一种卷曲玄武岩纤维复合材料及其制备方法和应用
- 国知局
- 2024-07-11 14:44:42
本发明涉及汽车内饰及外饰材料,尤其涉及一种卷曲玄武岩纤维复合材料及其制备方法和应用。
背景技术:
1、玄武岩纤维复合热压板材具有低气味、环保、阻燃性能优异的特点,目前在汽车领域中可作为汽车内饰及外饰产品的材料,从而替代传统的注塑件及麻纤维复合材料。由于玄武岩纤维复合热压板材具有优异的环保和阻燃性能,有望应用到其他交通工具中。
2、玄武岩纤维是一种脆性材料,其理论抗拉强度范围为3000mpa~4840 mpa,弹性模量为90gpa~110 gpa,断裂伸长率为3.2%左右。不过,目前市场上玄武岩纤维的抗拉强度普遍在2000mpa~2500 mpa,明显低于其理论抗拉强度。而市场上的玄武岩纤维复合热压板材的拉伸强度仅为8mpa~30 mpa,断裂伸长率为8~10%,其拉伸强度和断裂伸长率较低。因此,目前玄武岩纤维复合热压板材仅能用于拉伸变形量小的制件。
3、为了提高玄武岩纤维复合热压板的力学性能,有必要对现有的产品进行改进,从而提升复合材料的拉伸强度和断裂伸长率,以适应大拉伸变形的工艺过程,进一步拓宽其应用场景。
技术实现思路
1、本发明针对现有玄武岩纤维复合热压板材拉伸强度和断裂伸长率较低问题,提出一种卷曲玄武岩纤维复合材料及其制备方法和应用。
2、为了实现上述目的,本发明的技术方案如下。
3、第一方面,本发明提出一种卷曲玄武岩纤维复合材料,包括以下重量份的原料:具有曲率的玄武岩纤维50~70份和聚丙烯纤维30~50份;所述具有曲率的玄武岩纤维的曲率半径范围为4~6mm,所述具有曲率的玄武岩纤维的长度为40~60mm,所述聚丙烯纤维的长度为50mm;所述具有曲率的玄武岩纤维和聚丙烯纤维过开松混合,针刺成毡,以热压成板的方式制备成纤维复合材料。
4、进一步地,所述具有曲率的玄武岩纤维的制备方法包括以下步骤:
5、步骤一:玄武岩成丝后通过重力作用下落到圆柱形定型装置中,通过圆柱形定型装置内部中心柱的水平圆周运动,玄武岩纤维丝缠绕于中心柱上,并通过中心柱对玄武岩纤维丝进行加热;
6、步骤二:取出中心柱及玄武岩纤维丝,冷却得到具有曲率的玄武岩纤维丝;
7、步骤三:将冷却后的具有曲率的玄武岩纤维丝按所述长度切割,得到具有曲率的玄武岩纤维。
8、进一步地,所述中心柱的温度为250~350℃。
9、进一步地,所述中心柱的水平圆周运动的转速为25rpm,运动半径为3mm。
10、进一步地,所述中心柱为金属管,内径为2mm,外径为4~6mm。
11、进一步地,热压机的压力为10 mpa,热压温度为100℃~180℃,热压时间为35~60分钟。
12、第二方面,本发明提供了上述的卷曲玄武岩纤维复合材料的制备方法,包括以下步骤:
13、步骤一:玄武岩成丝后通过重力作用下落到圆柱形定型装置中,通过圆柱形定型装置内部中心柱的水平圆周运动,玄武岩纤维丝缠绕于中心柱上,并通过中心柱对玄武岩纤维丝进行加热;
14、步骤二:取出中心柱及玄武岩纤维丝,冷却得到具有曲率的玄武岩纤维丝;
15、步骤三:将冷却后的具有曲率的玄武岩纤维丝按所述长度切割,得到具有曲率的玄武岩纤维;
16、步骤四:将具有曲率的玄武岩纤维和聚丙烯纤维过开松混合,针刺成毡,以热压成板的方式制备成纤维复合材料;热压机的压力为10 mpa,热压温度为100℃~180℃,热压时间为35~60分钟。
17、第三方面,本发明提供了上述的卷曲玄武岩纤维复合材料在建筑材料中的应用。
18、第四方面,本发明提供了上述的卷曲玄武岩纤维复合材料在汽车内饰或外饰材料中的应用。
19、第五方面,本发明提供了上述的卷曲玄武岩纤维复合材料在航空航天材料中的应用。
20、与现有技术相比,本发明的技术效果:
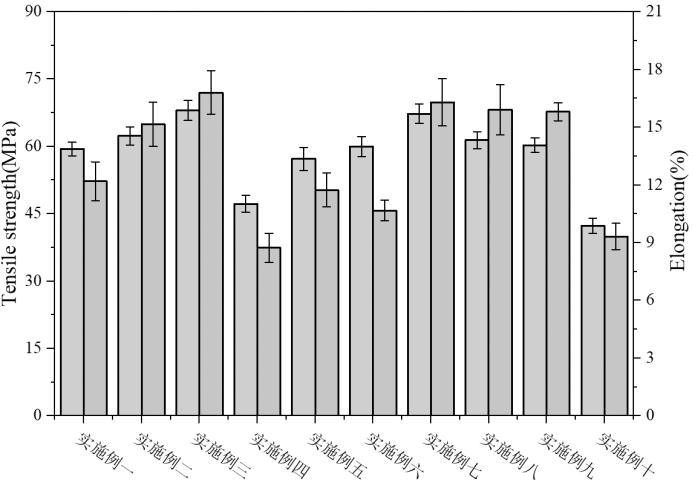
21、本发明提出的卷曲玄武岩纤维复合材料及其制备方法,通过在玄武岩纤维拉丝过程中增加旋转高温棒(中心柱)对玄武岩丝进行卷曲,制备具有一定曲率的玄武岩纤维,从而避免了玄武岩纤维高刚度对复合材料韧性的影响,解决了纤维复合材料在大拉伸变形过程中纤维抗拉伸强度不够及局部断裂的问题。并通过实验证明曲率半径在4-6mm范围内的玄武岩短切纤维复合材料比直纤维复合材料具有更高的拉伸强度和断裂伸长率,适合制备具有大拉伸变形量的制件。同时,玄武岩纤维复合材料还具有优异的环保和阻燃性能,除可应用在汽车内饰或外饰材料外,还可应用在建筑材料以及航空航天材料中,拓宽了玄武岩纤维复合材料的适用范围,具有十分广阔的应用前景。
技术特征:1.一种卷曲玄武岩纤维复合材料,其特征在于,包括以下重量份的原料:具有曲率的玄武岩纤维50~70份和聚丙烯纤维30~50份;所述具有曲率的玄武岩纤维的曲率半径范围为4~6mm,所述具有曲率的玄武岩纤维的长度为40~60mm,所述聚丙烯纤维的长度为50mm;所述具有曲率的玄武岩纤维和聚丙烯纤维过开松混合,针刺成毡,以热压成板的方式制备成纤维复合材料。
2.根据权利要求1所述的卷曲玄武岩纤维复合材料,其特征在于,所述具有曲率的玄武岩纤维的制备方法包括以下步骤:
3.根据权利要求2所述的卷曲玄武岩纤维复合材料,其特征在于,所述中心柱的温度为250~350℃。
4.根据权利要求2所述的卷曲玄武岩纤维复合材料,其特征在于,所述中心柱的水平圆周运动的转速为25rpm,运动半径为3mm。
5.根据权利要求2所述的卷曲玄武岩纤维复合材料,其特征在于,所述中心柱为金属管,内径为2mm,外径为4~6mm。
6.根据权利要求1所述的卷曲玄武岩纤维复合材料,其特征在于,热压机的压力为10mpa,热压温度为100℃~180℃,热压时间为35~60分钟。
7.根据权利要求1所述的卷曲玄武岩纤维复合材料的制备方法,其特征在于,包括以下步骤:
8.根据权利要求1所述的卷曲玄武岩纤维复合材料在建筑材料中的应用。
9.根据权利要求1所述的卷曲玄武岩纤维复合材料在汽车内饰或外饰材料中的应用。
10.根据权利要求1所述的卷曲玄武岩纤维复合材料在航空航天材料中的应用。
技术总结本发明公开了一种卷曲玄武岩纤维复合材料及其制备方法和应用,属于汽车内饰及外饰材料领域。本发明通过在玄武岩纤维拉丝过程中增加旋转高温棒对玄武岩丝进行卷曲,制备具有一定曲率的玄武岩纤维,从而避免了玄武岩纤维高刚度对复合材料韧性的影响,解决了纤维复合材料在大拉伸变形过程中纤维抗拉伸强度不够及局部断裂的问题,具有更高的拉伸强度和断裂伸长率,适合制备具有大拉伸变形量的制件。同时,玄武岩纤维复合材料还具有优异的环保和阻燃性能,除可应用在汽车内饰或外饰材料外,还可应用在建筑材料以及航空航天材料中,拓宽了玄武岩纤维复合材料的适用范围,具有十分广阔的应用前景。技术研发人员:李全明,窦艳丽受保护的技术使用者:吉林大学技术研发日:技术公布日:2024/5/19本文地址:https://www.jishuxx.com/zhuanli/20240615/70282.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表