一种带胶条的仪表台表皮缝纫、包覆自动生产工艺与设备的制作方法
- 国知局
- 2024-07-11 15:08:36
本发明属于汽车零部件加工生产,具体涉及带胶条的仪表台表皮缝纫、包覆自动生产工艺与设备。
背景技术:
1、中国汽车工业协会数据显示,新能源汽车赛道持续火热,而包覆类仪表台工艺又因其本身重量优势成为各大车企在新能源车上的选择。随着自动化程度需求的提高,包覆仪表台一般采用自动覆合包边工艺。但随着造型外观需求提升,造型日趋复杂,包覆仪表台需要增加功能缝线来满足造型要求。但这给仪表板自动覆合工艺带来挑战,问题主要集中在设备无法替代人工把功能线塞到骨架上的缝线槽内。因此,目前的工艺都是在设备外,人工通过定线工装的辅助,把表皮上功能缝线塞到对应的缝线槽内,预先贴好正面表皮后放入自动包边设备,由设备完成反包。此工艺路线需要单独投资对线工装,需要经验丰富的包覆工完成大面预包覆,增加人工和投资成本。
技术实现思路
1、为解决现有技术中存在的上述问题,本发明提供了一种带胶条的仪表台表皮缝纫、包覆自动生产工艺与设备,能够通过循环连续的方式生产上述产品。
2、本发明提供的技术方案是:
3、一种包覆类仪表台自动生产工艺:
4、一、表皮缝纫
5、通过特制的胶条缝纫辅助工装将胶条缝至仪表台表皮上;
6、二、包覆三维网格织物或海绵
7、(1)上胶
8、选用水溶胶或热熔胶,在三维网格织物或海绵表面和配置板骨架表面上胶;
9、(2)包覆
10、将上胶的三维网格织物或海绵和配置板骨架贴合包覆,进行自然晾干或烘干;
11、三、自动包覆表皮
12、(1)上胶
13、选用水溶胶或热熔胶,在表皮表面和配置板骨架的三维网格织物或海绵表面上胶;
14、(2)自动包覆
15、将上胶的骨架放入自动包覆工装下模,将上胶的表皮挂在下模的挂针上,使其处于绷紧状态,且胶条部分与骨架预先留置的定位槽零贴,人工按压入槽后启动自动包覆工装,完成仪表台的自动包覆;
16、所述胶条缝纫辅助工装,包括底板、缝纫机身、机针、针板和送料牙,针板固定在底板中,送料牙插入针板固定其中,针板包括单缝针板和双缝针板,送料牙包括单缝送料牙和双缝送料牙,单缝针板与单缝送料牙配套,双缝针板与双缝送料牙配套,单缝针板一侧边中间设置有针板槽一,在单缝针板中间开设有定位牙口一,单缝送料牙中间开设有通针孔一,单缝送料牙一侧边中间设置有送料牙槽一,送料牙槽一位于定位牙口一中,机针工作时穿过通针孔一;双缝针板两侧边上设置有针板槽二,双缝针板中间设置有比两侧边针板槽二低的稳定杆,稳定杆与两针板槽二之间开设有两定位牙口二,双缝针板前后端与稳定杆相连处两侧设置有导向块,双缝送料牙顶端开槽分成两牙块,牙块前后端设置有送料牙槽二,牙块中间开设有凹槽,凹槽中部开设有通针孔二,两牙块位于定位牙口二中,机针工作时穿过通针孔二;
17、在胶条和表皮缝纫过程中,将待缝纫表皮与胶条对应好后放入特制的单缝针板的定位牙口一或双缝针板的稳定杆处,再通过缝纫机上的压脚和送料牙与针板形成的稳定槽完成缝纫前准备工作,启动缝纫机开始缝纫,当表皮和胶条在单缝针板上时,单缝送料牙通过送料牙槽一与胶条和表皮接触,单缝送料牙借助缝纫机上的传动装置通过送料牙槽一把胶条和表皮向缝纫机前方推动,在此期间,机针穿过胶条和表皮的覆合物后再穿过通针孔一,完成缝纫,单缝针板上的针板槽一在缝纫过程中起到补充定位的作用;当表皮和胶条在双缝针板上时,双缝送料牙通过送料牙槽二与表皮接触,双缝送料牙借助缝纫机上的传动装置通过送料牙槽二把表皮向缝纫机前方推动,此时双缝针板上设置的导向块使得胶条和表皮只能前后运动,在此期间,机针穿过胶条和表皮的覆合物后再穿过通针孔二,完成缝纫,双缝针板上的针板槽二在缝纫过程中起到补充定位的作用,双缝针板上的稳定杆在缝纫过程中起到稳定输送的作用。
18、一种胶条缝纫辅助生产设备,包括底板、缝纫机身、机针、针板和送料牙,针板固定在底板中,送料牙插入针板固定其中,针板包括单缝针板和双缝针板,送料牙包括单缝送料牙和双缝送料牙,单缝针板与单缝送料牙配套,双缝针板与双缝送料牙配套,单缝针板一侧边中间设置有针板槽一,在单缝针板中间开设有定位牙口一,单缝送料牙中间开设有通针孔一,单缝送料牙一侧边中间设置有送料牙槽一,送料牙槽一位于定位牙口一中,机针工作时穿过通针孔一;双缝针板两侧边上设置有针板槽二,双缝针板中间设置有比两侧边针板槽二低的稳定杆,稳定杆与两针板槽二之间开设有两定位牙口二,双缝针板前后端与稳定杆相连处两侧设置有导向块,双缝送料牙顶端开槽分成两牙块,牙块前后端设置有送料牙槽二,牙块中间开设有凹槽,凹槽中部开设有通针孔二,两牙块位于定位牙口二中,机针工作时穿过通针孔二;
19、在胶条和表皮缝纫过程中,将待缝纫表皮与胶条对应好后放入特制的单缝针板的定位牙口一或双缝针板的稳定杆处,再通过缝纫机上的压脚和送料牙与针板形成的稳定槽完成缝纫前准备工作,启动缝纫机开始缝纫,当表皮和胶条在单缝针板上时,单缝送料牙通过送料牙槽一与胶条和表皮接触,单缝送料牙借助缝纫机上的传动装置通过送料牙槽一把胶条和表皮向缝纫机前方推动,在此期间,机针穿过胶条和表皮的覆合物后再穿过通针孔一,完成缝纫,单缝针板上的针板槽一在缝纫过程中起到补充定位的作用;当表皮和胶条在双缝针板上时,双缝送料牙通过送料牙槽二与表皮接触,双缝送料牙借助缝纫机上的传动装置通过送料牙槽二把表皮向缝纫机前方推动,此时双缝针板上设置的导向块使得胶条和表皮只能前后运动,在此期间,机针穿过胶条和表皮的覆合物后再穿过通针孔二,完成缝纫,双缝针板上的针板槽二在缝纫过程中起到补充定位的作用,双缝针板上的稳定杆在缝纫过程中起到稳定输送的作用。
20、所述胶条包括单缝胶条和双缝胶条,单缝胶条与单缝针板和单缝送料牙相匹配,双缝胶条与双缝针板和双缝送料牙相匹配,单缝胶条两侧为牙槽型、中间水平,表皮位于单缝胶条中间水平位置处,单缝胶条的两侧牙槽型包裹住表皮;双缝胶条下部为双箭头型、上部设置有凹口,两表皮边沿拼缝处置于凹口中。
21、所述单缝胶条和表皮的覆合物被包边件夹持,包边件上设置有卡爪,包边件与底板固定。
22、与现有技术相比,本发明的有益效果是:本发明一种包覆类仪表台自动生产工艺与设备,完善了仪表台自动包覆工艺上的缺陷,实现了带有缝线的仪表台表皮也能自动覆合到仪表台骨架上,无需人工来将表皮上功能缝线塞到对应的缝线槽内,预先贴好正面表皮后放入自动包边设备,由设备完成反包,该工艺为包覆类仪表台的生产工艺优化提供支持;从生产角度考虑,降低生产难度,降低生产成本,提高产品质量,为企业带来更高的竞争力。
技术特征:1.一种包覆类仪表台自动生产工艺,其特征在于:
2.根据权利要求1所述的包覆类仪表台自动生产工艺,其特征在于,所述胶条包括单缝胶条(21)和双缝胶条(22),所述单缝胶条(21)与单缝针板(l)和单缝送料牙(m)相匹配,所述双缝胶条(22)与双缝针板(h)和双缝送料牙(g)相匹配,所述单缝胶条(21)两侧为牙槽型(2101)、中间水平(2102),所述表皮(1)位于单缝胶条(21)中间水平(2102)位置处,所述单缝胶条(21)的两侧牙槽型(2101)包裹住表皮(1);所述双缝胶条(22)下部为双箭头型(2201)、上部设置有凹口(2202),所述两表皮(1)边沿拼缝处置于凹口(2202)中。
3.根据权利要求2所述的包覆类仪表台自动生产工艺,其特征在于,所述单缝胶条(21)和表皮(1)的覆合物被包边件(n)夹持,所述包边件(n)上设置有卡爪(n1),所述包边件(n)与底板(s1)固定。
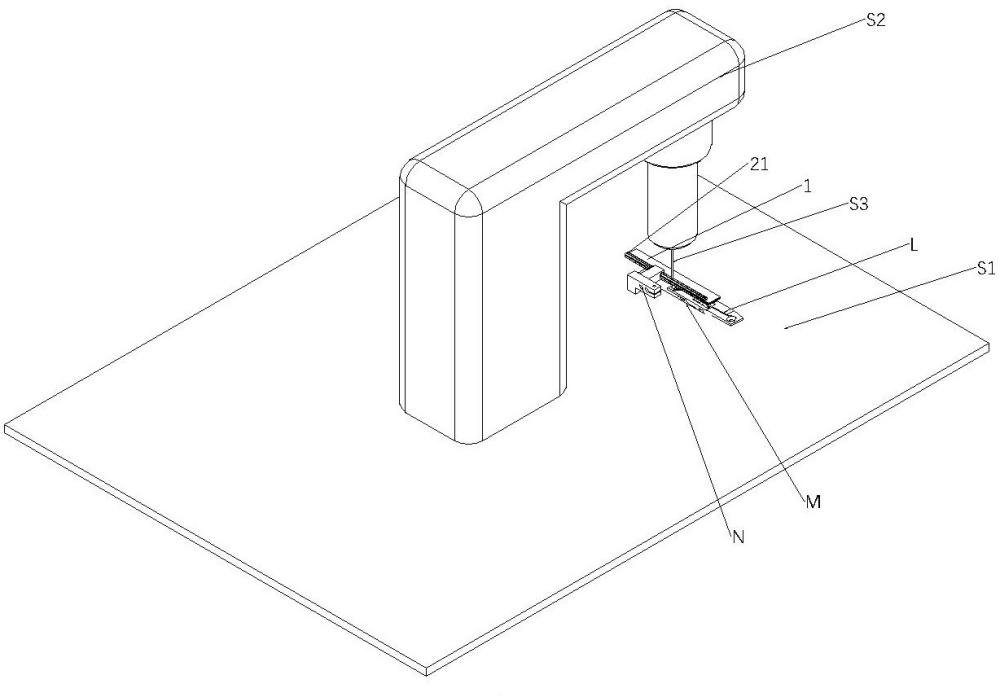
4.一种胶条缝纫辅助生产设备,其特征在于,包括底板(s1)、缝纫机身(s2)、机针(s3)、针板和送料牙,所述针板固定在底板(s1)中,所述送料牙插入针板固定其中,所述针板包括单缝针板(l)和双缝针板(h),所述送料牙包括单缝送料牙(m)和双缝送料牙(g),所述单缝针板(l)与单缝送料牙(m)配套,所述双缝针板(h)与双缝送料牙(g)配套,所述单缝针板(l)一侧边中间设置有针板槽一(l1),在所述单缝针板(l)中间开设有定位牙口一(l2),所述单缝送料牙(m)中间开设有通针孔一(m2),所述单缝送料牙(m)一侧边中间设置有送料牙槽一(m1),所述送料牙槽一(m1)位于定位牙口一(l2)中,所述机针(s3)工作时穿过通针孔一(m2);所述双缝针板(h)两侧边上设置有针板槽二(h1),所述双缝针板(h)中间设置有比两侧边针板槽二(h1)低的稳定杆(h3),所述稳定杆(h3)与两针板槽二(h1)之间开设有两定位牙口二(h2),所述双缝针板(h)前后端与稳定杆(h3)相连处两侧设置有导向块(h4),所述双缝送料牙(g)顶端开槽分成两牙块(g1),所述牙块(g1)前后端设置有送料牙槽二(g4),所述牙块(g1)中间开设有凹槽(g2),所述凹槽(g2)中部开设有通针孔二(g3),两所述牙块(g1)位于定位牙口二(h2)中,所述机针(s3)工作时穿过通针孔二(g3);
5.根据权利要求4所述的一种胶条缝纫辅助生产设备,其特征在于,所述胶条包括单缝胶条(21)和双缝胶条(22),所述单缝胶条(21)与单缝针板(l)和单缝送料牙(m)相匹配,所述双缝胶条(22)与双缝针板(h)和双缝送料牙(g)相匹配,所述单缝胶条(21)两侧为牙槽型(2101)、中间水平(2102),所述表皮(1)位于单缝胶条(21)中间水平(2102)位置处,所述单缝胶条(21)的两侧牙槽型(2101)包裹住表皮(1);所述双缝胶条(22)下部为双箭头型(2201)、上部设置有凹口(2202),所述两表皮(1)边沿拼缝处置于凹口(2202)中。
6.根据权利要求5所述的一种胶条缝纫辅助生产设备,其特征在于,所述单缝胶条(21)和表皮(1)的覆合物被包边件(n)夹持,所述包边件(n)上设置有卡爪(n1),所述包边件(n)与底板(s1)固定。
技术总结本发明属于汽车零部件加工生产技术领域,具体涉及带胶条的仪表台表皮缝纫、包覆自动生产工艺与设备,该工艺为首先将胶条缝至仪表台表皮上,再包覆海绵、皮革、骨架,该设备为胶条缝纫辅助工装。本发明完善了仪表台自动包覆工艺上的缺陷,实现了带有缝线的仪表台表皮也能自动覆合到仪表台骨架上,无需人工来将表皮上功能缝线塞到对应的缝线槽内,预先贴好正面表皮后放入自动包边设备,由设备完成反包,该工艺为包覆类仪表台的生产工艺优化提供支持;从生产角度考虑,降低生产难度,降低生产成本,提高产品质量,为企业带来更高的竞争力。技术研发人员:罗美真,陈超,严协兴,张晶泉,谢尧,蒋鹏,鲁鹏,华昊,镇非,曾辉受保护的技术使用者:常州新泉汽车零部件有限公司技术研发日:技术公布日:2024/6/13本文地址:https://www.jishuxx.com/zhuanli/20240615/72710.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表