一种澳皮棉面料及其生产方法与流程
- 国知局
- 2024-07-11 14:56:10
本发明涉及纺织,具体涉及一种澳皮棉面料及其生产方法。
背景技术:
1、澳大利亚棉花纤维品质大体是长度28-30mm,强度30-32,马克隆值为3.7-4.5,洁白,成熟度好,机采棉,三丝少。澳棉品级比较高,除了美棉sjv,ca外,澳棉最好,主要是2级,一般sm以上占40%,m~m+占50%,slm~slm+占9%,slm以下占1%。
2、皮马棉的长度长,棉花长度长达40cm,比普通棉花长35%左右,使得成品面料表面的纤维末端少,拥有极高的柔韧度和极强的光泽度2,韧性比一般棉花高出45%左右,纤维活性优于其他棉花,色牢度高。
3、调温纤维是一种能够根据环境温度自动调节内部温度的智能纤维,采用pcm材料封装在聚合物微胶囊中,可以用于制作各种服装、床品、家纺等产品,提高舒适度和智能化水平。
4、如何将澳棉、皮马棉、调温纤维进行混纺制成织物,织成的面料质地柔软舒适,透气吸湿,具有较好的耐久性和抗皱性,具备温度调节功能的面料是现有技术需要解决的问题;而且在织造过程中混纺纱易形成小辫子,吸湿性较弱,与淀粉无亲合力,难以上浆,且相互摩擦产生静电使纱线毛羽增多,形成开口不清及小棉球且在坯布上形成染色不匀,影响布机效率和质量,故整经、浆纱、织造难度较大,因此亟需一种解决上述缺陷的新工艺。
技术实现思路
1、本发明的目的在于克服上述技术不足,提供一种澳皮棉面料及其生产方法,解决现有技术中如何得到具有较好的耐久性和抗皱性的织物的技术问题。
2、为达到上述技术目的,本发明的技术方案提供一种澳皮棉面料,经纱和纬纱均是澳棉、皮马棉和调温纤维的混纺纱线;所述混纺纱线中澳棉、皮马棉和调温纤维的混纺质量为(50-55):(25-30):(15-20)。
3、在一些实施例中,经密为717.5-720根/10cm,纬密为460.5-465根/10cm。
4、在一些实施例中,所述混纺纱线的号数为9.5-9.8tex。
5、在一些实施例中,织物的幅宽为317.5~319.5cm。
6、此外,本发明还提出一种上述澳皮棉面料的生产方法,包括依次通过整经工序、浆纱工序、穿筘工序和织造工序制得;在所述织造工序中,以混纺纱线作为经纱和纬纱并线进行织造;车速520-530r/min,后梁设置为no4.-(40),停经架设置为no.2-5-30,综平时间为280-290度,布面张力为2300-2400n,综框高度从第1页到第7页分别为110mm、110mm、108mm、105mm、105mm、112mm、112mm,开口从第1页到第7页分别为75mm、60mm、65mm、50mm、105mm、80mm、70mm。
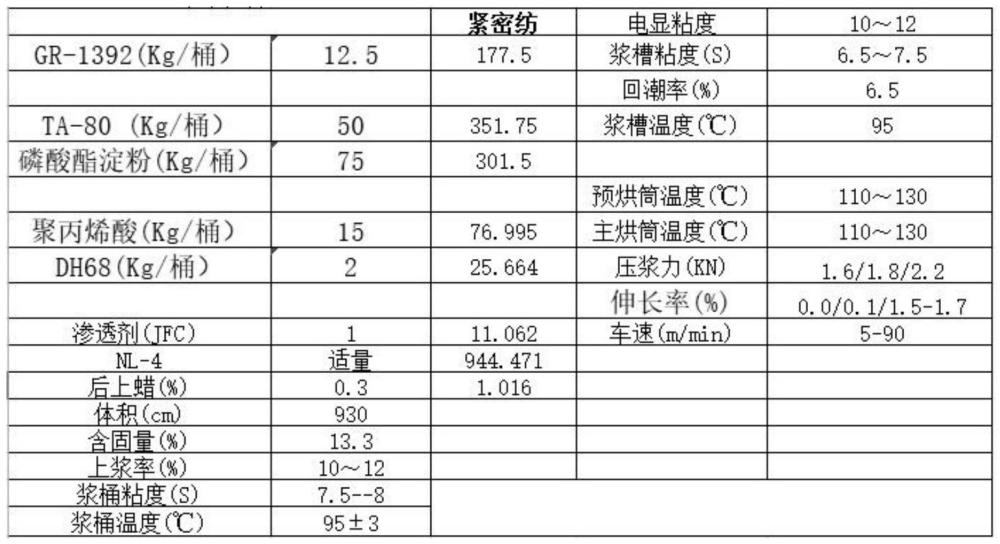
7、在一些实施例中,在浆纱工序中,使用浆纱设备进行浆纱处理,浆桶温度为92-98℃,上浆率为10~12%,浆槽粘度为6.5~7.5s,浆桶粘度为7.5~8s,回潮率为6.5%,浆槽温度为95℃,预洪桶温度为110~130℃,主烘桶温度为110~130℃,含固率为12-13.3%。
8、在一些实施例中,在浆纱工序中,浆纱车速为5~90米/min。
9、在一些实施例中,在穿筘工序中,对于混纺纱线经纱,其中头份数为22816,筘号为89号筘/cm,筘幅为325.5-350cm,地组织穿法为1.2.3.4.5,穿筘方法为4穿入,边组织穿法为23筘边4入,左(6.7.6.7)*2+(66.77)*19+1.3.5.2.4.1.3.5,右1.3.5.2.4.1.3.5+(66.77)*18+(6.7.6.7)*3,停经片穿法1.2.3.4.5.6,隔离综丝穿法1.6.2.7,预留飞边1.2.3.4.5.1.3.5(各留1根综丝),右边起头后正常穿。
10、在一些实施例中,在整经工序中,经纱的总经根数为11408-11415根,经纱的整经上排数为713-715,经轴数为16-18个。
11、在一些实施例中,在整经工序中,整经张力采用中张力配置,以防止打结,采用前、中、后分段法配置张力,且边部张力比前区增加2个刻度,车速为400-410米/分钟。
12、与现有技术相比,本发明的有益效果包括:本发明提出的澳皮棉面料,经纱和纬纱均是澳棉、皮马棉和调温纤维的混纺纱线;通过澳棉、皮马棉、调温纤维这三种纤维合理搭配生产出的织物,其质地柔软,透气吸湿,有较好的耐久性和抗皱性,还具有调节温度的功能,这种面料可以用于制作各种服装、家纺用品、家居装饰、医疗用品等。本发明通过澳棉、皮马棉和调温纤维混纺织成的织物有较好的耐久和抗皱性能,还具有调温功能。
技术特征:1.一种澳皮棉面料,其特征在于,经纱和纬纱均是澳棉、皮马棉和调温纤维的混纺纱线;所述混纺纱线中澳棉、皮马棉和调温纤维的混纺质量为(50-55):(25-30):(15-20)。
2.根据权利要求1所述的澳皮棉面料,其特征在于,经密为717.5-720根/10cm,纬密为460.5-465根/10cm。
3.根据权利要求1所述的澳皮棉面料,其特征在于,所述混纺纱线的号数为9.5-9.8tex。
4.根据权利要求1所述的澳皮棉面料,其特征在于,织物的幅宽为317.5~319.5cm。
5.一种权利要求1-4任一项所述的澳皮棉面料的生产方法,其特征在于,包括依次通过整经工序、浆纱工序、穿筘工序和织造工序制得;在所述织造工序中,以混纺纱线作为经纱和纬纱并线进行织造;车速520-530r/min,后梁设置为no4.-(40),停经架设置为no.2-5-30,综平时间为280-290度,布面张力为2300-2400n,综框高度从第1页到第7页分别为110mm、110mm、108mm、105mm、105mm、112mm、112mm,开口从第1页到第7页分别为75mm、60mm、65mm、50mm、105mm、80mm、70mm。
6.根据权利要求5所述的澳皮棉面料的生产方法,其特征在于,在浆纱工序中,使用浆纱设备进行浆纱处理,浆桶温度为92-98℃,上浆率为10~12%,浆槽粘度为6.5~7.5s,浆桶粘度为7.5~8s,回潮率为6.5%,浆槽温度为95℃,预洪桶温度为110~130℃,主烘桶温度为110~130℃,含固率为12-13.3%。
7.根据权利要求6所述的澳皮棉面料的生产方法,其特征在于,在浆纱工序中,在浆纱工序中,浆纱车速为5~90米/min。
8.根据权利要求5所述的澳皮棉面料的生产方法,其特征在于,在穿筘工序中,对于混纺纱线经纱,其中头份数为22816,筘号为89号筘/cm,筘幅为325.5-350cm,地组织穿法为1.2.3.4.5,穿筘方法为4穿入,边组织穿法为23筘边4入,左(6.7.6.7)*2+(66.77)*19+1.3.5.2.4.1.3.5,右1.3.5.2.4.1.3.5+(66.77)*18+(6.7.6.7)*3,停经片穿法1.2.3.4.5.6,隔离综丝穿法1.6.2.7,预留飞边1.2.3.4.5.1.3.5,右边起头后正常穿。
9.根据权利要求5所述的澳皮棉面料的生产方法,其特征在于,在整经工序中,经纱的总经根数为11408-11415根,经纱的整经上排数为713-715,经轴数为16-18个。
10.根据权利要求5所述的澳皮棉面料的生产方法,其特征在于,在整经工序中,整经张力采用中张力配置,以防止打结,采用前、中、后分段法配置张力,且边部张力比前区增加2个刻度,车速为400-410米/分钟。
技术总结本发明公开一种皮棉面料及其生产方法,属于纺织技术领域。该澳皮棉面料,经纱和纬纱均是澳棉、皮马棉和调温纤维的混纺纱线;所述混纺纱线中澳棉、皮马棉和调温纤维的混纺质量为(50‑55):(25‑30):(15‑20)。本发明还提出一种上述澳皮棉面料的生产方法,包括依次通过整经工序、浆纱工序、穿筘工序和织造工序制得;在所述织造工序中,以混纺纱线作为经纱和纬纱并线进行织造;车速520‑530r/min,后梁设置为NO4.‑(40),停经架设置为NO.2‑5‑30,综平时间为280‑290度,布面张力为2300‑2400N。本发明通过澳棉、皮马棉和调温纤维混纺织成的织物有较好的耐久和抗皱性能。技术研发人员:余胜,陈俊,墨红豆,熊原受保护的技术使用者:际华三五零九纺织有限公司技术研发日:技术公布日:2024/5/29本文地址:https://www.jishuxx.com/zhuanli/20240615/71376.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表