一种高稳定性免漆弧形柜门加工工艺及其柜门的制作方法
- 国知局
- 2024-07-11 15:15:31
:本发明属于家具制造,具体涉及一种高稳定性免漆弧形柜门加工工艺及其柜门。
背景技术
0、背景技术:
1、圆弧形人造板兼具实用性和装饰性,可以满足家居空间中不同转角区域的设计需求。以独特的设计感,很好的弱化空间的尖锐性,打造家居环境温馨、安全、舒适的氛围。因此,被广泛应用于各类建筑装修、室内装饰。
2、目前市场的弧形板以油漆饰面为主,多采用破坏平板结构以达到弯曲效果的工艺形式,成本高、效率低,且易发生回弹、断裂等问题。因板材结构限制、常规工艺特点等问题,难以制造免漆饰面弧形板材,更难以运用于现有全屋定制模式,因此鲜有应用于橱衣柜等大规模全屋定制柜类产品。
3、现有技术中家具用弧形板工艺大多采用以下三种方法:蒸汽弯曲工艺、切口弯曲工艺、高频热压弯曲工艺。蒸汽弯曲工艺:采用蒸煮的方式对木材进行软化处理,再利用模具或钢带等将软化后的木材加压弯曲成型,如图5所示,这种方式耗时高,成本大,且易发生回弹等变形情况;切口弯曲工艺:也是人造板制造弧形造型的常见方法,通过在板材一面进行铣槽使板材达到能够弯曲的目的,这种方式制作弧形板,板材幅面越大,加工难度越大,并且易发生板材断裂;高频热压弯曲工艺:采用高频或微波低温模压机对板材进行弯曲成型,此工艺对设备依赖性较大,模具制作要求高、耗时长、成本大,又因瞬时热压,水分子在板材中非平衡移动,局部积聚内应力,易使弧形板发生变形。
技术实现思路
0、技术实现要素:
1、本发明所要解决的技术问题是,提供一种高稳定性免漆弧形柜门加工工艺及其柜门,该柜门突破了圆弧板难以做到免漆饰面的工艺壁垒,极大改善了圆弧板材变形问题,同时本发明工艺也可运用于油漆饰面柜门板、护墙板领域,延展了圆弧板应用范围。
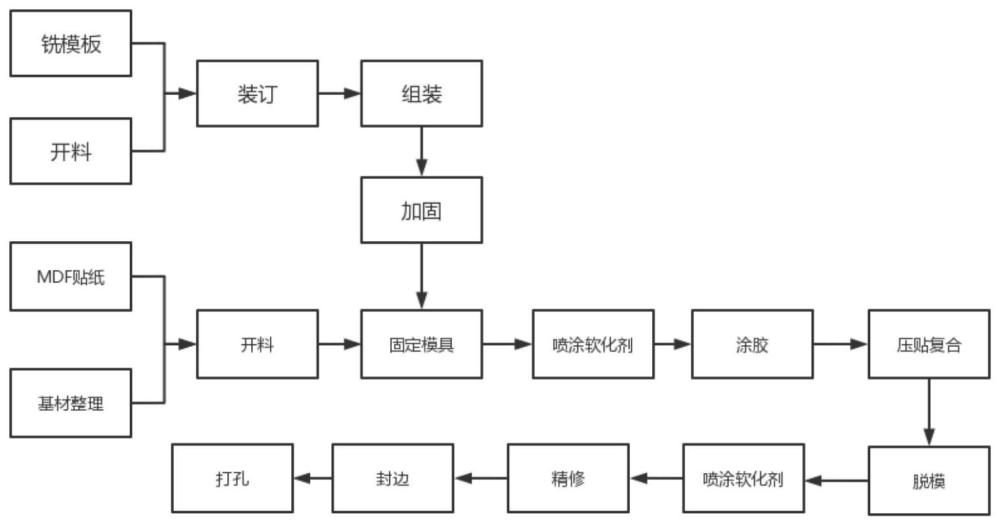
2、本发明的技术解决方案是,提供一种高稳定性免漆弧形柜门加工工艺,包括以下步骤,
3、步骤1,根据弧形柜门尺寸要求准备木质模具,木质模具包括上模具和下模具,其中下模具具有凹腔,凹腔的圆弧内壁与待加工的弧形柜门的弧形适配;
4、步骤2,将三聚氰胺浸渍纸热压到薄型中密度纤维板上,形成面材层;
5、步骤3,将2-8mm软木板、2-6mm多层板及步骤2中的面材层,根据成品尺寸要求,预留加工余量,并按照加工余量参数对基材及面材进行裁切;
6、步骤4,将步骤1中的木质模具固定在压机上,在三聚氰胺浸渍纸上喷涂浸渍纸软化剂配比液,进一步对步骤3中裁切完成的软木板、多层板和面材层按弧形板内部结构对称顺序单面涂胶,并叠放在木质模具的下模具弧形凹腔中,浸渍纸软化剂配比液由浸渍纸软化剂和自来水或工业酒精1:5-30进行稀释制得,浸渍纸软化剂配比液包括以下重量份的组分:2-3份脂肪醇聚氧乙烯醚,1-2份三羟基甲基丙烷,1-2份氯化钠,2-3份十二烷基硫酸钠以及3-4份去离子水;渗透剂喷洒于三聚氰胺浸渍纸表面用于软化作用,有效解决三聚氰胺浸渍纸加热压贴于平衡层后,脆性较大,弯曲时易发生破裂,开料时易发生爆边等一系列问题;
7、步骤5,将步骤4中固定在压机上的上模具以固定压力缓慢下沉,下沉速度控制在5-20cm/min,直至将步骤4中叠放在下模具的层叠板压贴紧实,待胶水固化后可拆模,取出压贴完成的弧形板毛料;
8、步骤6,在步骤5中弧形板毛料需要开料处少量喷涂浸渍纸软化剂配比液,按照图纸进行进一步的精修,并对四周进行封边处理;
9、步骤7,对步骤6中封边完成后的弧形板打上铰链孔,制得所需弧形柜门门板。
10、本发明弧形柜门由软木层层粘接并使用多功能木质弧形模具施压而成,后经精修、封边、打孔等工序加工制成。浸渍纸具有加热后变脆的特性,将其弯曲后极易发生断裂,作为本发明的一个创新点,本发明优选的浸渍纸软化剂配比液喷涂后,可改善浸渍纸脆性,增加其弹性,可解决浸渍纸弯曲断裂问题;同时在精修时,在需精修处二次喷涂浸渍纸软化剂配比液,同样可增加浸渍纸柔软性,防止切割时产生爆边问题。三聚氰胺浸渍纸复贴在平衡层中密度纤维板上后,由于高温的作用,其水分迅速蒸发,含水率降低,导致纸张脆性增加,浸渍纸软化剂可对脆性增加后的浸渍纸中的聚合物粒子产生溶解和溶胀作用,增加其可塑性。作为另一个创新点,采用软木板为基材,软木由两层杨木单板夹一层梨木单板且纹理交错压贴,梨木单板具有木质密,韧性高的特点,在软木弯曲时,为其提供横向拉力,有效防止板材在弯曲时发生断裂,进一步的提高了弧形板的抗变形能力。
11、作为优选,步骤1的木质模具由单元模具拼接而成,并通过以下方式加工,
12、步骤一:根据待加工的弧形柜门门板的图纸尺寸要求,绘制所需上下模板形状,将上述加工参数转化为cnc雕刻文件,并使用cnc加工中心在板件上雕刻出模具形状,模板数量根据图纸要求尺寸而定,弧形柜门门板长度每增加300mm需增加一组上下镂铣模板;
13、步骤二:开料出若干100mm*300mm木板条,用以连接模板;
14、步骤三:将步骤一中模板与步骤二中木板条连接,形成单元模具,间隔木板条空隙为10mm,间隔一致,保证后续施压时,弧形板各点受压一致;
15、步骤四:将步骤三中单元模具相连,形成模具雏形,将模具雏形背面连板加固,制备成木质模具。
16、在全屋定制订单中,需根据客户需求及实际情况绘制图纸,多为非标尺寸,弧形门板圆弧尺寸可定标,但其高度大多有差异,单元化拼接模具可满足不同高度弧形板的压制,每两组模板用100mm*300mm木板条相连,组成长约336mm的单元模具,单元模具两侧的模板厚度为18mm,连接在两模板之间板条长度为300mm,18+18+300=336mm,根据不同弧形门板长度,选择单元模具数量进行拼接。采用本发明的拼装式木质模具,可满足不同长度规格的弧形板制备,确保在胶水施压固化时,板材各点受压均匀,表面平整、光洁。
17、作为优选,步骤3中,将4.0-5.0mm厚的软木板、3.0-4.0mm厚的多层板及步骤2中的面材层,根据成品尺寸要求,预留加工余量,并按照加工余量参数进行裁切。基材中间层结构使用一层薄型多层板以保证基材上下结构对称。
18、作为优选,步骤2中,薄型中密度纤维板厚度为1.5~4mm,是一种薄型中密度纤维板,热压压力为12-15mpa,温度195-215℃,时间控制在14-25s。薄型的厚度可有效避免因基材问题导致的外观缺陷,由于木质较柔软,可有效弯折达到预期弧度。
19、作为优选,步骤3中,软木原材选用杨木、梨木单板,两层杨木单板夹一层梨木单板,纹理横纵交错压贴,预留加工余量30-50mm。基材优选软木,通过层层压贴工艺,使弧形板一体化成型,基材增加梨木单板层,提供横向牵引力,有效改善弧形板变形回弹难题。其中,梨木单板具有木质密,韧性高的特点,在软木板弯曲时,为其提供横向拉力,有效防止板材在弯曲时发生断裂,进一步提高了弧形板的抗变形能力,而梨木单板有着木质较密,韧性较高的特点,纹理垂直于杨木纹理,可以给杨木单板横向拉力,防止板材在弯曲时发生断裂。
20、作为优选,步骤4中,采用的胶水为eva改性乳液,层间单面布胶,布胶量为300-350g/㎡,工序时间为30min以内。本方案单面布胶,能够很好的控制布胶量符合工艺要求,且防止溢胶,保证板材含水率。板材含水率太高或太低都易使板材发生变形,板材含水率保持在10%-15%较佳。
21、作为优选,步骤5中,包括冷压固化和热压固化两种工艺,在冷压时压力为1-2mpa,冷压时间根据环境温度而定,夏季为6-8h,冬季为10-12h;在热压时,压力为10-13mpa,热压时间为15-20min。
22、作为优选,步骤6中,封边时两直边采用直线封边机进行封边,两圆弧边采用手工封边,其中,手工封边是指在与板件同色的pvc封边条上涂上封边胶,利用手持热风机加热封边条使其软化,并粘接于两端圆弧边上,利用压平工具将封边条与板件紧密贴合,后利用美工刀对封边条进行精修倒角。
23、进一步的,步骤7中,铰链孔打孔设备使用木工铰链钻。
24、本发明还提供一种由上述高稳定性免漆弧形柜门加工工艺加工而成的弧形柜门。该弧形柜门有效防止板材在弯曲时发生断裂,提高了弧形板的抗变形能力,同时,解决传统浸渍纸热压后脆性加大,难以塑性的难点,有效防止浸渍纸压弯时发生断裂,并且有效减少在弧形板精修切割的爆边问题。
25、与现有技术相比,本发明具有以下优点:
26、本发明满足了市面上三聚氰胺饰面的各类产品需求量激增的需求,实现三聚氰胺饰面圆弧形人造板的批量化生产,打破免漆圆弧板工艺壁垒,满足市场对免漆圆弧板需求。
27、本发明满足家装市场对定制多样化、实用化、美观化需求。免漆圆弧板色彩多变,可依据不用用户装修风格定制;圆弧门板、护墙等的运用可增加柜类产品收纳空间,且更加安全,可满足不同家庭个性化定制需求。
本文地址:https://www.jishuxx.com/zhuanli/20240615/73497.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表