一种无经丝架的塑料圆织机的制作方法
- 国知局
- 2024-07-11 14:56:12
本技术涉及圆织机,特别是一种无经丝架的塑料圆织机。
背景技术:
1、现有技术中,筒布生产工艺需要将塑料融化后压成片状材料,然后对片状材料进行切割,再通过拉丝机将其拉成条状扁丝,通过卷绕机组将条状扁丝收卷成多个线圈,将作为经线的多个线圈放置到经丝架上,再通过经丝架将条状扁丝输送至主机,编织成筒布。
2、例如现有技术cn218147173u公开了一种包装袋全自动圆织装置,包括圆织机本体,所述圆织机本体左右两方均设置有用于给所述圆织机本体输送纱线的经丝架,右侧经丝架右方设置有用于将所述圆织机编织出的筒布进行卷绕回收的收集件,右侧除尘机构上表面设置有用于将筒布进行裁断的裁断件,右侧除尘机构右侧面上端设置有用于实现筒布导向和张紧作用的张紧件。使得通过经丝架给圆织机本体输送纱线,从而通过圆织机本体织出筒布,然后通过收集件进行收集,通过裁断件的作用,能够在收集完成后对筒布进行裁断,便于下一次收集的进行,通过张紧件的作用,能够在筒布进行收集时进行张紧,便于筒布更好的进行收集作用。在实际编织过程中,需要配合使用拉丝机将片状的塑料薄膜加工成条状扁丝,再使用卷绕机组和经丝架才能将条状扁丝输送至圆织机本体进行编织,需要使用三台不同的器械,大大增加了生产设备的占用空间,还需要工作人员将条状扁丝收卷成的线圈搬运放置在经丝架上,既耗费时间又需要较大的人工成本,且经纱架体积较大,需要占用较大的厂房面积,且经丝架在送丝时容易出现纱线松弛、缠绕等现象,导致编织效果不好、筒布质量差的问题。
技术实现思路
1、本实用新型所要达到的目的就是提供一种无经丝架的塑料圆织机,解决现有技术中经丝架占地面积大,经丝架在送丝时容易出现纱线松弛的现象导致编织效果较差的问题,提高编织质量,节省厂房空间。
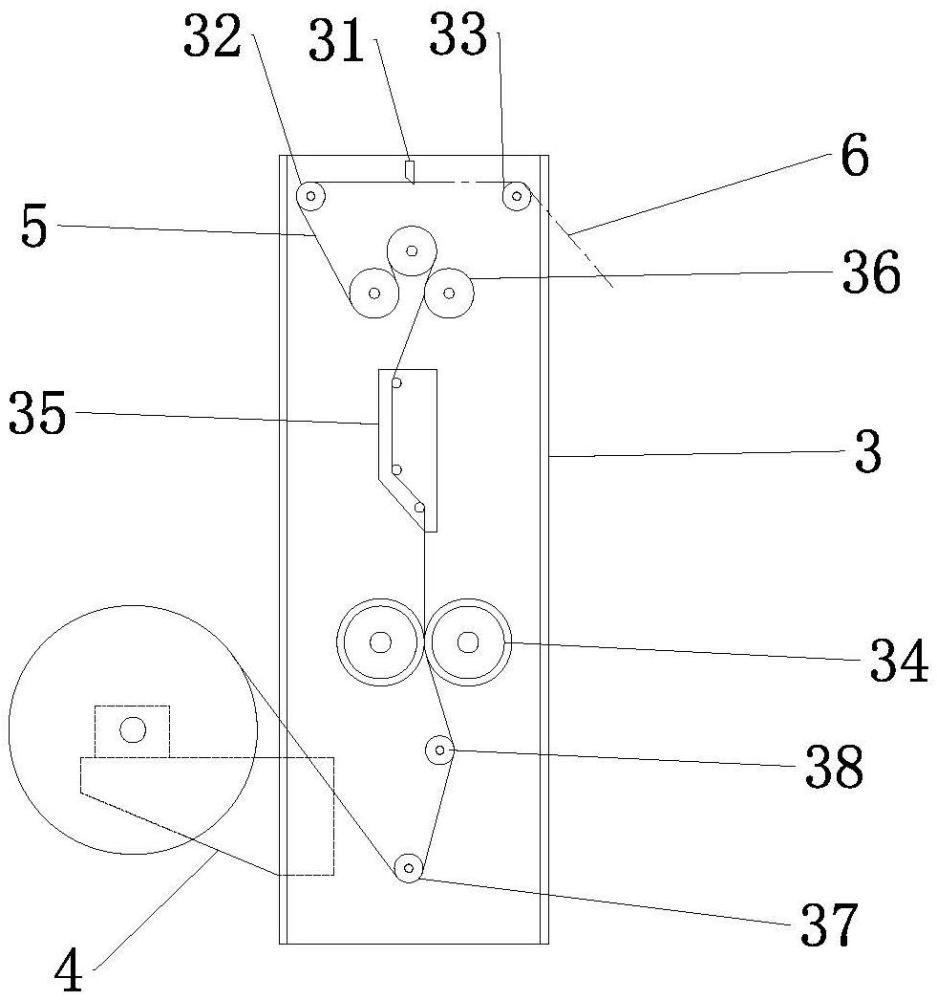
2、为了达到上述目的,本实用新型采用如下技术方案:一种无经丝架的塑料圆织机,包括主机和卷布装置,卷布装置用于收卷主机编织的编织袋,主机的至少一侧安装有分丝机,用于替代经丝架,所述分丝机包括牵引组件和分丝组件,牵引组件输送塑料薄膜至分丝组件,分丝组件将塑料薄膜切割成条状扁丝,条状扁丝输送至主机。
3、采用上述技术方案后,本实用新型具有如下优点:分丝机将塑料薄膜切割成条状扁丝,并将条状扁丝输送至主机进行编织,替代现有技术中的拉丝机和经丝架,仅使用一台机器完成分丝和输送,无需设置体积较为庞大的经丝架,减少了设备的数量,大大节省了厂房的占用面积;且分丝机直接将塑料薄膜切割后输送至主机进行编织,无需再经过卷绕机组将条状扁丝收卷成经丝卷,不仅可以减少收卷的过程,还可以节省搬运、安装、更换经丝卷的时间,提高生产效率,降低人工和时间成本;另外,分丝机可以将条状扁丝统一、均匀地输送至主机进行编织,所有的条状扁丝的张力大小是基本一致的,有利于保障后续编织质量,提高编织袋的平整度,避免出现部分条状扁丝的张力小或大导致编织袋的平整度差的情况。
4、进一步的,所述分丝组件包括分丝刀、第一导辊和第二导辊,所述分丝刀设置于第一导辊和第二导辊之间,第一导辊将塑料薄膜引导至分丝刀,所述第二导辊将条状扁丝引导出分丝机。采用前述技术方案,第一导辊将塑料薄膜引导至分丝刀,分丝刀将塑料薄膜切割成条状扁丝,完成将塑料薄膜切割成条状扁丝,分丝刀能够精确地将塑料薄膜分割成相同尺寸的条状扁丝,有利于编织出整齐美观的筒布,提高筒布的编织质量。还可以根据不同的需求调整分丝刀的间距,从而切割出所需尺寸的条状扁丝,满足不同的编织需求。之后第二导辊再将条状扁丝引导出分丝机,并输送至主机进行编织。
5、进一步的,主机上设有导丝辊,导丝辊平行于第二导辊,条状扁丝从第二导辊输送至导丝辊。采用前述技术方案,导丝辊平行于第二导辊,可以将条状扁丝平行输送至主机,保障所有的条状扁丝均处于张紧状态且张力大小基本一致,防止条状扁丝发生松弛或缠绕现象,无需单独调节不同位置的条状扁丝的不同张力,有利于提高编织质量。
6、进一步的,所述牵引组件包括沿着塑料薄膜输送方向依次分布的前牵引辊、烘箱和后牵引辊,前牵引辊的转速小于后牵引辊的转速。采用前述技术方案,通过前牵引辊、烘箱和后牵引辊的有序排列输送塑料薄膜,可以实现连续的牵引输送和加热过程,使塑料薄膜均匀地加热、拉伸并达到预期的尺寸。前牵引辊的转速小于后牵引辊的转速,使前牵引辊和后牵引辊对塑料薄膜形成拉力差,从而将加热后的塑料薄膜拉伸变薄,提升后续制作的条状扁丝的强度,保障塑料扁丝随着主机的编织保持张紧,保障编织质量,同时,塑料薄膜连续输送至主机编织,提高了编织效率。
7、进一步的,塑料薄膜的拉伸比为2~10。采用前述技术方案,可以根据不同的需求调整塑料薄膜的拉伸比,以适应不同产品的需求;若塑料薄膜的拉伸比小于2,会导致塑料薄膜的厚度较大,造成分丝刀切割困难的情况发生,条状扁丝不符合主机的编织条件,也会导致塑料薄膜的消耗加大,增加成本;若塑料薄膜的拉伸比大于10,会导致塑料薄膜的过薄,塑料薄膜的强度和韧性会降低,导致筒布使用过程中容易发生撕裂等问题,不能满足使用需求,还可能导致废料率增加,增加生产成本。
8、进一步的,所述烘箱采用电烘箱或者水浴加热烘箱。采用前述技术方案,电烘箱温度调节方便,可以精确控制加热温度,使塑料薄膜的加热过程更加稳定,达到更好的拉伸效果。水浴加热烘箱采用水介质对塑料薄膜进行加热,温度分布更均匀,减少因温度梯度引起的拉伸不均匀的情况发生。
9、进一步的,所述前牵引辊包括两根,塑料薄膜从两根牵引辊之间经过。采用前述技术方案,采用两根前牵引辊输送塑料薄膜,有助于控制塑料薄膜的输送速度,还可以将塑料薄膜进行适度的拉伸,为后续的烘箱加热做好准备,对塑料薄膜进行引导和定位,确保它在进入烘箱前的位置正确,并且能够顺利地通过烘箱。
10、进一步的,所述后牵引辊设有至少两根,塑料薄膜从后牵引辊之间经过。采用前述技术方案,后牵引辊将塑料薄膜挤压平整,便于分丝刀顺利切割,还可以使塑料薄膜在离开烘箱后继续受到适度的拉伸,有效地减少塑料薄膜的收缩率,提高塑料薄膜的稳定性,有利于提供编织质量,后牵引辊的数量可根据具体需求设置。
11、进一步的,所述前牵引辊、烘箱和后牵引辊由下到上依次设置。采用前述技术方案,将牵引组件竖直布置,减小分丝机的整体长度,提高竖直方向空间利用率,减少分丝机的占地面积。
12、进一步的,所述分丝机的底部侧面设有放置成卷薄膜的支架,牵引组件带动成卷薄膜放卷形成塑料薄膜。采用前述技术方案,成卷薄膜放卷形成塑料薄膜后输送至牵引组件,保障编织过程连续稳定,减少停机时间,成卷薄膜的质量一般较大,将支架设于分丝机的底部侧面能够降低分丝机的重心,保障分丝机稳定运行。
技术特征:1.一种无经丝架的塑料圆织机,包括主机和卷布装置,卷布装置用于收卷主机编制的编织袋,其特征在于,主机的至少一侧安装有分丝机,用于替代经丝架,所述分丝机包括牵引组件和分丝组件,牵引组件输送塑料薄膜至分丝组件,分丝组件将塑料薄膜切割成条状扁丝,条状扁丝输送至主机。
2.根据权利要求1所述的无经丝架的塑料圆织机,其特征在于,所述分丝组件包括分丝刀、第一导辊和第二导辊,所述分丝刀设置于第一导辊和第二导辊之间,第一导辊将塑料薄膜引导至分丝刀,所述第二导辊将条状扁丝引导出分丝机。
3.根据权利要求2所述的无经丝架的塑料圆织机,其特征在于,主机上设有导丝辊,导丝辊平行于第二导辊,条状扁丝从第二导辊输送至导丝辊。
4.根据权利要求1所述的无经丝架的塑料圆织机,其特征在于,所述牵引组件包括沿着塑料薄膜输送方向依次分布的前牵引辊、烘箱和后牵引辊,前牵引辊的转速小于后牵引辊的转速。
5.根据权利要求4所述的无经丝架的塑料圆织机,其特征在于,塑料薄膜的拉伸比为2~10。
6.根据权利要求4所述的无经丝架的塑料圆织机,其特征在于,所述烘箱采用电烘箱或者水浴加热烘箱。
7.根据权利要求4所述的无经丝架的塑料圆织机,其特征在于,所述前牵引辊包括两根,塑料薄膜从两根牵引辊之间经过。
8.根据权利要求4所述的无经丝架的塑料圆织机,其特征在于,所述后牵引辊设有至少两根,塑料薄膜从后牵引辊之间经过。
9.根据权利要求4所述的无经丝架的塑料圆织机,其特征在于,所述前牵引辊、烘箱和后牵引辊由下到上依次设置。
10.根据权利要求1所述的无经丝架的塑料圆织机,其特征在于,所述分丝机的底部侧面设有放置成卷薄膜的支架,牵引组件带动成卷薄膜放卷形成塑料薄膜。
技术总结本技术公开一种无经丝架的塑料圆织机,属于圆织机技术领域,解决了现有技术中经丝架占地面积大,经丝架在送丝时容易出现纱线松弛的现象导致编织效果较差的问题,解决该问题的技术方案主要是包括主机和卷布装置,卷布装置用于收卷主机编织的编织袋,主机的至少一侧安装有分丝机,用于替代经丝架,分丝机包括牵引组件和分丝组件,牵引组件输送塑料薄膜至分丝组件,分丝组件将塑料薄膜切割成条状扁丝,条状扁丝输送至主机。本技术主要用于提高编织质量,节省厂房空间。技术研发人员:陈崇锡受保护的技术使用者:平阳荣达纺织机械有限公司技术研发日:20231114技术公布日:2024/5/29本文地址:https://www.jishuxx.com/zhuanli/20240615/71378.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表