a:地面制作异形h型钢柱;
15、步骤b:等强焊接分叉点上部柱壁板;
16、步骤c:装配环板及竖向加劲板;
17、步骤d:卷制半圆板并放置在标准拼装胎架上检验并调整其圆度及尺寸;
18、步骤e:半圆板检验完成后与h型钢柱装配;
19、步骤f:装配完成后放置在胎架上,焊接内部加劲板并校验尺寸;
20、步骤g:装配天圆地方半圆管、圆管及节点内环板;
21、步骤h:装配一半天圆地方板;
22、步骤i:装配分叉柱另一半的内环板,为总装提供支撑点,a部分制作完成;
23、b部分制作:
24、步骤j:按照a部分相同步骤完成半圆管、圆管及节点内环板装配;
25、步骤k:装配一半天圆地方板,b部分制作完成,完成装配位置的定位焊接;
26、步骤l:在拼装胎架上完成a、b部分组装,校验尺寸无误后,完成连接焊缝焊接;
27、三、制作分叉扩大过渡段加工流程如下:
28、步骤m:地面制作异形h型钢柱;
29、步骤n:卷制半圆板并放置在标准胎架上检验并调整其圆度及尺寸;
30、步骤o:装配管柱内部内环板及竖向加劲板;
31、步骤p:装配h型钢柱;
32、步骤q:装配另一半管柱内环板及竖向加劲板;
33、步骤r:卷制另一半半圆板、尺寸校验完成后装配,整体装配完成校核完成后完成焊缝焊接,分叉扩大过渡段制作完成;
34、四、上部标准圆管柱及下部椭圆柱可依靠标准胎架按照类似步骤制作,各分段制作完成后,在加工厂内将各部分进行预拼装,检查总体长度、分叉点位置、斜柱角度及分叉后两柱间距等整体尺寸参数,检验合格后喷涂防腐油漆,完成分叉柱制作。
35、本发明的有益效果是:通过上述技术方案可以看出,本申请提供一种y型分叉管柱及其加工方法,本发明专利较常规相贯管柱分叉节点,此方式节点传力路径清晰,根据调整管柱截面及板厚可承担不同程度的荷载,同时此节点利用钢板进行组装焊接,避免了铸钢工艺的使用,减少节点制作费用及加工周期,可节省工程造价并加快项目工期,加工采用分块预制、整体分段焊接、安装前预拼装的方法,采用标准拼装胎架校验复核尺寸,保证y型分叉柱整体加工精度。
技术特征:1.一种y型分叉管柱,其特征在于:其整体为y型,从下至上依次包括下部椭圆柱、分叉扩大过渡段、一柱分两柱节点、天圆地方转换节点及上部标准圆管柱;由下至上经过上述不同截面变换,从底部的椭圆柱分为两个标准圆管柱。
2.根据权利要求1所述的一种y型分叉管柱,其特征在于:y型分叉管柱由钢板拼接而成,各个截面两个标准圆管柱的圆心与椭圆柱的两个焦点始终重合,上部两个圆管柱的荷载清晰得传递至下部椭圆柱。
3.根据权利要求1所述的一种y型分叉管柱,其特征在于:所述的分叉扩大过渡段,它是柱分叉的起点,整体由管柱壁板及内部加劲支撑组成,内部加劲支撑包括竖向隔板、设于竖向隔板两侧的环向劲板以及连接环形劲板的竖向劲板;分叉扩大过渡段的底部转角处还设有内环板额外加劲板。
4.根据权利要求1所述的一种y型分叉管柱,其特征在于:所述的一柱分两柱节点,截面由椭圆形截面转换为两个马鞍形截面,包括位于中间分隔的y型钢板焊接件、设于y型钢板焊接件两侧的环形加劲板以及设于环形加劲板外部的柱壁板。
5.根据权利要求4所述的一种y型分叉管柱,其特征在于:所述的y型钢钢板焊接件由4块钢板焊接而成,其中第一钢板p1有两块,组成y型,第一钢板p1与第三钢板p3板厚相同,第二钢板p2的板厚为第一钢板p1的两倍,第一钢板p1与第二钢板p2、第三钢板p3与第二钢板p2采用等强焊接连接,第三钢板p3与下部分叉扩大过渡段竖向隔板等强焊接连接。
6.根据权利要求1所述的一种y型分叉管柱,其特征在于:所述的天圆地方转换节点,截面由马鞍形截面转换为标准圆形截面,节点下部由一半天圆地方板和半圆壁板完成柱截面的转换,上部为整圆壁板,内部设置环向加劲板及竖向加劲板稳定节点。
7.根据权利要求6所述的一种y型分叉管柱,其特征在于:所述的天圆地方板由两块弧板及三块平板等强焊接而成。
8.根据权利要求1所述的一种y型分叉管柱的加工方法,其特征在于它包括如下步骤:
技术总结本发明涉及一种Y型分叉管柱,其整体为Y型,从下至上依次包括下部椭圆柱、分叉扩大过渡段、一柱分两柱节点、天圆地方转换节点及上部标准圆管柱;由下至上经过上述不同截面变换,从底部的椭圆柱分为两个标准圆管柱。本发明节点传力路径清晰,采用钢板制作,造价成本低,并提供其制作方法保证实施。技术研发人员:李文强,许克,周鑫,蒋国明受保护的技术使用者:中冶(上海)钢结构科技有限公司技术研发日:技术公布日:2024/6/13本文地址:https://www.jishuxx.com/zhuanli/20240615/68493.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。